波峰焊操作中常见问题及处理
2016-09-18 08:46田翠芳
山西电子技术 2016年4期
田翠芳
(山西省电子工业科学研究所,山西 太原 030006)
波峰焊操作中常见问题及处理
田翠芳
(山西省电子工业科学研究所,山西 太原 030006)
波峰焊是电路板焊接领域常见的方法之一,本文主要针对在波峰焊操作过程中出现的问题进行归纳并对此问题进行解决。 同时对提前预防问题的发生提出了些建议。
波峰焊;助焊剂;喷雾
波峰焊主要针对的是需要手工流水插件的大批量的线路板的焊接,其原理是让插装好元器件的电路板以一定速度和角度与已溶化的焊料的波峰接触,焊料波以一定的速度和压力作用于电路板底部,并充分渗入到电子元器件外引脚与印刷电路板之间的缝隙,完成连续自动焊接,其特点是电路板底部与波峰顶部接触,无任何氧化物和污染物,因此,焊接质量较高,并能实现大规模生产。
1 波峰焊的分类
1.1单波峰焊
单波峰焊是借助于锡泵把熔融的焊锡不断垂直向上地朝狭长出口涌出,形成10~40 mm高的波峰。这样使焊锡以一定的速度与压力作用于PCB上,充分渗透入待焊的元器件脚与PCB板之间,使之完成湿润并进行焊接。它与浸焊相比,可明显减少漏焊的比率。由于焊料波峰的柔性,即使PCB不够平整,只要翘起度在3%以下,仍可得到良好的焊接质量。单波峰焊的缺点是波峰垂直向上的力,会给一些较轻的元器件带来冲击,造成浮件或虚焊。
1.2双波峰焊
双波峰焊接是在锡炉前后有两个波峰,前一个较窄(波高与波宽之比大于1),峰端有2~3个交错排列的小峰头,在这样多头上下左右不断快速流动的湍流波作用下,焊剂受热产生的气体都被排除掉,表面张力也被削弱,从而获得良好的焊接。后一波为双方向宽平波,焊锡流动平坦而缓慢,可以去除多余的焊料,消除毛刺、桥连等不良现象。双波峰焊对SMD的焊接可获得良好的效果,已在插贴混装方式的PCB上普遍使用。
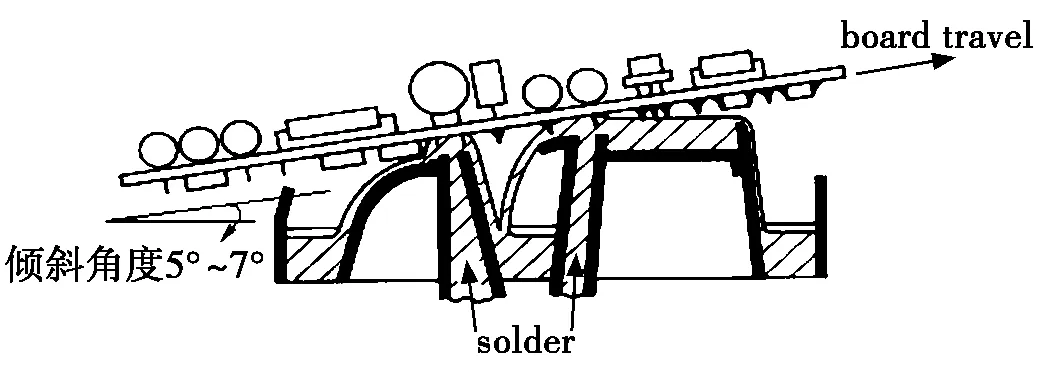
图1 双波峰焊接示意图
2 波峰焊接流程
炉前检验——喷涂助焊剂——预加热——波峰焊锡——冷却——板底检查。
3 波峰焊操作中常见的问题及处理
作者通过在波峰焊的操作工作中,遇到的一些问题对其处理进行了简要的总结与归纳:
3.1喷雾系统异常
也称助焊剂系统异常,在波峰焊接前期,一般先试焊几块PCB,看其焊接效果是否良好,然后再决定批量焊接,但往往是由于喷雾系统运行不畅,导致前期需进行大量工作进行调试,甚至在良好运行的中断也会出现喷雾效果改变,而导致一批PCB的焊接不合格,焊点出现桥连、漏焊、虚焊,这是焊接中最容易出现的问题。
3.1.1查看助焊剂管是否破裂或堵塞
