基于PLC与组态软件的自动涂胶机的研制
2016-09-26 07:37王丰彭志辉李峰平
工业技术创新 2016年4期
王丰,彭志辉,李峰平
(1. 浙江省激光加工机器人重点实验室,浙江温州,325035)2. 温州大学机电工程学院,浙江温州,325035)
基于PLC与组态软件的自动涂胶机的研制
王丰1,2,彭志辉1,2,李峰平1,2
(1. 浙江省激光加工机器人重点实验室,浙江温州,325035)2. 温州大学机电工程学院,浙江温州,325035)
为了提高涂胶效率和涂胶厚度的一致性,根据涂胶板运动速度和涂胶速度互相匹配的控制要求,设计了基于PLC和组态软件控制的自动涂胶系统。该系统采用两级控制方式,上位机由触摸屏和组态监控软件组成,实现涂胶过程监控,包括涂胶参数设定、涂胶过程的显示以及非正常操作报警等;下位机采用三菱FX1S-30MT-001可编程PLC,实现涂胶机涂胶参数采集和涂胶板的运动控制,利用RS232/485串口通讯方式实现上位机与下位机的通讯。系统经实际操作验证:运动控制满足涂胶要求,提高了涂胶效率和质量。
涂胶机;伺服控制系统;组态软件;PLC
引言
随着人力成本的不断增加,手工涂胶质量不稳定问题的日益凸显,手工涂胶越来越不能满足人们追求更高的要求,尤其在某些制造精度较高的场合,手工涂胶的质量几乎无法达到要求,所以随着市场竞争的日趋激烈,手工涂胶机必定不断向着自动化、集成化、智能化方向发展。为此,有些企业选择了机器人。机器人智能集成化高,具有柔性的自动化涂胶手段,但价格昂贵,不但一次性投资大,后期还需要较高的专业人员维护保养,特别在调试初期,有时一小段胶型需要调试人员花大量时间,反复的示教、修改参数才能完成,同时机器人的使用维护费用也相当高[1,2]。在实际生产中,需要采用自由度高、动作精确灵活的机器人来完成的工作占很小部分,很大一部分工作只要采用专用的自动化机械设备就可以实现。同时专用的自动化设备投资少、效率高,往往给企业带来更多的利益回报,自动涂胶机就是基于这种分析而研制的。
1 自动涂胶机工作原理与控制功能
1.1工作原理
本涂胶机专用于汽车尾部零件氧化锆涂胶,主要由控制柜、工作台、控制系统3部分组成,主要实现水平方向移动涂胶,其运动要求使得载有涂胶导流板的电控移动导轨在X方向水平匀速移动,同时需Y方向的步进电机驱动气缸活塞缸体做均匀挤压氧化锆胶体的下料运动。在涂胶板行程末端和气缸体末端均需设定行程开关来进行控制电控执行机构的往复运动实现涂胶作业。如图1所示。

图1 自动涂胶机工作台原理
1.2控制功能
本涂胶机设计有以下控制功能:①涂胶速度控制功能,根据氧化锆胶体输出流量大小,通过PLC输出脉冲频率调节步进电机转速,保证涂胶均匀和设备的可实用性;②自动复位功能,根据用户需要或在设备重启时自动进行复位;③工件加紧定位功能,通过PLC输出控制电磁阀换向使气缸加紧工件,通过计算电机转动圈数和丝杠螺纹距确定涂胶嘴所在坐标;④报警功能,防止误操作造成设备或人员受伤,能够自动弹出报警窗口及其报警内容,例如对X轴电机、Y轴电机的非正常操作报警等;⑤触摸屏操作显示界面功能,可以自主选择或输入涂胶方案,实时显示涂胶状态,实际操作便捷。
2 控制系统与算法设计
2.1系统设计
