
磨头座的加工工艺分析
2016-09-19 08:14周哲波李晓琴叶友东赵启刚
安徽理工大学学报(自然科学版) 2016年3期
周哲波,李晓琴,叶友东,赵启刚,刘 畅
(安徽理工大学机械工程学院,安徽 淮南 232001)
磨头座的加工工艺分析
周哲波,李晓琴,叶友东,赵启刚,刘畅
(安徽理工大学机械工程学院,安徽淮南232001)
陶瓷砖是现代建筑装修工程中应用最为广泛的装饰材料之一,众所周知;砖坯由高温烧制而成,定会产生表面变形、不平整、隐性裂纹等缺陷,为提高其表面质量及尺寸精度,对陶瓷砖进行抛光显得尤为重要。基于对抛光磨头的结构特点及功能特性的研究与分析,以抛光式磨头的主要部件磨头座为研究对象,结合其承载受力和工况的特征,给出了其选材的方法与原则,提出了加工工艺难点及相应的工艺措施,经实测验证,该工艺方案能较好保证磨头座加工质量及其使用要求。
抛光式磨头;磨头座;加工工艺;工艺难点
陶瓷砖是现代建筑装修工程中应用最为广泛的装饰材料之一,众所周知;砖坯由高温烧制而成,定会产生表面变形、不平整、隐性裂纹等缺陷,为提高其表面质量及尺寸精度,对陶瓷砖进行抛光显得尤为重要。抛光工序中摆动式磨头运动轨迹的不均匀会造成瓷砖表面平整度差,磨头的振动也会加大瓷砖的破碎率。磨头座是各部件定位与承接的核心基础部件,具有连接主动摆杆、从动摆杆、模块座等部件的功用,其加工质量与加工精度好坏直接影响磨头的使用性能和稳定性,长期以来备受业内技术人员的关注。
1 抛光磨头主要结构及抛光原理
为实现对砖坯表面的高质量加工,磨头在抛磨时其参与光整加工的磨块采用周期性摆动。目前国内外应用最广泛的抛光磨头主要由磨头主轴、磨头座、模块座、摆杆轴和油路接头等部件组成,具有较好的瓷砖抛磨功用。如图1所示其抛光原理是主轴通过键与联轴器刚性联接来驱动,联轴器与磨头座刚性连接驱动磨头座一体旋转实现磨头公转,旋转轴套与主轴空套,但通过键与主动齿轮固连,驱动主动齿轮旋转,从动齿轮与主动齿轮同轴,两者同中间齿轮同时啮合,且两者的齿数差为2。为满足等中心距的要求,两者采用不同的变位方式,主动齿轮采用负变位,从动齿轮采用正变位。从动齿轮通过销与实现周期摆动凸轮流机摆杆机构的平面凸轮相连,且驱动其实现设计预期的磨块周期抛磨摆动。
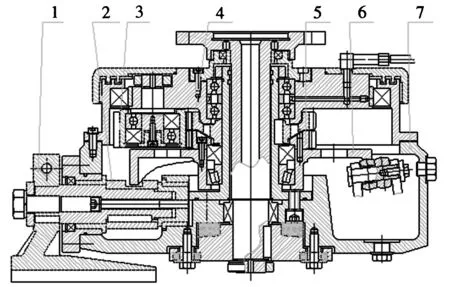
1. 模块座;2. 摆杆组件;3. 中间齿轮;4. 主动齿轮;5. 被动齿轮;6. 凸轮;7. 磨头座图1 抛光磨头的结构图
2 磨头座的加工关键工艺方法
2.1磨头座的结构特点