这是一条较长的管,一端安装有一个吸嘴放入助焊剂瓶中,另一端插入喷头上的助焊剂喷涂孔中。故障检查时,首先要看它有无破裂,若完好无损,就把它从孔中拔出,反接到吹付空气孔中,开动手动喷雾按键,若助焊剂瓶中有气泡冒出,说明此管是好的;若无气泡冒出,则说明该管已阻塞或管端吸嘴已阻塞,此时需查此管尾部(插入助焊剂瓶中的那端)的吸嘴上是否有阻塞物,并用细刷刷其表面,使其畅通,吸嘴起过滤作用,若助焊剂清澈无杂质,先可将其暂时去掉,继续排查。
3.1.2查看喷头
喷雾系统的主要部分是喷头。也称喷枪,正常情况下喷头通过压缩气体将助焊剂雾化成一定形状,以圆形或椭圆形喷出,均匀地喷涂于经过的线路板底部,形成一层约0.03 mm厚的助焊剂薄膜,喷嘴不工作时,喷枪针阀密闭,使助焊剂与空气隔离,减少助焊剂的挥发,当链条上的线路板运行到喷嘴附近时,喷嘴自动喷雾。椭圆形喷雾对PCB焊孔的穿透力不强,但其喷雾均匀面积大,而圆形喷雾穿透力强,能浸润到1/2甚至2/3的焊孔,这时焊接质量高。在焊接前期,莫要急于安装喷头到轴上,而应先把目测完好的三根细管插到喷头上的对应的正确孔中,把喷嘴对向排风口,按下手动喷雾键,助焊剂就会以某种形状喷出,此时需转动喷头上的调节阀,不时改变其喷雾形状,这样可使喷嘴更加畅通,来回数次调节后使喷雾形状保持为圆形,这时将喷头安装到轴上,就可顺利焊接。喷头运行不畅有以下几种情况:
1) 喷嘴只有气喷出,没有助焊剂。解决方案:先看有无气压,将气压调到相应位置,拔下喷头上的助焊剂接头,看有无助焊剂流出,如果管内有空气,应将空气排出,将喷头底盖拧松。
2) 启动时喷头有气喷出,移动一两个来回才喷出助焊剂或停止喷助焊剂。解决方案:将喷头底盖拧下,弹簧拿出,用钳子拔出顶针,在顶针皮圈上加黄油,装回去即可。
3) 喷出的雾状是扁的,不成圆形或椭圆形。解决方案:用毛刷蘸稀释剂或酒精刷一刷喷头帽,或摘下喷头帽清洗一下上面的小孔(在生产时最好一小时刷一次)。
4) 启动瞬间喷出大量助焊剂,喷两下有气进入助焊剂管内,造成助焊剂喷不出来。解决方案:喷头帽没拧紧将其拧紧,或喷头嘴松了,用专用扳手拧紧喷头嘴,千万不能用钳子钳,否则喷头帽就拧不上了;再就是喷头使用时间长了,严重腐蚀,喷头内部助焊剂管与气管相通,停止时助焊剂进入气管,启动时空气压力大,进入助焊剂管,此时要更换喷头了。
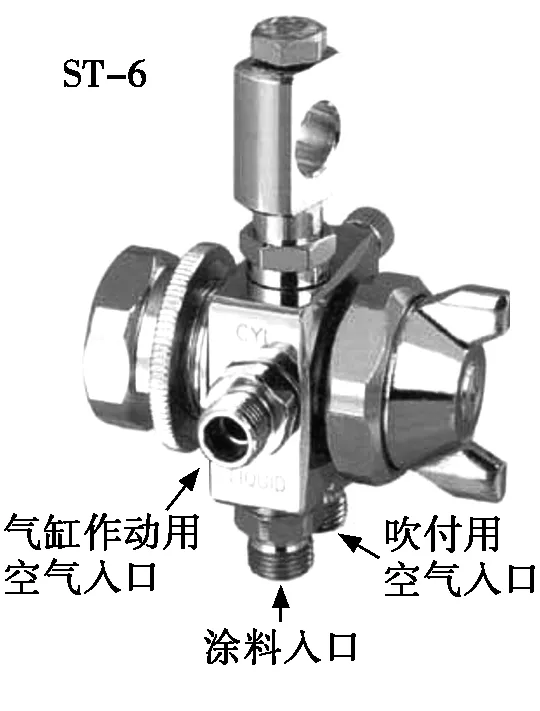
图2 波峰焊某型号的喷嘴
(注意事项:在焊接过程中需随时注意观察喷雾情况,可用手指放到喷嘴上方去感知是否有助焊剂喷出,也可借助手电光去观察,以便随时发现异常并及时处理。以免生产出大量焊点不合格的PCB。)
3.2传送部位异常
焊接时,在喷雾或焊接轨道上,有线路板被卡或掉入锡锅的现象发生。解决方案:迅速停机,检查轨道宽度是否比线路板宽度过紧或过松,另在喷雾轨道上,喷嘴正上方,有一个可灵活调节的压板夾,是防止过轻的线路板被喷出的助焊剂喷掉落,所以,注意应在前期就把压板夾调节好。
