干气资源优化潜力分析及改进措施探讨
2016-10-21 16:04刘小隽
科技与企业 2016年9期
刘小隽


【摘要】分析了某石化公司现有的催化干气、低压瓦斯和饱和干气等干气资源情况及利用现状,针对资源利用存在的问题和优化的潜力,提出了改进措施和建议。通过催化干气的芳构化优化改造、低压瓦斯与饱和干气合并回收以及饱和干气的分离等措施可以实现提高企业经济效益的目标。
【关键词】干气;资源;优化;措施
1、前言
某石化公司加工能力稳定,近年来对装置进优化攻关,运行水平不断提高,但与先进石化企业相比仍有一定的差距,必须结合现有工艺和资源,挖掘潜力。经过分析,炼厂干气资源利用方面还存在不足,进一步回收、优化干气资源是提升指标和效益最具潜力的措施。
2、煉厂干气的综合利用
2.1炼厂干气的资源潜力分析
公司的干气资源丰富,干气资源及其组成统计数据见表1。其中饱和干气来自加氢、重整、蒸馏装置。
2.2催化裂化干气的优化利用
2.2.1催化裂化干气资源现状
催化裂化装置产生的干气目前作为燃料气使用,没有化工利用。组成数据见表2。
2.2.2催化裂化干气优化利用措施
催化裂化干气含有乙烯,其特点是浓度低、产量小,提浓的难度和成本较高,目前多是利用催化干气作稀乙烯资源使用。催化干气制乙苯技术,催化干气芳构化技术是两个较为成熟的技术路线。
2.2.2.1催化干气制乙苯
催化干气制乙苯技术目前在国内多用于乙苯-苯乙烯联合装置。其原理是在一定的反应条件和催化剂作用下,苯和催化干气中的乙烯发生烷基化反应生产乙苯,精制后的乙苯进行脱氢反应生产苯乙烯产品。根据汽油高辛烷值组分缺乏的实际情况,综合考虑项目投资等因素,催化干气制乙苯装置可以按照汽油生产方案设计,生产的乙苯用于调合汽油。根据目前苯乙烯市场情况,但不适宜建设苯乙烯装置。按照目前催化干气资源可建设6万吨/年干气制乙苯装置计算,每年可生产6.28万吨乙苯混合物,其辛烷值RONC为107[1],可与93号乙醇组分油按照1:3的比例调合成97号乙醇组分油,增产97号乙醇组分油24.2万吨,93号乙醇组分油减少17.9万吨,汽油总产量增加6.28万吨,投资回报率较高。
2.2.2.2催化干气芳构化
催化干气芳构化技术有两种加工方案,一种是生产苯、甲苯、二甲苯混合芳烃的方案,另一种是生产汽油调和组分的方案,可作为汽油调合组分,也可作为芳烃装置原料[2]。两方案的反应条件不同,但基本原理是在一定的反应条件和催化剂作用下,催化干气中的乙烯首先叠合成丁烯、己烯或辛烯等烯烃,进而反应生成富含芳烃的产物。按照目前催化干气资源,可建设10万吨/年催化干气芳构化装置,每年生产1.41万吨高辛烷值汽油组分(RONC:94~97),获得较好经济效益。
2.2.2.3两种技术路线对比
由于催化干气制乙苯装置原料中苯所占比例达到72%,生产的乙苯若主要用于调合汽油,装置的效益受到苯和汽油市场影响较大,装置投资和运行较高。根据测算,当苯的含税价格高于97号乙醇组分油含税价格400元/吨时,为装置盈亏的临界点。同时,外购混芳调合汽油优于乙苯装置调合汽油方案。而催化干气芳构化装置由于原料催化干气受市场影响小,效益相对稳定,投资回报率等方面具有优势。
2.2.3催化裂化干气优化利用效果
增上催化干气芳构化装置,每年增产高附加值汽油产品1.41万吨,提高轻油收率0.17个百分点,提高综合商品收率0.17个百分点,年增加效益千万元。催化干气芳构化装置建成后,可考虑与芳烃PSA装置进行联合优化。催化干气芳构化反应后的贫干气中氢气组分得到进一步提浓,可考虑利用现有的流程进芳烃PSA装置回收氢气,按照80%的回收率计算,可以得到3200Nm3/h的高纯度氢气,合计每年回收2392吨纯氢气,每年增效约2000万元。催化裂化干气优化利用后,乙烯资源和氢气资源得到充分回收,合计增效5000万元/年。
2.3低压瓦斯资源的优化利用
2.3.1低压瓦斯资源现状
炼油生产过程中不可避免地产生低压瓦斯,目前公司低压瓦斯通过气柜收集,再经压缩机增压、脱硫精制后作为燃料气使用。正常情况下气柜回收低压瓦斯5000Nm3/h,其中含液化气组份8465吨/年,丙烯组分1984吨/年,汽油组分2568吨/年,氢气资源2247吨/年。低压瓦斯组成数据见表3。
