
基于PLC锯床自动送料装置系统的设计
2016-09-10 08:38黄文汉孙大许陈纪钦
装备制造技术 2016年5期
黄文汉,孙大许,陈纪钦
(1.河源职业技术学院机电工程学院,广东河源517000;2.广东机电职业技术学院汽车学院,广东广州510550)
基于PLC锯床自动送料装置系统的设计
黄文汉1,孙大许2,陈纪钦1
(1.河源职业技术学院机电工程学院,广东河源517000;2.广东机电职业技术学院汽车学院,广东广州510550)
为了减轻劳动强度、提升生产效率、降低制造成本,通过设计一款通用式的自动送料装置,采用PLC控制方式对现有的废旧的锯床进行了自动化改造,实现了锯床自动下料。该系统使用的PLC控制方式和通用性在废旧设备自动化改造中有一定的推广与应用的实际意义。
自动送料;伺服机构;PLC控制;气动回路
校企合作中,某家加工企业是一个小型机械零件加工厂,外接产品经常是长度各异的小批量产品,产品的毛坯料都是些长度不一棒料。企业目前现有下料设备有一台式带锯床和一台弓锯床,采用手工作业,下料长度一致性不高;效率相对较低,且锯切下来的坯料长了、短了的情况时有发生,造成了零件的报废或者浪费。为此,企业提出了研制一种具有一定通用性自动送料装置用于改造现有的锯床:能保证下料长度的一致性、提高生产效率,并能实现送料装置与改造锯床分离,可以与其带锯床装配配合完成下料作业,亦可用与其弓锯床装配配合完成下料作业。
锯床自动化改造的关键是送料系统的设计,目前市场上的很多自动送料装置种类很多,其送料方式多种多样,其中比较典型的有采用机械手自动送料[1,2]、气缸推送方式送料[3]、油压夹紧伺服送料[4]等,但是在这些产品中,存在着一定点局限性,且结构复杂,装配、制其造、维修有一定的难度,价格比较高,不适合普通锯床的自动送料要求。因此,本文研究了一种自动送料系统,对普通锯床自动化改造具有一定研究意义。
1 锯床自动送料系统设计
通过查找锯床相关资料和自动送料等方面资料[5],根据机床数控化改造的经验,确定锯床送料系统的总体设计方案,设计框图如图1所示。

图1 锯床自动化改造设计框图
此设计方案,主要有以下特点:
(1)保留原有锯床本身机械结构;
(2)设计可移动式自动送料装置,包括伺服送料机构、气动夹紧机构等;
(3)自动送料机构可与锯床本体分离,可作它用,具有通用性。
(4)控制系统采用电气结合的PLC逻辑控制形式进行设计,实现锯床加工的自动化;
刑罚的预防功能包括一般预防和特殊预防。一般预防是通过对犯罪人适用刑罚而对潜在的犯罪分子产生阻止其犯罪的作用;特殊预防指的是对犯罪人适用刑罚使其在一定时间内丧失再犯可能性。基于此,我们需要加强法官的专业素质,在适用刑罚时做出最恰当的选择,刑罚及时准确,才能最大限度地发挥其效果。正如贝卡利亚所言:只要刑罚的恶果大于犯罪所带来的好处,刑罚就可以收到它的效果。这种大于好处的恶果中应该包含的,一是刑罚的坚定性,二是既得利益的丧失。除此之外的一切都是多余的,因而也就是蛮横的[1]52。
(5)采用触摸屏人机界面的设计与接口技术,设置相应锯切参数,实时控制,实现界面人性化、操作的自动化。
1.1机械系统设计
送料系统是实现自动化加工的关键,也是自动化生产线中复杂程度较高而且难度较大的重要组成部分。如何能保证送料长度准确、快捷、平稳、安全是设计送料机构的关键。综合考虑成本、环保等因素,其设计模型如图2.
