钢筋数控加工技术的应用
2016-10-20 00:31李明许银凤胡杭王芳
天津建设科技 2016年1期
□文/李明 许银凤 胡杭 王芳
钢筋数控加工技术的应用
□文/李明 许银凤 胡杭 王芳
某商业综合体工程,业态较多,结构形式复杂,混凝土梁、柱截面型号多,相同柱截面的配筋也不尽相同,造成梁柱箍筋型号多,数量大,对钢筋的加工造成极大的压力,故钢筋的加工是主体阶段按计划完成工期的关键;钢筋数控加工可以很好地保证了钢筋加工质量、钢筋供给、安全文明施工等。
钢筋;数控;加工
1 工程概况
某商业综合体规划用地面积约19.25 hm2,总建筑面积约36.96万m2,其中地上面积34.25万m2,地下面积2.71万m2,包含商业、室内滑雪场、室内滑冰场、电影乐园、停车楼等业态。
不同业态,设计荷载也不相同,故梁柱的型号相对较多,最大柱截面为1 800 mm×1 800 mm,最大梁截面700 m×3 500 mm,同截面的梁柱,因其位置及上部施工功能不同其配筋也不尽相同,故造成钢筋种类多,箍筋的样式多,钢筋质量多达3万t,钢筋加工为主体施工的重点。
2 钢筋数控加工选择
因钢筋数量多、体量大,给钢筋加工带来极大的难题。传统手工加工的钢材生产加工模式,使得钢筋加工存在机械化程度低、生产效率低、劳动强度大、加工质量和时间进度难以控制、材料和能源浪费高、加工成本高、安全隐患多、占地大、噪声大。
钢筋数控加工的优势在于它是一种高效且整体的施工理念。它的先进性在于大量引入了平行作业、机械化施工,从而大大地缩短了工期,符合企业节能减排,转型发展的必然要求。钢筋集中加工施工并没有彻底颠覆传统施工理念,而是把它进行了优化。因此,钢筋集中加工施工在很大程度上依赖于发达的制造技术、加工技术与信息技术。同时,由于钢筋集中加工设施投入及其利润需求的制约,其一般适用于生产规模大、标准要求高的中大型工程。
3 钢筋数控加工原理
钢筋加工包括钢筋的调直、切断、弯曲等,在数控钢筋加工过程中,数控钢筋加工机可以对钢筋进行调直、切断、弯曲一等系列钢筋加工作业。数控钢筋弯箍机是由4部分组成:一是钢筋的进给部;二是校直部分;三是扭头及切断部分;最后是计算机控制部分。前两部分由一组伺服电机系统驱动,第三部分由另一组伺服电机系统驱动。这4部分组成了一个有机整体,是高度机电一体化的产品。
3.1机械部分
数控钢筋弯箍机的机械部分由3部分组成。
首先是钢筋的水平校直部分,这部分的主要功能是使弯曲的钢筋在一组主从动轮之间穿过,利用主从动轮之间的相互压力使钢筋在水平方向得以校直;其次是钢筋的垂直校直部分,其方法与水平校直相同;最后进行钢筋成型及切断部分的设计,这部分的主要功能是将钢筋加工成型及切断。
钢筋由两组主从动轮引入加工机,经过水平校直、垂直校直后,在扭头部分加工成型。两组主动轮之间由链轮连接,计量轮与光电编码器相连将钢筋进给的位移信息反馈给控制系统,同时扭头与角度传感器连接将扭转角度信息反馈给控制系统。
3.1.1钢筋进给部分
钢筋通常由圆盘的形式存放。在数控钢筋弯箍机中,钢筋的进给和校直是同时完成的。两组动轮将钢筋由外部带入并同时进行水平校直。其中第二组动轮由伺服电动机经过中间传动机构直接带动,第一组动轮与第二组动轮之间由链轮进行连接,第二组动轮转动时同时用链轮带动第一组轮转动,这样就可以实现将钢筋进给的任务。
3.1.2扭头与切断部分
扭头是钢筋加工的关链部分,钢筋最终加工成型是由扭头部分完成的。钢筋弯曲的扭头是装在一个可活动盘上的,这个盘由两部分组成:一部分是处在盘一端的扭爪,钢筋的加工成型是通过扭爪对钢筋施加作用力来完成的。另一部分是轴心部分,扭爪在运动时是围绕轴心进行的。通过图所示的需加工的钢筋形状对扭头的运动进行说明。