2.3.2低压瓦斯资源优化利用措施
对气柜瓦斯回收利用有两个方案选择,一是气柜瓦斯单独回收,二是与饱和干气合并回收。
2.3.2.1低压瓦斯资源单独回收
增上5000Nm3/h的瓦斯轻轻回收装置,为了节省投资,考虑充分依托现有催化装置稳定和解吸系统,新增吸收塔、再吸收塔。吸收剂采用催化稳定汽油,再吸收剂采用催化柴油。使用气柜螺杆压缩机,经过脱硫以后瓦斯压力降到0.6MPa左右,为了保证在低压条件下的吸收效果,增上制冷系统,对吸收剂进行冷却,采用低压低温吸收工艺,回收其中的轻烃组分。项目实施后可回收液化气7618吨/年,丙烯1663吨/年,汽油2311吨/年,综合商品收率提高0.14个百分点,实现投资增效。
2.3.2.2低压瓦斯与饱和干气合并回收
气柜瓦斯单独进行回收的优点是可充分依托催化吸收稳定系统,可避免长距离输送,可增产丙烯。缺点是单独建设回收装置投资较高,运行成本较高,而且只能回收轻烃,其中氢气组分不能同时回收。与饱和干气合并回收的优点是即回收轻烃,又回收氢气,可回收氢气2022吨/年,增效1600万元,同时具有投资较省、运行成本低的优点。
2.4饱和干气资源的优化利用
2.4.1饱和干气资源现状
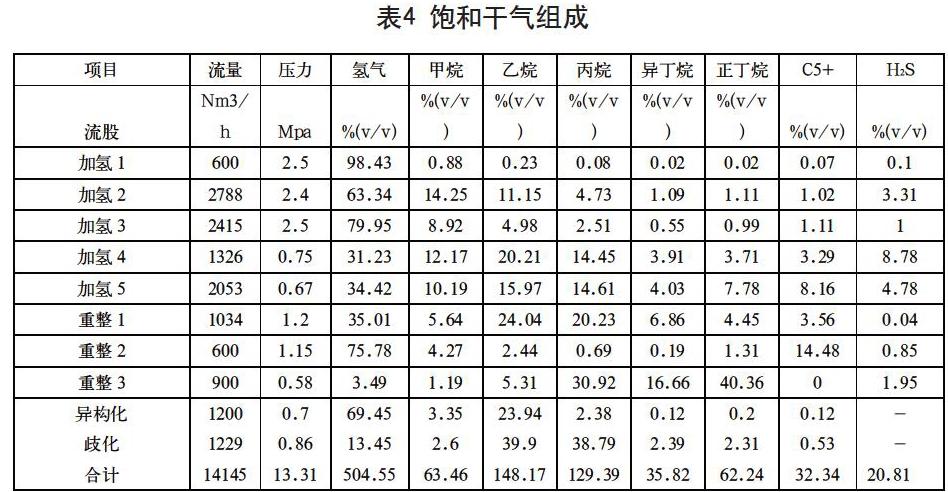
饱和干气主要包括常减压装置塔顶气,加氢低分气、重整装置塔顶干气等。目前常减压装置干气已经进入催化压机入口回收轻烃,加氢、重整干气一部分作为制氢装置原料,一部分作为燃料气使用。饱和干气主要成分分析数据见表4。
2.4.2饱和干气资源优化利用措施及效果
公司饱和干气资源规模约为14145Nm3/h,采用膜分离、冷凝和精馏的耦合工艺方案,综合回收氢气与轻烃,充分发挥现有技术和过程的优点。根据各装置饱和干气资源各流股压力、组分含量的不同,分为高压富氢流股和中压富烃流股。两个流股分别脱硫后,利用氢气膜分离装置直接处理高压、富氢原料气并回收氢气;利用压缩和冷凝装置对中压、富烃气体进行处理并回收轻烃;利用精馏装置对轻烃进行精制;尾气采用有机蒸汽膜分离处理,提高分离过程的能量利用率和各组分的回收率,提高能源利用率和高价值组分的回收率,以达到经济效益和社会效益的最大化。
2.4.3饱和干气资源优化利用
增上轻烃与氢气综合回收装置可回收纯氢0.69万吨,氢气纯度达到97%,回收率达到90%以上;回收液化气3.9万吨/年,回收率达到73%以上;回收石脑油0.86万吨/年,回收率达到97%以上。可提高公司轻质油收率0.1个百分点,提高综合商品收率0.58个百分点。项目投资约1.4亿元,税后年均净利润9000万元/年。
3、结论
(1)公司在干气资源利用方面具有较大潜力,通过优化改造等技术措施,大部分资源可以回收利用。(2)通过对炼厂干气的优化改造,每年可回收纯氢0.9万吨,液化气4.8万吨,汽油组分2.5万吨。炼油综合商品收率提高0.9个百分点,轻质油收率提高0.3个百分点,增加效益。
参考文献
[1]蔡有军,曹祖彬.催化裂化汽油窄馏分辛烷值与烃类组成分析[J].当代化工,2006,35(5);374-375
[2]俞安平,李治.催化裂化干气芳构化反应热力学分析[J].石油化工应用,2012,31(7);88-90
猜你喜欢
语数外学习·高中版下旬(2022年4期)2022-07-11
中国品牌(2021年6期)2021-08-06
语数外学习·高中版上旬(2020年10期)2020-09-10
语数外学习·高中版上旬(2020年10期)2020-09-10
东方少年·布老虎画刊(2020年4期)2020-06-08
福建基础教育研究(2019年3期)2019-05-28
福建基础教育研究(2019年3期)2019-05-28
福建基础教育研究(2019年11期)2019-05-28
小天使·一年级语数英综合(2018年11期)2018-11-23
决策(2015年9期)2015-09-10