
Aspen Plus模拟软件在矿渣立磨系统工艺性能优化中的应用
2016-09-22 03:14彭林山葛纪军
新世纪水泥导报 2016年3期
彭林山 葛纪军
1. 成都建筑材料工业设计研究院有限公司,四川 成都 610051;2. 青岛科技大学计算机与化工研究所,山东 青岛 260044;3. 青岛银科恒远化工过程信息技术有限公司,山东 青岛 260042
Aspen Plus模拟软件在矿渣立磨系统工艺性能优化中的应用
彭林山1葛纪军2,3
1. 成都建筑材料工业设计研究院有限公司,四川 成都 610051;2. 青岛科技大学计算机与化工研究所,山东 青岛 260044;3. 青岛银科恒远化工过程信息技术有限公司,山东 青岛 260042
利用大型化工流程模拟软件Aspen Plus建立工艺流程模型可优化工艺设计,提高研发效率。用该软件对矿渣立磨系统进行工艺流程模拟,得出热烟气需要量随原料水分的变化规律、成品细度随磨机计算功率的变化规律和产品粒度分布随选粉机转速的变化规律,可为优化中控操作、故障诊断和企业效益管理提供参考。
矿渣粉磨系统立磨Aspen Plus
0 引言
Aspen Plus是一个基于质量平衡和能量平衡的生产装置设计、稳态模拟和优化的大型通用流程模拟系统,其内置数据库包含有8 500种组分物性数据,包括有机物、无机物、水合物和盐类,与之配套的也有80余种物性方法。Aspen Plus也几乎涵盖了化工领域所有常用的单元操作模型,例如换热器、精馏塔、破碎机、选粉机等,可以对固、液、汽态的物料进行相关的模拟。该产品广泛应用于石油化工领域,但是在建材行业应用较少。
由于立磨系统是一个烘干兼粉磨选粉的系统,非常适合粉磨矿渣这种原料水分大、易磨性差、产品粒度要求较细的物料,例如武安新峰水泥公司的两条矿渣微粉生产线,采用CRM5633磨机,年产200万t S95级及以上矿渣微粉,产生了较好的经济效益和社会效益。鉴于Aspen Plus在工艺流程研发和设计方面有出色的表现,笔者将Aspen Plus应用于矿渣立磨系统并取得了良好的效果,得出了许多很有价值的规律,进一步加深了对工艺流程的理解,对生产实践也具有指导作用,而传统的以Excel编制的计算书很难实现这样的效果。本文结合实际生产中原料水分、产品细度波动较大的情况,利用该软件得出了热烟气需要量随原料水分的变化规律、成品细度随磨机计算功率的变化规律和产品粒度分布随选粉机转速的变化规律,可为优化中控操作、故障诊断和企业效益管理提供参考。
1 流程模型的建立和设置
1.1流程的建立和流股的设置