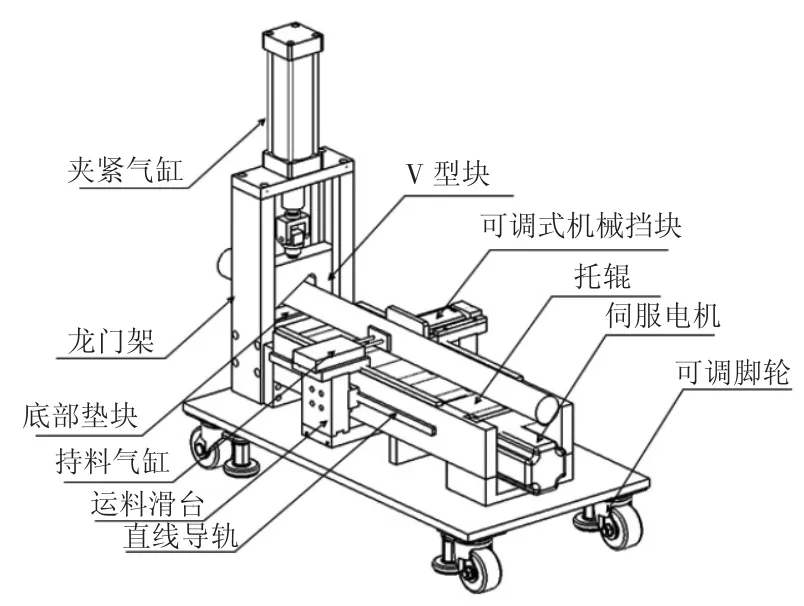
图2 送料机构机械设计模型
自动送料过程(如图3所示)包括:夹持棒料→伺服送料→压紧棒料。
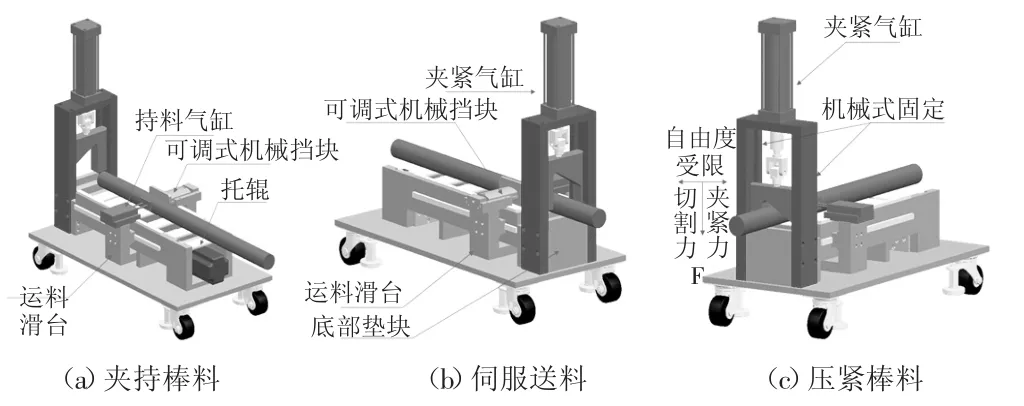
图3 自动送料过程
初始状态时,在人机界面调整好参数(包括料长、下料数量等),调好机械挡块位置,棒料放置托辊,持料汽缸夹紧,如图3(a)所示。伺服电机启动带动运料滑台(见图4)开始送料,滑台送料至设定位置,完成送料过程,如图3(b)所示。夹紧气缸下压带动V型块压紧工件,为锯切开始做好准备,如图3(c)所示。通过持料气缸和V型块压紧棒料,有效限制了棒料的自由度,保证了锯切时,棒料的稳定性、可靠性。
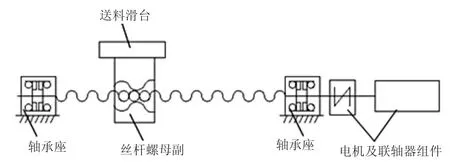
图4 运料滑台机构简图
在运料滑台机构中,运用了数控机床伺服传动机构,把数控机床的工作台做了符合输料要求的改动,把原来的工作台改造成送料滑台,如图4所示。送料滑台的底板与丝杠螺母固定,靠侧面导轨导向,滑台可在丝杠有效距离内运行。伺服传动具有良好的传动精度和定位精度、稳定性好、寿命长等显著特点,这就保证了下料长度精度和料长的一致性问题。
自动送料装置的另外一个重要部分就是气动夹紧机构设计,包括持料气缸送料夹紧机构和龙门架下料压紧机构见图5.持料气缸夹紧机构,用户通过调整“可调螺母”夹紧并找准棒料中心位置;该机构采用气缸压紧,通过调速阀来控制活动钳口的速度,防止气压过大而产生冲击力影响机械精度;在固定钳口和活动钳口的接触面上粘贴了橡胶垫,目的是防止夹紧时冲击力过大、增大送料时棒料与钳口的静摩擦力,从而增大送料机送料能力。龙门架下料压紧机构结构简单,易调整。对根据不同型料(方料、圆料等)设计不同形状的夹头,使棒料受到向下压力和侧向力,在下料时保持限制足够自由度保证一定的稳定性。