PLC可编程控制技术和MCGS组态控制技术广泛应用于工业过程控制领域,近年来在自动化领域应用得越来越普遍[3-7]。本涂胶系统利用PLC可编程控制技术和MCGS组态控制技术,采用电机丝杠传动结构来实现对工件的涂胶作业。系统主要分上位机控制系统和下位机控制系统。上位机控制系统由触摸屏和基于MCGS的监控系统组成,用于人机交互功能,包括用户管理、系统主界面、报警界面等;下位机控制系统由三菱PLC、PLC 控制程序以及其他元器件(包括流量传感器、气缸、继电器、电机丝杠等)组成,负责执行上位机任务。自动涂胶机系统设计结构框图如图2所示。
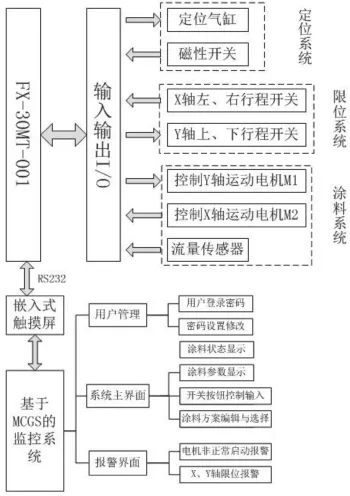
图2 涂胶机系统设计结构框图
2.2涂胶过程PID算法控制
为保证氧化锆胶体在工件涂胶过程中涂胶均匀,本系统在氧化锆胶体出口处安装了流量传感器,实时检测流量输出大小并反馈回PLC,形成一条闭环控制回路。由于涂胶嘴在X轴上移动速度与氧化锆的输出流量呈线性关系:
v=KQ (1)
由式(1)知,涂胶嘴在X轴上移动速度随氧化锆的输出流量增大而增大,反之减小,呈线性关系。因此,通过PID算法就可以获得较好的效果。PID控制原理图如图3所示。
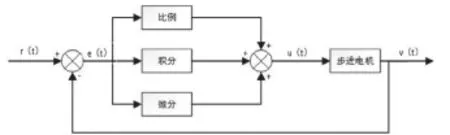
图3 PID控制原理图
根据实际需要(胶体流速、涂胶厚度等),在设备调试环节人为确定好系数K,然后利用式(1)计算出实际的v(t),与系统设定r(t)比较与作差,求得偏差e(t):e(t)=r(t)-v(t) (2)

偏差e(t)作为PID算法的输入,u(t)作为PID算法的输出,其控制规律为:式中: Kp——比例系数; T1——积分常数; Td——微分常数。由于PLC是一种采样控制,它只能根据采样时刻的偏差值计算控制量,而不能像模拟控制那样连续输出控制量,进行连续控制。由于这一特点,式(3)中的积分项和微分项不能直接使用,必须进行离散化处理。离散后的PID表达式为式中 k——采样序号,k=0,1,2,…;uk——第 次采样时刻的控制器输出值; ek——第k次采样时刻输入的偏差值; KP,KI,KD参数可根据实际设备采用人工整定方法“邻界比例法”确定。基于PID算法的PLC程序框图如图4所示。

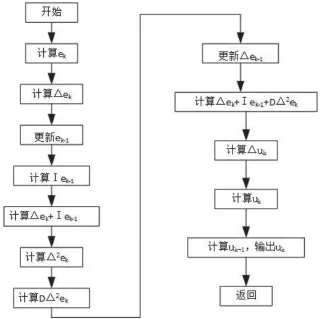
图4 PID算法的PLC程序框图
最后将u(k)通过PLC程序上的转化,变成步进电机的输入,达到根据氧化锆胶体输出流量大小,自动调节步进电机转速输出,使涂胶达到均匀的效果。
3 涂胶机硬件设计
系统硬件设计包括PLC、触摸屏以及其他元器件的选择和控制电路的设计。其中,对于PLC的选择,我们根据系统I/O端口实际需要(根据统计:需要16个数字量输入端,14个数字量输出端口),同时为保证满足系统设计要求,留取一定余量为后期功能扩展,选择三菱FX-30MT-001型号PLC。对于触摸屏的选择,我们根据涂胶机控制设计要求及实际生产成本,并且顾及触摸屏要与MCGS组态软件相兼容,采用TPC7062KS嵌入式触摸屏,通过RS485/RS232口与PLC进行通讯,电源采用厂家规定的24V直流电源单独供电。行程开关采用STDELE的AZ-7121型号行程开关等。涂胶机系统硬件与PLC连线原理图如图5所示。