本文以CRM5633立磨配套的矿渣粉磨生产线为对象建立流程模型(见图1),MILL为一个自定义模型,包含了磨机、选粉机并兼有烘干功能,将其展开如图2所示。图1中包含立磨(MILL单元模型)、袋收尘器(FILTER单元模型)、系统排风机(FAN单元模型),与实际工艺流程相符。FEED为系统喂料流股,PRODUCT为产品流股,EXHAUST为废气流股,且所有流股都显示了温度、流率等信息,随计算结果的变化而变化。该流程模型图亦可作为数据流程图,图1和图2显示的是矿渣原料水分为6%、产量为细度D90为62.3μm的数据流程。
图2中,FEED流股与循环流股(RECYCLE)混合后依次经过粉磨单元模型(CRM5633)、烘干单元模型(D R Y E R)、选粉单元模型(SEPOR)。粗的固体颗粒(包括实际立磨的外循环和内循环)作为选粉单元模型的回料(RECYCLE),细的成品固体颗粒随气体排出选粉机。所建立的工艺流程模型符合实际矿渣生产线的工艺流程的情况。
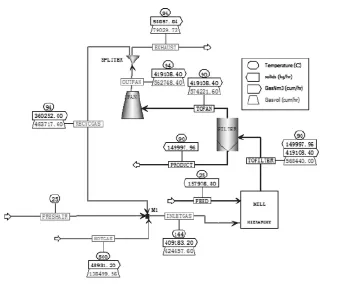
图1 主流程模型
大多数矿渣生产线所用热源都以煤为燃料,假定煤燃烧后的热烟气主要组分为N2、CO2、O2和H2O。对于矿渣原料,由于其所含矿物组成和结构不尽相同,在Aspen Plus数据库中没有相应的物性数据,故将矿渣命名为slag,类型为非常规物流(nonconventional)。用于热力学计算的物性模型选为ENTHGEN和DNSTYGEN,设置密度模型(DENGEN)的参数为1 300 kg/cum,焓模型(DHFGEN,HCGEN)参数为-15 469 kJ/kg,1.427 kJ/(kg·K)[1]。添加PROXANAL组分属性来确定SLAG的水分。将物性方法设置为SOLIDS。
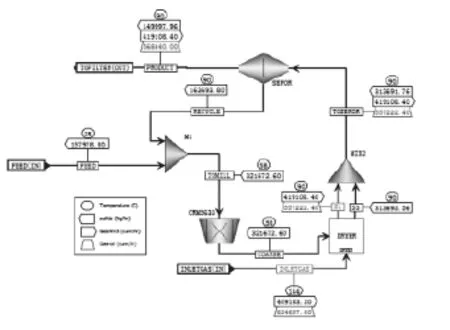
图2 MILL子流程模型
由于流程模型涉及到非常规固体及其颗粒分布的相关计算,还有热烟气的常规组分,故将流股类型设置为MIXNCPSD,水分组成为H2O。按照标准筛孔尺寸大小来定义模型的筛的级配,使模拟结果的颗粒分布更具有对比性。对于进料流股的初始值设置如表1所示。
1.2主要单元模型参数设置

表1 进料流股初始值
如图1所示,在主流程模型中,袋收尘(FILTER单元模型)的计算模型设置为Solids separator,风机(FAN单元模型)的类型设置为Compressor-Isentropic,风机出口的气体流股OUTFAN要分一部分作为循环风。使用SPLITER (FSplit单元模型)将OUTFAN流股分为EXHAUST流股和RECYCGAS流股,设置参数为RECYCGAS流股占比初始值为0.3。
在如图2所示的子流程模型中,名称为CRM5633的CRUSHER单元模型模拟了使用机械的方法将固体颗粒破碎粉磨为更小尺寸的固体颗粒,有很多种计算方法。在粉体工程中,水泥、矿渣微粉的粒度分布往往符合RRSB经验分布,故将计算方法设置为“规定产品粒度分布和输入粉磨功耗”,产品粒度分布方程选择“Rosin Rammler Sperling Bennet”,均匀性系数设置为0.96,输入功耗为16 kWh/t,邦德功指数为94.3 MJ/ t(23 kWh /t,F80=100μm),粉磨理论选择“Rittinger's Law”,该粉磨理论解释了粉磨过程中颗粒粒度减小和能量消耗之间的关系,认为粉磨物料所消耗的能量与粉碎过程中新生成的表面的面积成正比,表达式为:

