
提高SMT设备开动率的措施
2016-10-27 05:49江永琴
装备机械 2016年1期
□江永琴
中国电子科技集团 第三十八研究所 合肥 230031
提高SMT设备开动率的措施
□江永琴
中国电子科技集团 第三十八研究所合肥230031
随着近年来科研任务的增加,多品种小批量生产的增多,如何提高共用设备SMT的使用效率显得尤为重要。分析了影响SMT设备开动率的因素,针对原因提出了解决问题的几点措施,从而有效提高了SMT设备的开动率,满足多品种小批量生产的需求。
在多品种小批量生产环境下,产量的大幅变化及生产状态的频繁动态调整,使生产过程复杂多变,生产效率直线下降。众所周知,SMT(表面贴装技术)设备在用于大批量单一产品生产时效率最高,但是在进行小批量生产时,由于每天需进行多次换模作业,SMT设备处于间断的生产状态,其开动率[1]出现大幅度下降。
现有两台SMT设备,承担所有批量生产产品和课题产品的贴装任务。即使是批量生产产品,也要按照精益生产准时制(JIT)的理念进行小批量生产。每个批次的产品数量约几十块,有时甚至一两块,这就使生产处于多品种小批量的状态中。通过生产实践,笔者总结了一些提高多品种小批量生产SMT设备开动率的方法。
1 现状调查及原因分析
1.1现状
对SMT设备进行了为期8 d的现场调研,用现场写实的方法,对SMT设备运行情况进行记录。采集数据,建立设备运行时间记录表,并计算了两台SMT设备的日开动率和平均开动率,两台设备的平均开动率分别为19.7%和30.8%。