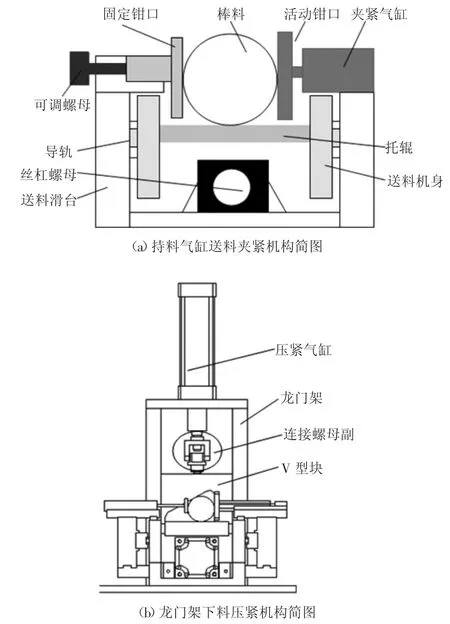
图5 气动夹紧机构
1.2控制系统设计
气动夹紧机构是自动送料装置的一个重要组成部分,为了保证自动送料装置夹紧机构稳定、安全夹紧,设计了气动回路。其工作原理为:输料开始时,在电磁阀的逻辑控制下,夹紧气缸在松开状态下,送料气缸夹紧棒料,然后通过伺服送料机构将棒料到设置位置停止,夹紧气缸下压夹紧棒料,锯削气缸靠锯弓自身重力下落开始锯切棒料完成,锯削气缸回退抬起锯弓,送料气缸松开,伺服送料机构回退至棒料零点,完成一个单循环。气动回路原理图如图6所示。
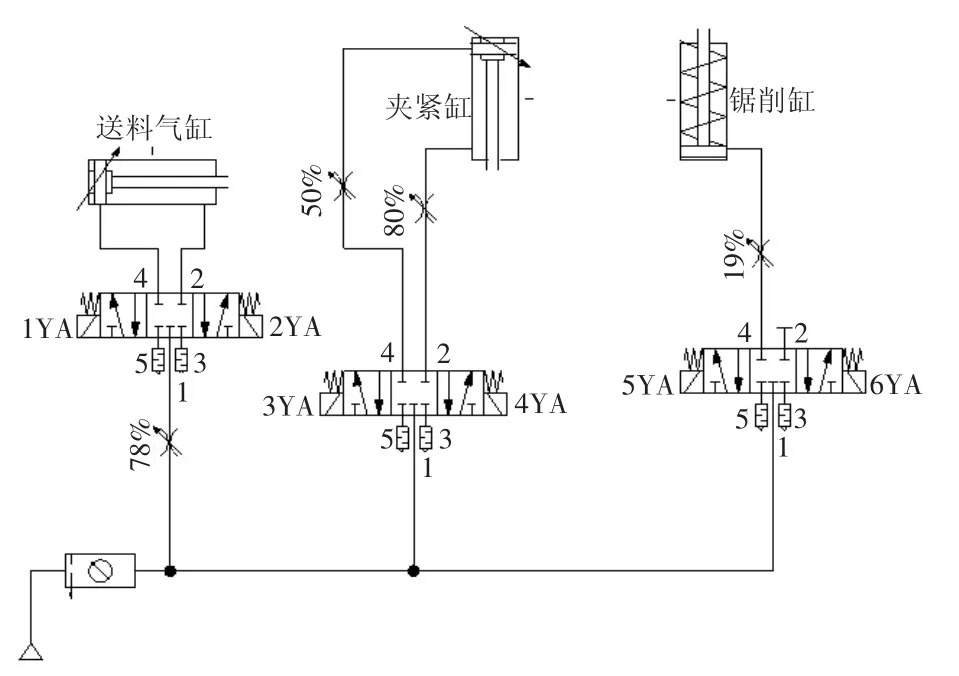
图6 气动回路原理图
1.2.2PLC控制系统设计
控制系统的核心是PLC逻辑控制,设备所有的开关量信号都在PLC内部进行逻辑运算。选用通过性价比分析,系统选择的PLC是三菱FX1N-40MT,该型号为基本单元,属于晶闸管输出,具有24点输入端子和16点输出端子;触摸屏选用了威纶MT6056I,运用EasyBuilder8000组态软件进行编程。
PLC的I/O分配如表1,其I/O接线图如图7所示,人机界面设计如图8所示。

表1 I/O分配表
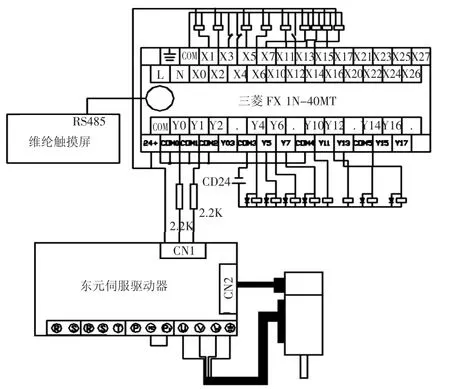
图7 PLC的I/O接线图

图8 人机界面设计
PLC控制是实现送料系统自动化程度和控制精度的核心内容。系统通过控制伺服送料的精度,以及各种开关检测信号逻辑关系,以保证送料、下料安全、快捷、稳定。PLC的逻辑控制框图如图9所示,人机界面设计的主要分为手动调试和自动方式两种模式,其工作原理如下:
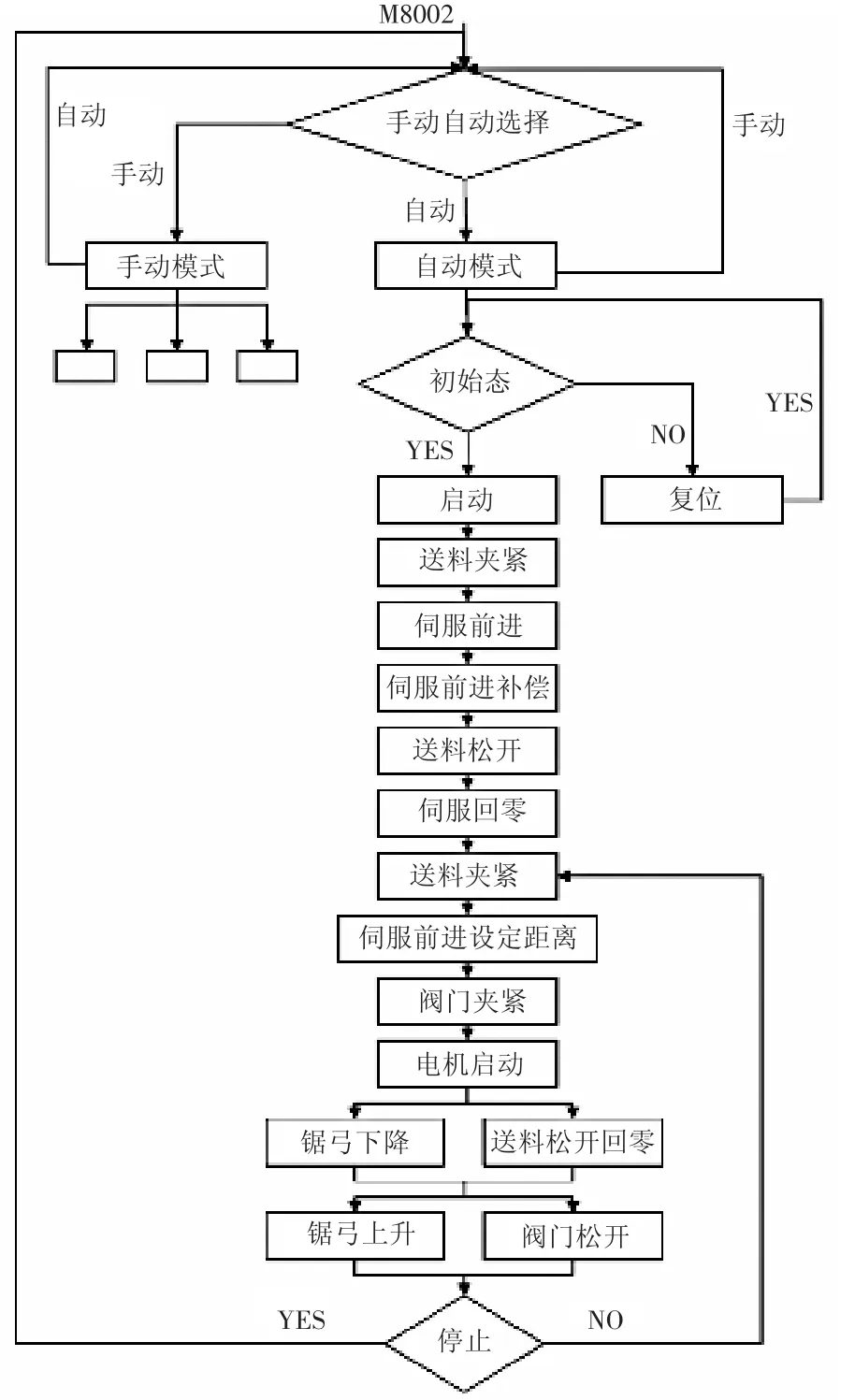
图9 PLC逻辑控制框图