式中:W—输入功耗;
CR—比例系数;
dp—粉磨后物料的特征粒径;
df—粉磨前物料的特征粒径。
由(1)式可以得出成品的特征粒径为:

比例系数CR可由下式得出:

式中:Ei—邦德功指数,kWh/t;
dB,l—边界系数,取值为0.05 mm。
(2)式即为CRM5633单元模型的计算依据,在最后进行流程计算时,会经过反复的迭代计算,直至流程计算收敛。
在图2中的DRYER单元模型模拟了物料烘干的过程,这里设置烘干类型为Shortcut,热负荷为0,出口物流水分为0.01。该模型的主要作用是在物流平衡和热平衡的基础上,设置和操作slag(NC物流类型)的水分。
SEPOR单元模型模拟了对固体颗粒选粉分级的过程,根据实际CRM5633立磨内置的带回转机构的笼型选粉机相关参数,设置单元模型的计算方法为sifter model和Impeller wheel Husemann,并设置选粉机直径、高度和叶片大小等相关参数,压力损失设置为2 000 Pa。
2 设计规定和灵敏度的设置
Aspen Plus为了方便用户控制和分析流程模型,提供了许多有用的工具,这里使用了Design Specs(设计规定)、Calculator(计算器)和灵敏度分析(Sensitivity)。Design Specs可以为某个流程变量指定一个期望值,并同时需要选择操纵变量来满足指定的期望值,这个操纵变量可以是一个单元模型输入参数或者是进料物料的相关参数[2]。根据实际情况,CRM5633立磨出口工况风量为560 000 cum/hr左右,温度为90 ℃左右,故将图2中的TOSEPOR流股的体积流率的期望值设置为(560 000±8 000)cum/hr;并且设置DRYER的废气温度的期望值为(90±1.5)℃。操纵变量选择图1中SPLITER单元模型RECYCGAS流股的分率和HOTGAS流股的体积流率。Aspen Plus根据上述设计规定的设置,进行一定次数迭代计算直到满足期望值为止。
在Aspen Plus中Calculator也称为Fortran模块,用户可以编写Aspen Plus可执行的Fortran程序,用于在使用输入变量前计算和设定它们(前馈控制),从一个文件中读取输入数据等功能。这里使用Calculator来计算当原料水分变化时的喂料量,即FEED流股的流率。