图1 a为设计加工钢筋制品,这种加工形状在钢筋加工中属于比较复杂的,因为它涉及到扭头的反转问题。图1b通过扭爪与钢筋的相互作用力将钢筋扭为图中的形状。为将钢筋加工为图1a的形状,扭爪必须转到钢筋的下方对钢筋进行弯曲,这个过程是通过可活动盘的运动来实现的。具体过程:活动盘朝垂直纸面向里移动,这主要是为防止活动盘作上下运动时与钢筋发生接触;活动盘向上运动直至整个活动盘处于钢筋的上方;活动盘朝垂直纸面向外移动;活动盘转动,此时轴心处于钢筋的上方,而扭爪在钢筋的下方。完成上述步骤后,就可以进行钢筋向上弯曲的加工,钢筋就被弯曲为图1c中的形状。最后采用同样的方法将扭爪恢复图b中的位置,再完成一次图1b中的加工就可以得到钢筋制品。在整个加工过程中,扭爪始终围绕轴心运动。
切断刀头位于扭头部分之前。当一个产品加工结束时,工控机发出信号使电液阀开启以驱动刀头运动切断钢筋。
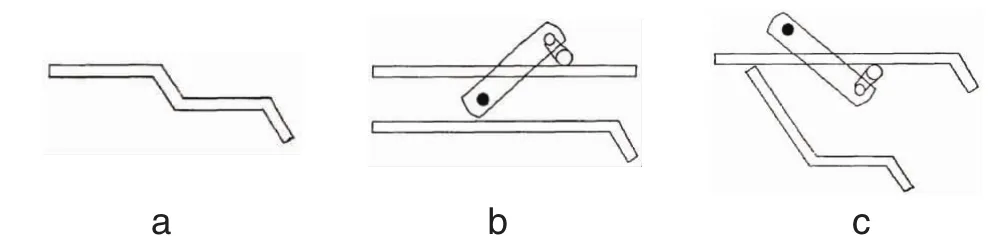
图1 设计加工钢筋制品
3.2控制部分
数控钢筋弯箍机采用两组伺服系统,一组用来控制钢筋的校直和进给,另一组用来控制扭头的运动。伺服系统中伺服驱动器采用工业控制机对伺服驱动器进行控制。采用C语言及VISUALBASIC进行程序设计,依据伺服驱动器的数模转化关系进行程序设计,控制部分的重点是如何实现对钢筋进给位移及钢筋弯曲角度的控制。控制系统需要完成两方面的控制,首先控制钢筋的进给长度使其达到加工要求,这部分通过旋转编码器反馈的位移信息由一组闭环控制完成;其次对扭头的加工角度进行控制,一次扭转就达到加工设计角度是有困难的,因此由角度传感器传送的角度信息利用另一组闭环控制系统完成对角度的控制。
4 钢筋数控加工效益分析
钢筋数控加工对于施工成本的降低主要体现在4个方面,见表1。

表1 经济效益分析
与钢筋手工加工施工相比,钢筋数控加工将以往多个工点的分散加工转为数控集中加工,节省了大量的施工临时用地,从而可以节省场地建设费用的投入,降低施工成本。
一个数控集中加工厂的设置取代多个加工点,相应的设备投入必然减少,从而减小施工成本。
从钢筋加工损耗率看,手工加工由于没有进行统一的安排,分散的钢筋加工损耗一般在2%~3%,有的甚至更高。而采用钢筋数控集中加工,损耗一般在1.5%左右,甚至更低。
另外钢筋制作工费也会相应降低。由于钢筋数控集中加工生产任务量加大,其总的成本必然降低。钢筋数控集中加工总成本约为240 元/t,手工分散加工总成本约260 元/t。
分散加工转为集中加工可节省大量的施工用电设施,从而可以节省临时用电
5 结语
对于钢筋需求量大、工期紧的工程,钢筋数控加工,可以较好地解决钢筋加工速度不足制约现场施工进度的矛盾,同时节约施工成本,提高了钢筋加工精度、减少劳动力投入,节约现场施工用地。
□许银凤、胡杭、王芳/中建二局第四建筑工程有限公司。
TU649
C
1OO8-3197(2O16)O1-3O-O2
2O15-O7-O9
李明/男,1985年出生,工程师,中建二局第四建筑工程有限公司,从事工程技术营理工作。
□DOI编码:1O.3969/j.issn.1OO8-3197.2O16.O1.O11
猜你喜欢
中老年保健(2022年5期)2022-08-24
娃娃乐园·综合智能(2022年8期)2022-07-28
山东冶金(2022年1期)2022-04-19
建材发展导向(2021年20期)2021-11-20
天津诗人(2020年2期)2020-11-18
装备机械(2020年3期)2020-09-29
模具制造(2019年4期)2019-06-24
中国设备工程(2019年7期)2019-05-10
红领巾·探索(2017年8期)2017-08-04
少儿科学周刊·少年版(2015年3期)2015-07-07