手动调试模式:
(1)机床开机上电后,PLC进行初始化处理;
(2)初始化后,操作人员可通过手动选择自动加工或者是手动调试机床模式;
(3)若选择手动调试模式,则由工人单段调试各动作,方便调整下料的状态;
自动下料模式:
1)手工调试完毕后,即可切换到自动加工模式,在自动模式下的任意时段,都可按动机床复位按钮使锯床复位;
2)上料后,操作者可给出循环启动指令,锯床开始执行下料任务,按照如图10所示流程图进行自动下料;
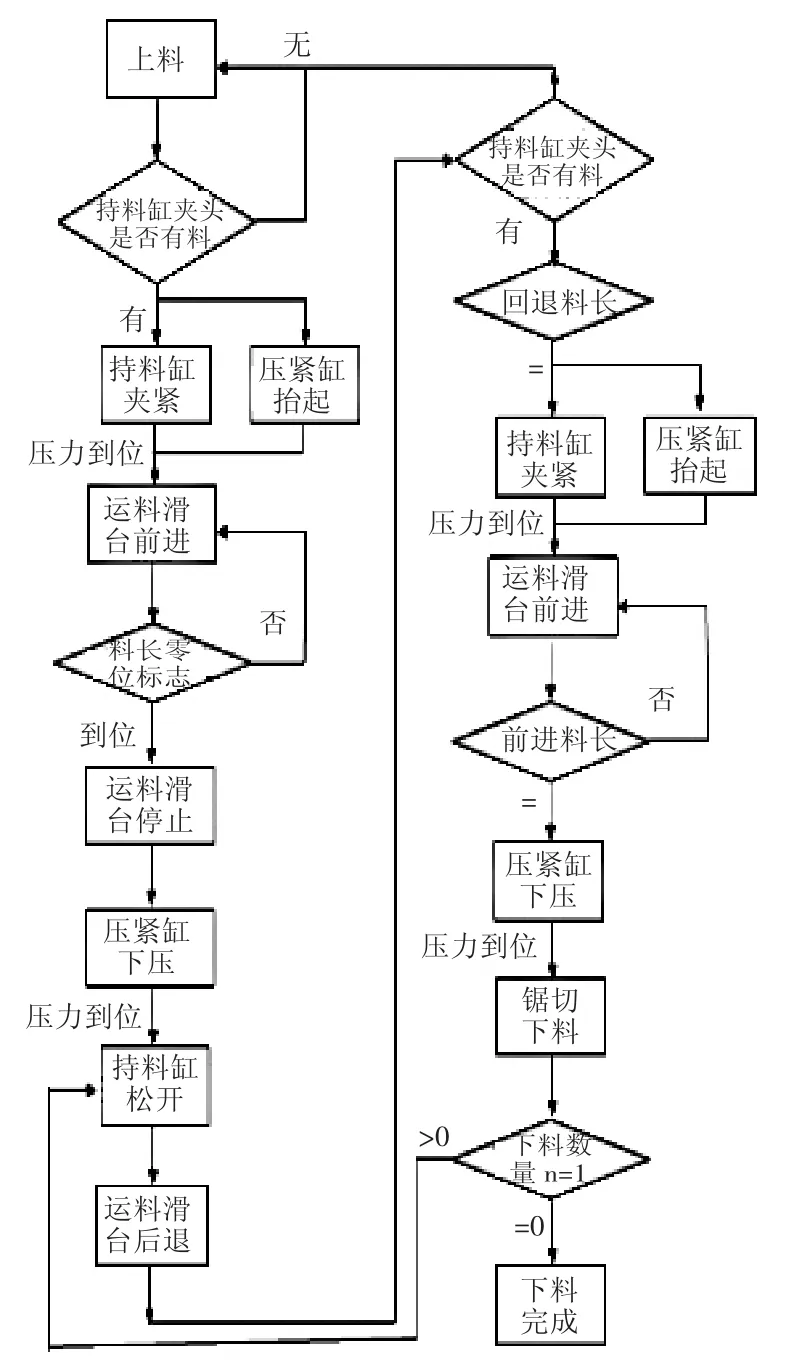
图10 自动循环下料加工的流程图
3)在下料过程中,随时对各信号元件进行监控,以保证下料安全性和运行的稳定性。
2 应用及效果
自动送料装置(图11)已经制作完成,并用于客户现场调试使用,其效果达到了预期目的,此送料系统的一个显著特点是通用性好,主要表现在:
(1)送料机构可以与锯床本体分开,并可以与其他类型锯床连接组合使用;
(2)龙门架下料压紧装置夹头形状、大小可以调整更换,适合不同大小、形状型材,如圆料、棒料。
(3)完成了锯床送料系统设计与改造。该伺服输料机构,结构合理,稳定性好,速度相应快,精度控制在0.1 mm以内,效率提高了将近5倍,且运送平稳,满足了送料精度和效率的要求;自动化程度得到了提高,有效降低了劳动强度,达到了客户使用要求。
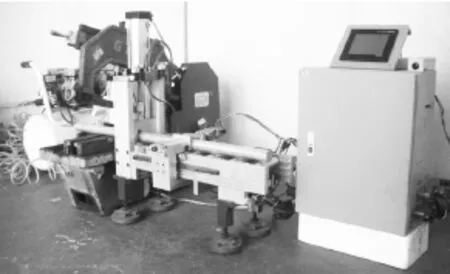
图11 改造后锯床送料装置
3 结束语
根据我国的国情情况,目前全面淘汰现有的老旧设备是不现实的,但是通过技术改革、新产品、新材料的设计与开发,对旧机改造升级,提升其企业竞争力,势在必行。本文是在原有锯床本体基础上,采用的PLC控制技术和人机界面设计了一款通用型送料装置,对废旧设备进行自动化改造有一定的参考和实用意义。