灵敏度分析(Sensitivity)是一种进行工况研究的最有用的工具之一,可以用它来改变一个或多个流程变量并研究该变化对其他流程变量的影响,用户改变的变量称为操纵变量,需要观察的变量称作采集变量。本文用该工具研究了热烟气需要量随原料水分的变化规律、成品细度随磨机计算功率的变化规律和产品粒度分布随选粉机转速的变化规律。
3 模拟结果分析
矿渣作为炼铁的副产物,具有水分含量变化大的特点,新产生的矿渣水分可高达16%以上,而经过长期堆放的矿渣水分在2%~3%之间,这对矿渣立磨热平衡计算和中控操作都会产生较大的影响,故本文利用Aspen Plus软件中的灵敏度分析工具研究了在产品产量不变的情况下,热烟气需要量、立磨入口风温和循环风比例随原料水分的变化规律,结果如图3所示。

图3 原料水分对热烟气需要量、立磨入口风温的影响
从图3可以看出,随着原料水分的增加,热烟气需要量和磨机入口温度逐渐增加,原料水分与两者都有一定的线性关系,当原料水分增加到20%时,立磨入口风温就高达260 ℃,极有可能对立磨的机械部件带来损伤;再者,由于磨内通风量有一定的范围,如果原料水分过高,需要的热烟气量也过高,磨内通风量超出范围,会导致计算错误,这也量化地说明了立磨的烘干能力是有限的。
图3还给出了循环风比例随原料水分的变化规律,该规律是基于冷风阀完全关闭时得出的结果,在实际生产中,为了节约用煤,降低生产成本往往需要关闭冷风阀,并调节循环风阀和废气风阀的开度,此时该结果就很具有借鉴和参考价值。
在矿渣微粉生产实践中,通常需要提高选粉机转速来获得比表面积更高、颗粒粒度更细的产品,本文研究了在产量不变的情况下,选粉机转速对产品粒度、磨机计算功率等系统参数的影响,结果如图4、5所示。从图4中可以看出,随着选粉机转速的提高,产品D90下降明显,说明选粉机转速对产品的细度影响较大,但是随着选粉机转速大于5 600 r/h时,再提高选粉机转速,产品细度下降幅度变缓,对实际生产来说显得不经济,并且会缩短选粉机的寿命。再者,随着选粉机转速的增加,磨机计算功率也逐渐增加,对于该流程模型而言,这是由于CRUSHER单元模型的参数设置为输入功耗,根据式(2),当CRUSHER单元模型的进料流股(TOMILL,如图2所示)粒度变化不大时,进入选粉机的固相流股(COARSE)的粒度变化也不大,当选粉机转速提高时,产品粒度变细,由于产量不变,故选粉机喂料量增加,循环负荷增加,通过CRUSHER单元模型物料流率增加,故磨机的计算功率增加。在生产实践中,表现为提高了选粉机转速,产品细度变细,在保证相同产量的情况下,磨机需要消耗更多的功率来粉磨物料,而利用该结果可以量化说明上述关系。
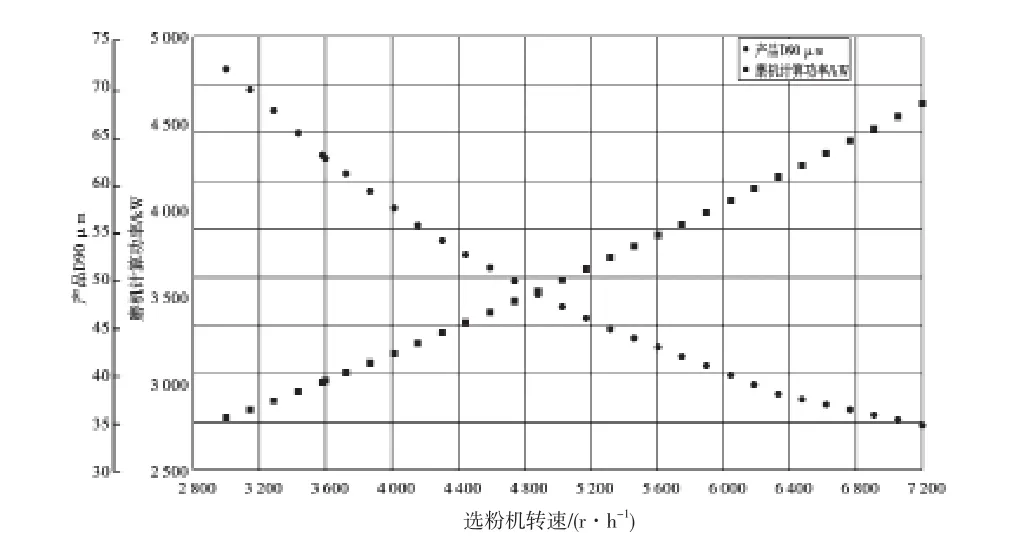
图4 选粉机转速对产品D90和磨机计算功率的影响
