减少因分切机引起的卡纸因素
2016-10-14 04:20姚育旺
科学与财富 2016年28期
关键词:卡纸
姚育旺
摘 要:烟造纸法再造烟叶是以烟梗、烟碎片、烟末等为原材料,经过浸提分离、浓缩调制、制浆、抄造、涂布、分切烘干而成。福建金闽再造烟叶发展有限公司现有一期年产5000吨造纸法再造烟叶生产线于2009年正式投产,投产后向车速提升、提高生产效率等方面进行大量的技改工作,并于2013年初完成提取及烘箱改造车速得到进一步的提升,由原先平均90米/分钟提升至110米/分钟。但随着车速的提升,分切机卡纸的频次相应增加,影响生产效率的同时也影响到产品得率。本文基于此背景提出,旨在减少分切机卡纸次数,提升产品得率,提高生产效率。
关键词:再造烟叶;分切机;卡纸
一、前言
生产车速提升后,分切机卡纸现象频繁发生,卡纸后的横幅无法分切,只能当做损纸回收浆料;同时此处横幅己施涂涂布液,涂布液无法得到回收利用,造成物料浪费的同时亦影响了生产效率,同时卡纸产生的连片及大片不符合产品工艺控制要求。经过前期的初步统计,目前分切机卡平均为11次/天。某些天数断纸超过30次/天,每次断纸平均需要2.5分钟重新接纸,严重影响了生产效率。同时统计85米-110米车速区间断纸情况,随车速的提升,卡纸总次数与均值均呈现明显上升趋势。卡纸频繁造成物料损耗,影响产品得率。同时卡纸产生的损纸需进行洗浆后方能回收,洗浆用水增加生产线水耗,同时洗浆水进入污水站增加污水处理系统压力。
二、分切机工作原理
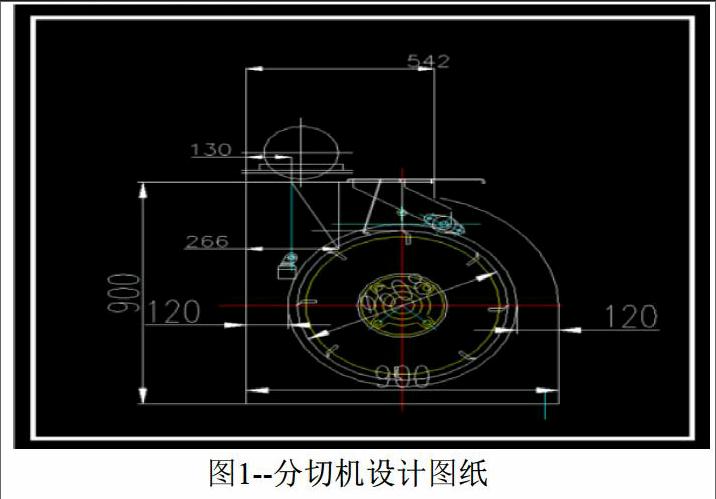
主要功能是将整张横幅的再造烟叶分切成一定规格尺寸的片。基本原理是一定排数的切刀固定于刀辊上,横幅再造烟叶连续进入分切机,刀辊带动切刀快速旋转将横幅切成小片。卡纸是指分切过程中纸幅无法顺利进入分切机内室卡于入口处(见图1)。
三、卡纸原因
根据前期我公司不断的探索试验,经过现场反复观察发现,基本掌握了卡纸的原因,卡纸时,均为纸幅摆动幅度较大,与分切机盖板产生刮擦后滞留于盖板上,进而产生卡纸现象。
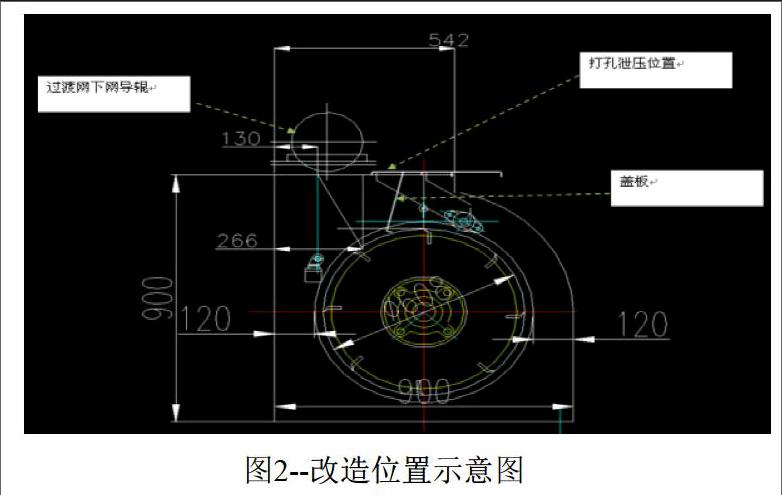
四、采取措施
原理主要为减少纸幅与分切机口接触机率使得纸幅顺畅进入分切机,主要为以下几个方法:1、降纸过渡网下网导网辊高度;2、加长盖板,减少压差 ;3、盖板开孔;4、增加切刀排数 (见图2)。
1、现纸幅进入分切机前是由过渡网上网与下网夹着进入分切机,导网辊离分切机入口高度较高,造成纸幅摆动幅度及角度较大,可以考虑降纸过渡网导网辊的高度,减少分切机入纸口产生的气流产生的摆动,过渡网导网辊下移后能在一定程度上减少纸幅的摆动幅度。
2、分切机产生气流是由于分切机腔体内正压与负压产生旋涡气流,本质上应该减少负压的产生,可以考虑加长盖板,减少压差。
更换加长盖板后气流减少,减少压差,从而减少纸幅的摆动幅度。
3、分切机腔体内产生气流均由纸幅入口出泄出,造成气流流速较大,可以考虑在分切机盖板距离入口处较远的位置开孔,开孔处可以排出一定的风压,减少气流对纸幅的直接冲击。
4、增加切刀排数,根据变频倍数,将切刀排数由原10排增加至20排。减慢刀辊转动速度,进而减少气流产生量,缩小纸幅摆动幅度,减少卡纸。
五、成果验证
分切机卡纸由活动前平均11次/班减少为活动期间7次/班;至增加分切机切刀排数后基本无卡纸,偶见卡纸系由于断纸后刚接纸水分不稳定引起,正常生产情况下无卡纸,纸机现场无分切卡纸记录。己达到活动预期目标。
六、经济效益
幅宽1.9米,定量90g/m2,车速115m/分钟,成品水分12%,每次断纸重新接纸时间2.5分钟计算得每次断纸少生产55.85Kg成品;以每公斤产品销售35元计算,每次断纸造成经济损失1954.75元;改造前平均每天断纸11次造成经济损失21502.25元,因此改造后可获得经济效益21502.25元/天。
猜你喜欢
数学大王·中高年级(2022年3期)2022-03-17
快乐作文(1.2年级)(2021年6期)2021-07-26
数学小灵通·3-4年级(2021年3期)2021-04-13
作文小学中年级(2020年9期)2020-09-29
科学大众·小诺贝尔(2020年4期)2020-07-20
小小艺术家(2018年7期)2018-09-04
小小艺术家(2018年6期)2018-07-26
儿童故事画报·发现号趣味百科(2015年6期)2015-08-17
小学生导刊(中年级)(2014年4期)2014-05-09