[1]胡学武,盛小明.基于电-气控制的拉伸机自动送料机械手[J].液压与气动,2010,(11):45-46.
[2]修学强.一种单行程吊钩式抛丸机自动送料机的结构设计与控制[J].液压与气动,2015,43(9):97-99.
[3]黄庆专,程志杰.数控车削自动送料装置设计与控制[J].制造技术与机床,2014,(7):147-149.
[4]刘燕,刘志.大型板料加工自动送料控制系统的设计与改进[J].组合机床与自动化加工技术,2010,(11):78-79.
[5](日)藤森洋三.杨鸿铨译.上下料自动化图集[M].贵阳:贵州人民出版社,1989:109-111.
Design of PLC-Based ControlSystem of Automatic Feeding Device
HUANGWen-han1,SUN Da-xu2,CHEN Ji-qin1
(1.School of Mechanical and Electrical Engineering,Heyuan Polytechnic,Heyuan Guangdong 517000,China;2.School of Automotive,Guangdong Mechanical&Electrical Polytechnic,Guangzhou Guangdong 510550,China)
In order to alleviate labor intensity,improve production efficiency and reduce the manufacturing cost,the design of PLC-based control of a universal automatic feeding device,has solved the problem of automatic blanking.It has the practical significance for the certain popularization and application that the system uses the PLC controlmode and the universality in the automation transformation of the second-hand equipment.
automatic feeding;servomechanism;PLC-Control;pneumatic circuitry
TH138
A
1672-545X(2016)05-0016-04
2016-02-13
河源市社会发展科技计划项目《陶艺金属两用立式车床设计与开发》(2014-75);河源职业技术学院计划科研项目《基于PLC与触摸屏控制的带锯床数控改造》(09Hzy-ky05)。
黄文汉(1979-),男,广东河源人,工程硕士,讲师,研究方向为机电设备机械设计与系统开发;孙大许(1973-),男,河南许昌人,博士,讲师;陈纪钦(1983-),男,广东蕉岭人,工程硕士,讲师。
猜你喜欢
汽车实用技术(2022年15期)2022-08-19
佳木斯大学学报(自然科学版)(2021年6期)2021-12-21
锻造与冲压(2021年21期)2021-11-12
速读·上旬(2021年10期)2021-10-12
电子乐园·下旬刊(2021年3期)2021-02-08
汽车文摘(2019年3期)2019-03-04
重型机械(2018年6期)2019-01-07
物联网技术(2017年11期)2017-11-27
中南大学学报(自然科学版)(2014年4期)2014-04-01
自动化博览(2014年10期)2014-02-28