摆杆轴通过磨头座上的同轴孔来实现固定安装,即要求磨头座上同轴前后支承孔具有较高的同轴度,磨头座和摆杆轴之间装有减摩轴套,其中轴座起固定和支撑作用,其优点是可满足任意调整旋转轴的角度和高度、结构紧凑要求。磨头座通过螺纹与联轴器和旋转轴套连接成一体,三者以同一转速旋转。为消除多磨块同时抛磨多力不平衡对磨头轴的影响,设计选用关节轴承来承载,以满足磨头正常平稳工作需要(见图2)。
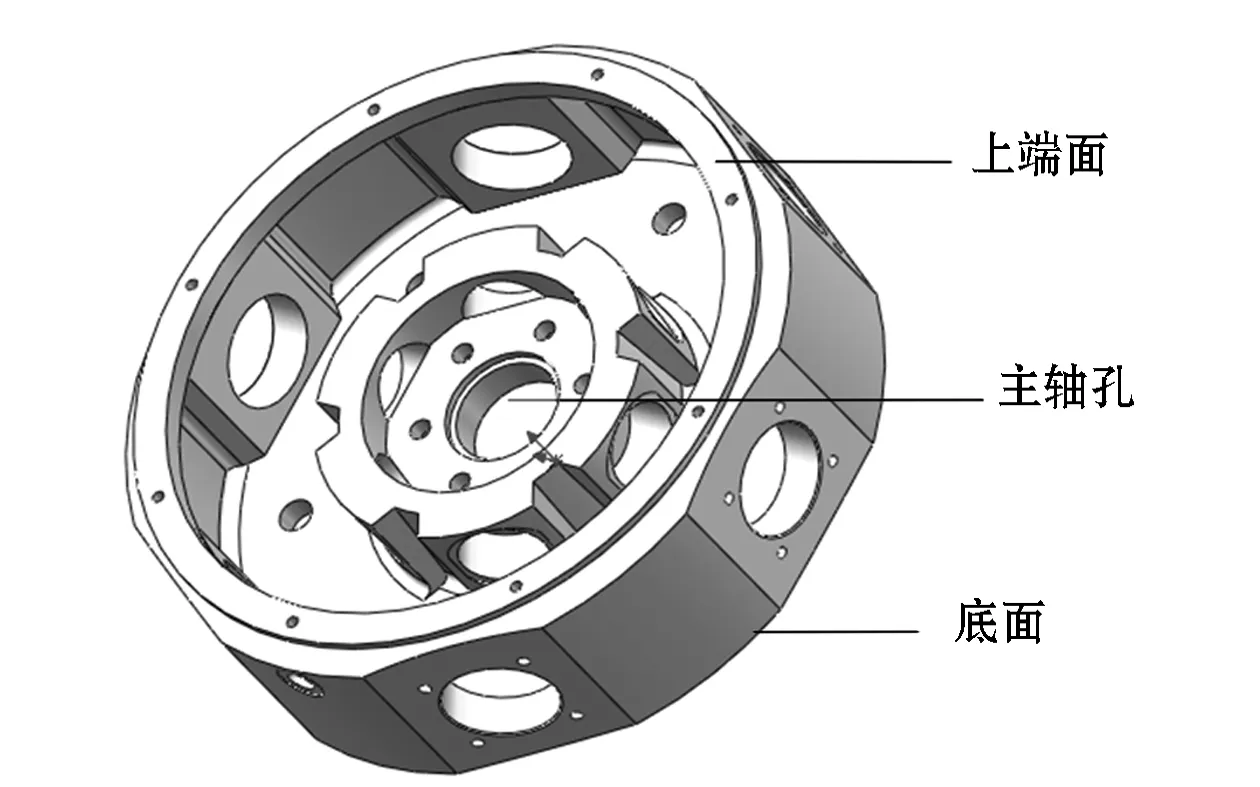
图2 抛光式磨头的磨头座结构图
2.2磨头座主要加工难点
如图1所示,磨头座为整机的基础承载件,是各部件定位与承接的核心部件,依据其结构和功能特殊要求可知,其加工难点如下:
1)磨头座毛坯为铸件,内腔复杂,其铸造质量要求较高。如何保证其铸造质量和精度,避免缩孔、缩松、气孔、晶粒粗大、组织不致密等铸造缺陷。为维修更换方便,其质量应轻便,且考虑其工作环境应有一定的防腐性能,一般选用铸铝合金,为保证铸件质量应采用金属模压力铸造成型。
2)磨头座安装摆杆轴前后支承孔应同轴,否则若其间隙过小时会造成摆杆轴无法装配,若间隙过大时,摆杆轴跳动加剧,磨头振动严重和砖坯破碎率加大。另外不同组的摆杆轴支承孔应均布等分于磨头座周围,若各组分布不均整个磨头座在工作过程中会产生附加的转矩,极易造成摆杆轴扭断。
3)为避免摆杆轴转动不顺畅,模块倾斜,使模块能够充分接触到瓷砖,降低碎砖率,安装磨头轴与摆杆轴的两孔应有垂直度要求。
4)磨头座与联轴器、旋转轴套、关节轴承、轴承座套等连接件的配合尺寸,以满足整机运转灵活、有效消除多载荷作用的影响、摆动范围可调的功能要求,确保磨头高效工作及各运动副构件磨损小、寿命长,实现瓷砖抛光效率高、降低碎砖。
2.3磨头座加工关键工艺方法介绍
针对上述磨头座各加工难点与重点,为保证磨头座的加工精度,需要制定合理的加工顺序,在保证零件精度和表面粗糙度的同时,应优先确保关键工序的工艺质量才能满足该件的各项技术要求和质量验收标准。
通过工艺分析可知,该件属多组孔系开放式箱体类零件。各孔尺寸精度及形状精度要求高均为IT6,各孔系之间位置精度要求也很高,主要包括相对垂直度、同轴度,一般均要求达到IT6。其主要加工量为面与孔的加工,通常将其关键工序均安排在镗床上来加工,其关键工序的工艺方法如下:
1)为了保证在镗床上安装工件基准统一及摆杆孔与主轴孔的垂直,如图3所示在镗床上采用已铣好的磨头座底面为基准。同时利用夹具将磨头座固定在镗床的工作台上,为保证同轴度和垂直度应用一次加工完成。以磨头座底面为基准加工其上端面,再以磨头座上端面为基准加工其底面,确保互为基准的原则。
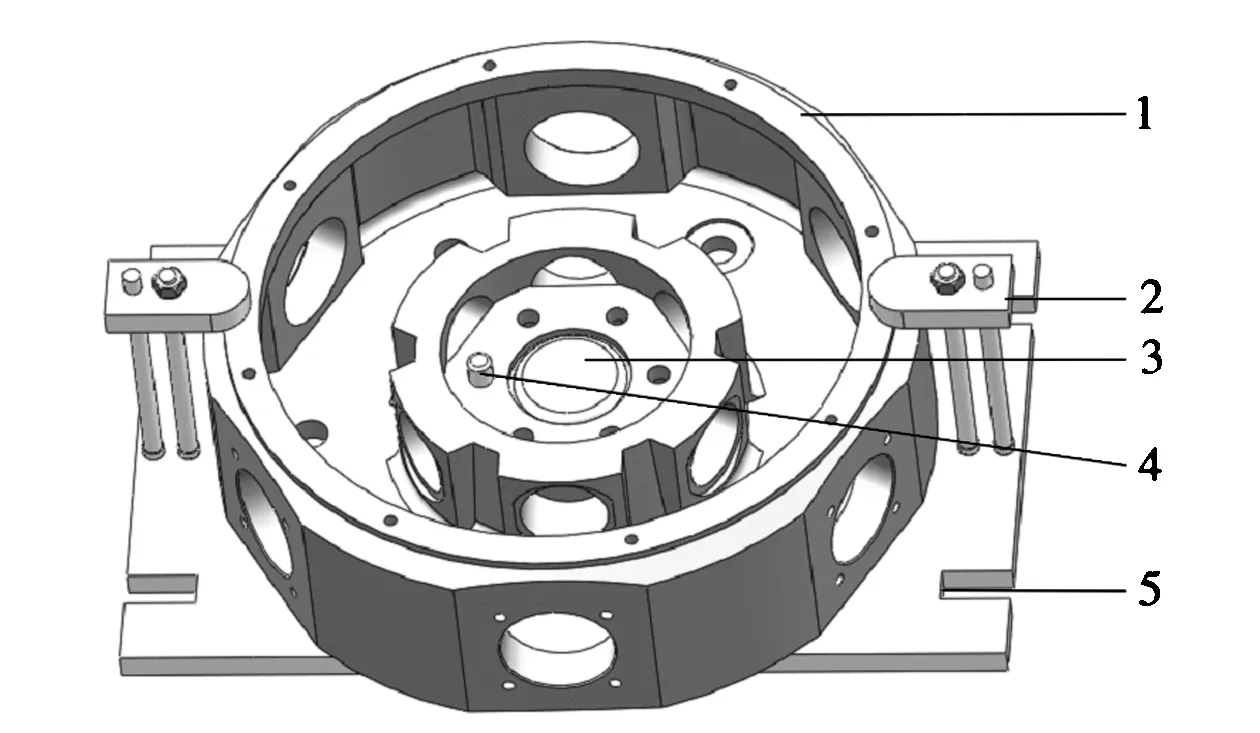
1. 磨头座;2. 压板;3. 圆柱销;4. 插销;5.夹具体图3 磨头座轴承孔镗夹具三维图
2)为防止粗加工应力对磨头座影响,将粗镗、精镗工序分开,并在粗精镗加工工序中安排振动去应力处理工艺措施,以保证装配精度。