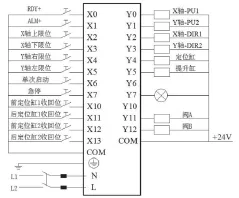
图5 涂胶机系统硬件原理图
4 涂胶机软件设计
4.1PLC程序设计
PLC梯形图程序编写方法具有直观、简单、易懂等特点。本系统PLC程序采用梯形图编写,通过三菱公司提供的GX-developer软件在计算机上完成,然后通过三菱专用传输电缆下载到PLC中。PLC程序设计是整个涂胶机控制系统的核心,其程序设计流程图如图6所示。
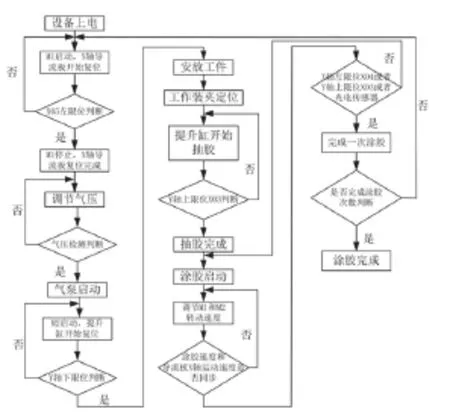
图6 PLC程序流程图
4.2监控软件设计
4.2.1监控主界面设计
监控主界面内容包括实时涂胶状态信息显示、启停按钮控制、复位按钮控制以及故障信息显示等。涂胶方案信息能进行对涂胶速度、涂胶次数的选择与编辑;启停按钮控制可以对步进电机、电磁阀等执行机构实行立即启动或停止控制;实时涂胶状态信息显示可以实现X轴移动距离、Y轴移动距离、运行时间、涂胶完成个数等的实时显示。其监控自动界面如图7所示。
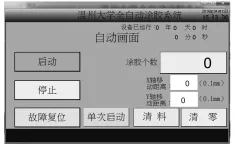
图7 监控软件主界面
4.2.2基于组合设计的“涂胶方案”功能组态
所谓组合是同一类数据的集合,如机器生产数据或参数设置。本系统将涂胶方案作为组合,涂胶方案的一系列参数信息作为“组合成员”,主要包括各个步进电机的运动速度和工件的涂胶次数。用户先在涂胶方案界面建立常用的涂胶参数,下次涂胶工作时可直接进行选择,操作更加简便,如图8所示。
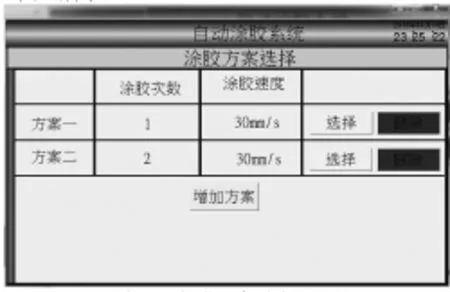
图8 涂胶方案选择界面
4.2.3系统报警提示功能模块
报警功能不仅可以提示用户当前故障信息,而且可以防止由于不当操作产生的不良后果,是监控软件必不可少的功能。本系统主要包括X轴步进电机的左右调节限位报警,Y轴步进电机的上下调节限位报警以及电机非正常启动报警。要求报警时,系统会自动弹出报警窗口并显示可能报警原因。以涂胶嘴X轴方向运动非正常操作报警为例,通过编写脚本程序控制报警及其窗口的自动弹出,报警窗口如图9所示,其脚本程序举例如下:
IF SB定位缸1=1 或 SB定位缸2=1 THEN
SBX轴电机前移=0
SBX轴电机后移=0
!OpenSubWnd(非正常操作报警窗口,250,100,335,150,0)
ENDIF

图9 涂胶嘴在X轴非正常操作下的报警窗口
5 结论
(1)基于PLC与MCGS组态软件控制方式的自动涂胶机控制系统,实现了涂胶机X轴、Y轴运动机构、夹持机构以及涂胶次数数据的采集与显示;通过触摸屏和MCGS组态软件实现了涂胶参数、X轴移动距离、Y轴移动距离等显示。
(2)经实际操作验证,涂胶机各控制部件能够按照设计要求实现预定动作;能准确设定涂胶参数和显示涂胶状态;软件运行可靠、人机界面友好、操作方便,提高了涂胶的效率和质量,具有较强的应用性。
国家国际科技合作计划项目(0S2012ZR0038)、国家自然科学基金项目 (71101112)。
[1]王吉芳, 郭桂兰, 王锡俊. 自动涂胶机的研制[J]. 制造业自动化,2001, 23(6): 43-45.