选粉机转速的变化不仅使得产品粒度分布改变,也使得选粉机的选粉效率、循环负荷发生改变。图5显示了选粉机转速对其进出物流粒度的影响。从图5中可以看出选粉机转速对产品细度影响相对较大,选粉机喂料粒度变化不大。根据图5的数据,可以计算出不同选粉机转速下,选粉机的选粉效率(45μm)和循环负荷,如图6所示。从图6中可以看出,随着选粉机转速的提高,选粉效率降低,循环负荷增加,即在保持产量不变、选粉机喂料粒度不变时,选粉机的选粉效率与循环负荷成反比,这时因为选粉机转速越高,小于45μm的颗粒进入成品的机会越少,选粉效率越低,由于产量不变故循环负荷就越高,这也说明模拟计算出的结果与生产实践相吻合。
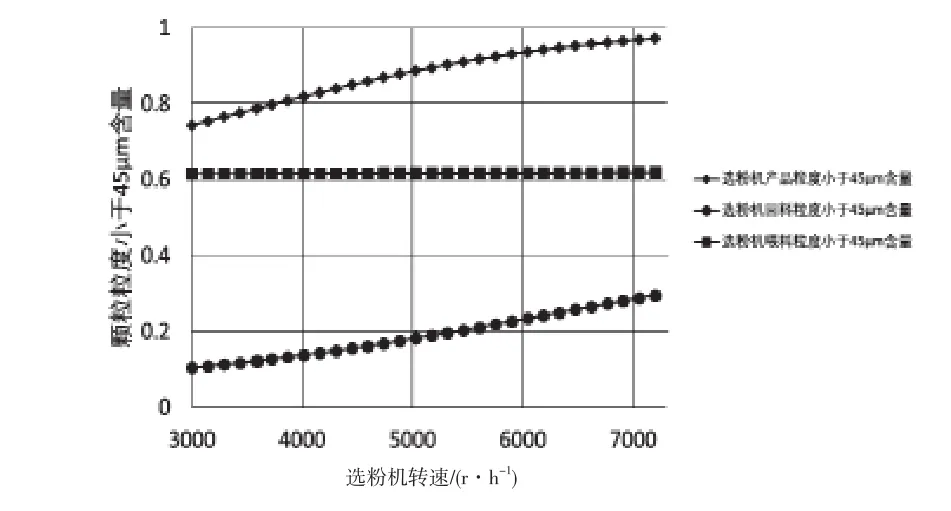
图5 选粉机转速对其进出物流粒度的影响
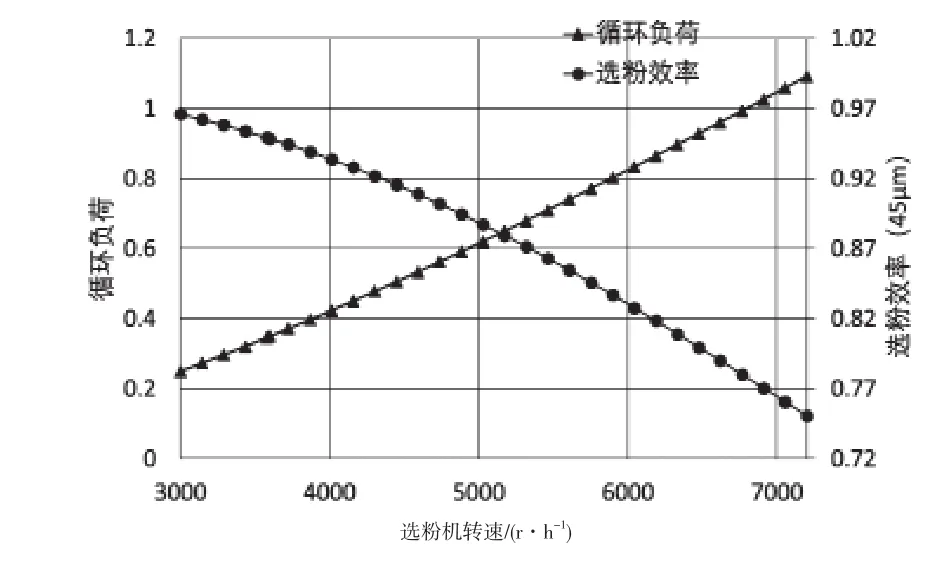
图6 选粉机转速对选粉效率和循环负荷的影响
4 结束语
模拟结果给出了磨机功率和产品粒度之间等量化关系和相关规律,在设计研发过程中,可根据实际生产工艺参数来建立流程模型,利用该流程模型就可以推演出更多较为可靠的系统工艺参数,十分有利于研发设计、老生产线的优化和改造。上述模拟结果和分析仅作为例子来说明Aspen Plus强大的模拟计算功能,该模型仍然有许多有价值的规律可以挖掘。
在实际生产中,也可以利用该软件来进行故障诊断,预测相关的工艺参数,从而缩短调试周期,稳定生产,并可以为企业提升管理效益做出正确的决策提供参考。
Aspen Plus软件的CRUSHER单元模型可以设置多种形式来模拟不同的粉磨工艺,甚至用户可以根据粉磨动力学原理自定义选择函数和破碎函数[3]来模拟计算更贴合实际的粉磨工艺,故该软件同样可以为其他粉磨流程建立模型,例如带辊压机的水泥粉磨车间等。Aspen Plus软件的应用也将越来越广泛。
[1] 韩洪兴.机械粉碎矿渣微粉颗粒性质的实验研究[D].安徽理工大学, 2011.
[2] 孙兰义. 化工流程模拟实训--Aspen Plus教程[M]. 北京:化学工业出版社,2012.
[3] 王仲春.水泥工业粉磨工艺技术[M].北京:中国建材工业出版社. 2004.
TQ172.632
B
1008-0473(2016)03-0066-05DOI编码:10.16008/j.cnki.1008-0473.2016.03.011
2016-02-25)
猜你喜欢
矿山机械(2022年10期)2022-10-20
矿山机械(2022年6期)2022-06-18
水泥技术(2022年2期)2022-03-28
防爆电机(2021年3期)2021-07-21
建材发展导向(2021年6期)2021-06-09
水泥技术(2020年5期)2020-10-30
水泥工程(2020年6期)2020-05-11
金属加工(热加工)(2020年12期)2020-02-06
上海建材(2019年3期)2019-09-18
建材发展导向(2019年10期)2019-08-24