3)为保证磨头座摆杆孔与主轴孔的垂直、摆杆轴前后支承孔同轴性要求,在单件小批量生产条件下,用普通镗床进行加工,为保证其孔系之间的配合精度要求,采用镗模法来加工该件上的孔系。工件安装采用磨头主轴内孔和磨头座底面定位,夹紧磨头座外圆大端面装夹方法。等分精度和确保6组孔的等分位置要求,通过回转工作台来实现对同一轴线各孔的加工。为保证同组孔的同轴度要求,应用镗模上同轴导套的前后支撑来消除刀杆重力和切削力轴线偏斜的影响。为避免机床精度对孔系加工精度的影响,镗杆与机床主轴连接采用浮动方式。在粗精加工前,先加工出用于定位基准的磨头座底面如图2所示,为减少多次叠加定位误差的影响,利用已加工好的磨头座底面为精基准,在镗床上一次装夹,加工出磨头座上端面和磨头主轴内孔。多组摆杆孔的加工工序为:以加工好的磨头座上端面及主轴孔为基准,通过镗模来依次加工各组同轴轴承安装孔,镗后工作台回转180°, 保证已加工孔与镗床主轴同轴,再加工另一端孔,利用插销定位,再回转60°一次加工分布在磨头座外圆大端面上的六个等分孔。
4)在大批大量生产条件下,可选用数控镗床或加工中心进行加工,工件安装方式与普通镗床安装相同,确保基准统一的原则,利用数控重复定位精度高及刀具自动补偿的特点来保证各孔系的位置精度及尺寸精度要求。
3 结论
磨头座是抛光磨头定位与承接的核心部件,其选材及加工工艺的合理与否直接关系到抛光磨头的使用性能和维修更换及质量和效率。为防腐和更换维修方便建议选用铸铝合金,为保证铸件高质量要求建议采用金属模压力铸造。磨头座孔系均采用工序集中和统一基准的措施,在镗床上利用专用工装来进行安装和加工。同组孔由夹具上的铸杆导向支承套来防止刀杆的重力和切削力产生的轴线偏斜,确保其同轴度,尺寸精度用塞规来保证,各组孔的等分用掉头镗削法来进行保证。经实测验证,该工艺方案能较好保证磨头座加工质量及其使用要求。
[1]卲俊鹏,徐斌.抛光机磨头结构改进及其对振动的影响实验研究[J].振动与冲击,2011,30(8):207-211.
[2]叶友东,周哲波.一种新型抛光磨头润滑方式的选择[J].煤矿机械,2007,38(6):101-103.
[3]胡城立,朱敏.材料成型基础[M].武汉:武汉理工大学出版社,2012:5-100.
[4]周哲波,姜志明.机械制造工艺学[M].北京大学出版社,2012:173-226
[5]张永全.箱体类零件的加工工艺分析[J].现代制造技术与装备,2011(5):56-64.
(责任编辑:李丽)
Process Analysis of Grinding Head Seat
ZHOU Zhe-bo,LI Xiao-qin,YE Yo-dong,ZHAO Qi-gang,LIU Chang
(School of Mechanical Engineering, Anhui University of Science and Technology, Huainan,Anhui 232001,China)
Based on the research and analysis of a function and structure characteristic of a polish grinding head, the grinding head seat which is the important component of polish grinding head was studied as the main object. In view of the present situation of the tiles, the material selection was given,the manufacturing method of the blank and the processing difficulties as well as the corresponding technical measures were proposed. The measuring results show that this process can ensure the processing quality and the application requirements of frame.
polish grinding head; grinding head seat; processing technology; process difficulties
2015-12-01
国家自然科学基金资助项目(51405004)
周哲波(1965-),男,安徽六安人,教授,硕士,研究方向:机械传动和矿山机械。
TU65
A
1672-1098(2016)03-0001-03
猜你喜欢
中国介入心脏病学杂志(2022年7期)2022-09-16
九江学院学报(自然科学版)(2022年2期)2022-07-02
家庭影院技术(2021年3期)2021-05-21
世界最新医学信息文摘(2020年50期)2020-07-14
冶金设备(2019年6期)2019-12-25
制造技术与机床(2018年8期)2018-10-09
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2017年6期)2018-01-19
中国市场(2016年45期)2016-05-17
制造技术与机床(2015年3期)2015-01-27