[2]赵菁菁. 基于SCARA机器人的自动涂胶系统设计[D]. 黑龙江:东北石油大学, 2012.
[3]杨志方, 孙小兵, 彭新显, 等. 基于PLC的涂胶粘接生产线控制系统设计[J]. 长江大学学报: 自然版, 2014(9): 41-43.
[4]汪玉基. 基于PLC自动点胶机控制系统的研究与实现[D]. 辽宁:东北大学, 2011.
[5]刘宝志. 步进电机的精确控制方法研究[D]. 山东: 山东大学, 2010.
[6]聂巍. 步进电动机闭环控制系统研究[D]. 湖北: 武汉理工大学, 2014.
[7]史敬灼. 步进电动机伺服控制技术[M]. 北京: 科学出版社, 2006.
李峰平(1978-),通信作者,男,浙江温岭人,副教授,硕士生导师,主要从事制造系统与自动化工程相关研究。
E-mail: lfp@wzu.edu.cn。
Design of Control System for Coating Material Machine Based on PLC and Confguration Software
Feng Wang1,2, Zhihui Peng1,2, Fengping Li1,2
(1. Zhejiang Provincial Key Laboratory of Laser Processing Robot, Wenzhou, Zhejiang, 325035, China;2. College of Mechanical & Electrical Engineering, Wenzhou University, Wenzhou, Zhejiang, 325035, China)
In order to improve the efficiency of coating material, a control system was developed based on PLC and configuration software according to the working principle and control requirements of keep the speed of movement platform correspond with speed of coating. A Two-grade control method was used in the system, the host computer was developed by the touch screen and configuration software to fulfill coating processing monitoring, including the coating parameters setting and displaying, painting program selecting and fault alarming, etc. The lower computer was developed with Mitsubishi FX1S-30MT-001 PLC to control the coating machine and collect the coating parameters, etc. The lower computer was communicated with the host computer through RS232/485 serial port. The system was friendly reliable,which increased automation level and coating efficiency.
Coating Machine; Servo Control System; MCGS; PLC
TQ021.5
A
2095-8412 (2016) 04-783-04
工业技术创新 URL: http://www.china-iti.com 10.14103/j.issn.2095-8412.2016.04.055
王丰(1989-),男,浙江台州人,学生,主要从事制造系统与自动化工程相关研究。
E-mail: 1136653355@qq.com
彭志辉(1980-),男,江西南昌人,讲师,主要从事机电一体化、电力电子技术研究。
E-mail: pzh_8003@wzu.edu.cn
猜你喜欢
科学技术创新(2021年15期)2021-06-25
粘接(2021年1期)2021-06-10
航空制造技术(2020年14期)2020-09-06
装备制造技术(2019年12期)2019-12-25
电子制作(2018年19期)2018-11-14
知识就是力量(2018年7期)2018-07-11
佛山陶瓷(2017年7期)2017-09-06
中华老年口腔医学杂志(2016年5期)2016-03-01
中国高新技术企业(2015年12期)2015-03-31
西南军医(2015年2期)2015-01-22