3.3预热温度异常
预热温度异常,焊接温度过低,造成线路板的焊点拉尖;温度过高,会造成线路板烧糊、铜线断裂,后果严重。
解决方案:先检查预热温度参数是否正确和加热管有无损坏,然后检查线路和固态继电器是否正常。
3.4工作环境异常
在焊接过程中,出现烟大、味大,严重威胁工作人员的身体健康。需及时排查原因:首先检查排气扇是否打开,若排气扇正常运转,然后检查排风系统是否运行良好,可点燃一支烟头放在排风口,烟缕被吸走,说明排风系统运行良好;若没反应,烟缕散开了,说明雾化后的助焊剂残留物已阻塞了排风系统,造成排风不畅,需进行大清洗了。
4 小结
本文对波峰焊做了初步的介绍,对波峰焊接操作中常遇到的问题提出了相应的解决方案,特别是在对喷嘴的构造进行分析的基础上对助焊剂喷雾异常做出了详细的说明和列出了相应的解决方法。使操作者在遇到此类情况时可以迅速解决问题,完成焊接任务。
Common Problems and Treatment in Wave Soldering Operation
Tian Cuifang
(ShanxiProvinceElectronicIndustryandScienceInstitute,TaiyuanShanxi030006,China)
Wave soldering is one of the common methods for circuit board welding. This paper mainly focuses on the problems in the process of wave soldering operation, and gives the solutions. Some suggestions are put forward for the prevention of the problem in advance.
wave soldering; scaling powder; spray
2016-05-05
田翠芳(1974- ),女,山西太原人,助理工程师,主要从事焊接工作。
1674- 4578(2016)04- 0037- 02
TN305
A
猜你喜欢
小学科学(2023年4期)2023-03-11
河南科技大学学报(自然科学版)(2022年4期)2022-04-20
现代制造技术与装备(2022年2期)2022-03-19
微特电机(2020年5期)2020-12-31
娃娃乐园·综合智能(2020年6期)2020-06-29
再生资源与循环经济(2019年5期)2019-01-20
电子制作(2018年14期)2018-08-21
深圳职业技术学院学报(2018年3期)2018-07-23
文学港(2017年11期)2017-12-06
电子制作(2017年7期)2017-06-05