1.2原因分析
通过对记录的数据进行统计与分析,发现造成SMT设备开动率较低的原因主要有以下方面。
(1)生产计划齐套率差,部分器材不能及时齐套,难以满足设备贴装,造成生产设备等待时间长,
见表1。
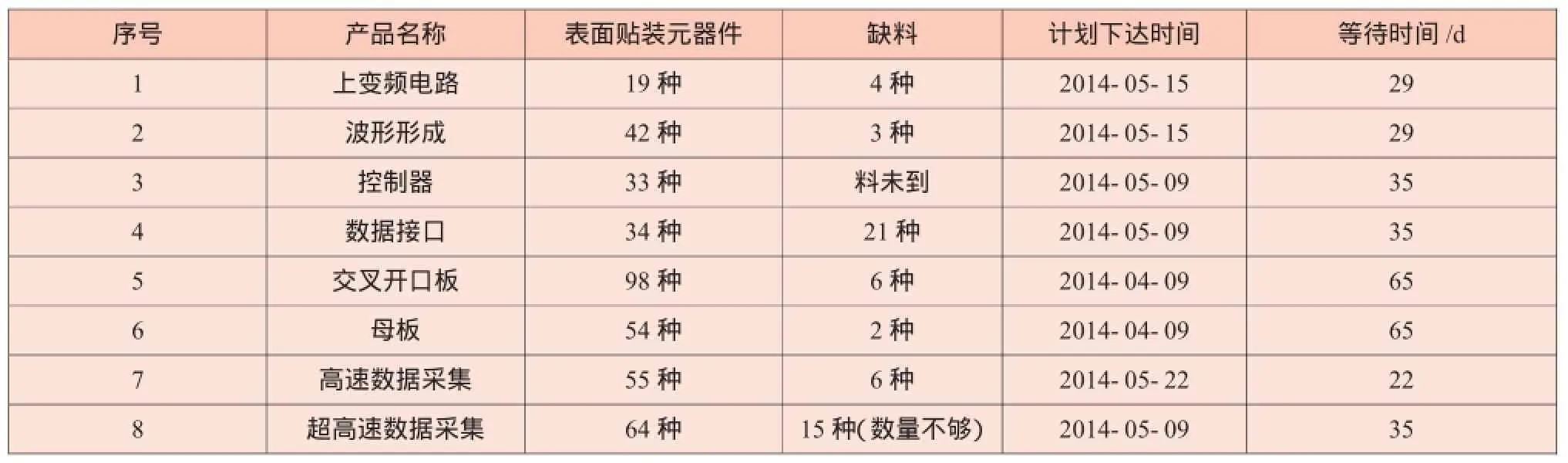
表1 生产现场设备齐套状况
(2)换产准备作业时间长,主要是进行编程、调试、上料等准备作业,直接影响设备开动率。以贴装数字信号处理器(DSP)作业过程为例,设备运行前,准备作业时间长达420 min,而真正的设备贴装时间只有6 min,如图1所示。
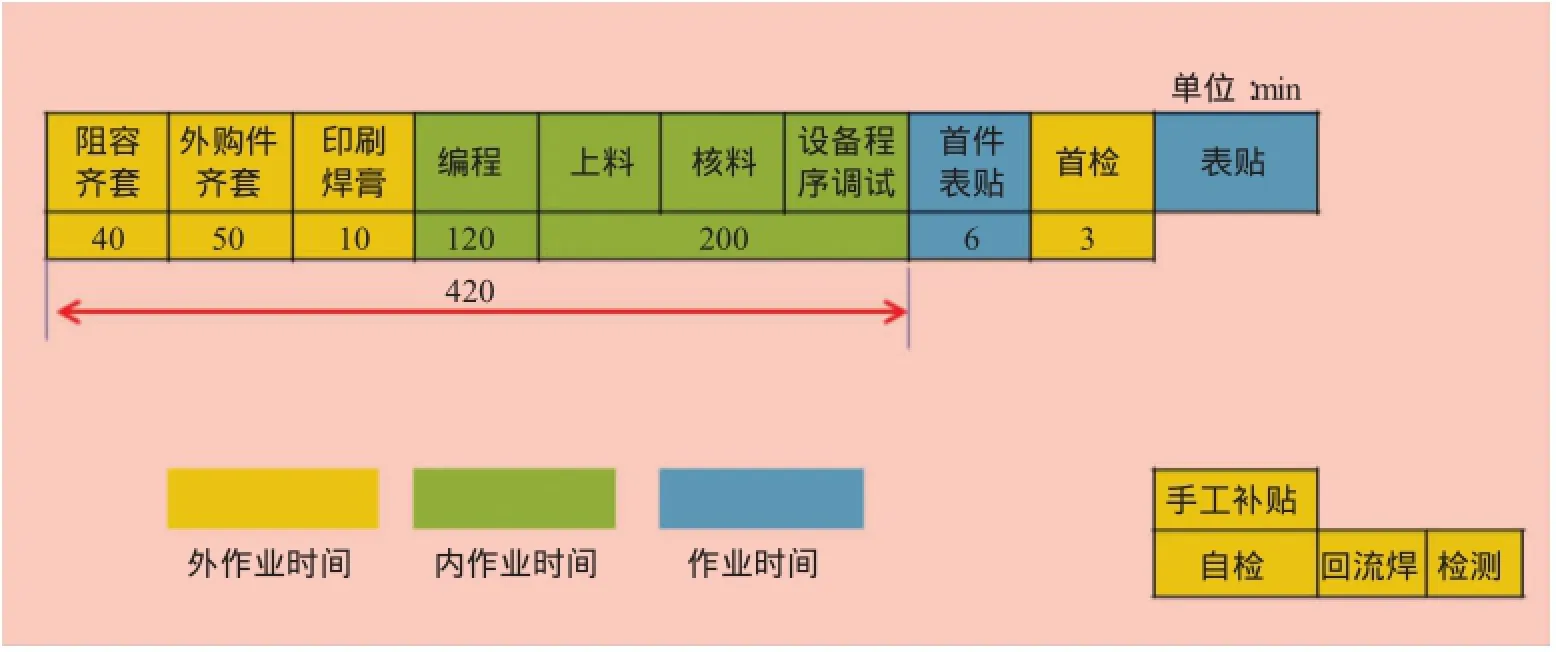
图1 DSP表面贴装作业过程
(3)设备运行过程中,经常会发生非必要的停机,主要是由缺料、物料异常(如一个订单分段发料,见表2)、设备故障所导致的停机。

表2 一个订单分段发料
(4)目前的人员配置和技能不能满足两台设备同时工作的要求,在表贴过程中经常由于人员的分工和配合不佳,使作业不能流畅进行,降低了设备表贴作业效率。
2 提高设备开动率的措施
2.1制定生产计划表
以产品加工原单位时间为依据,根据物料的齐套状况,采取定定排产(定时不定量排产和定量不定时排产)的方式制定周生产计划表和日生产计划表,见表3、表4。定时不定量适用于已齐套满足生产需求且批量大、占用设备时间长的产品,定量不定时适用于本周内可以齐套、生产批量小、占用设备时间短、可以适时生产的产品。

表3 周生产计划表
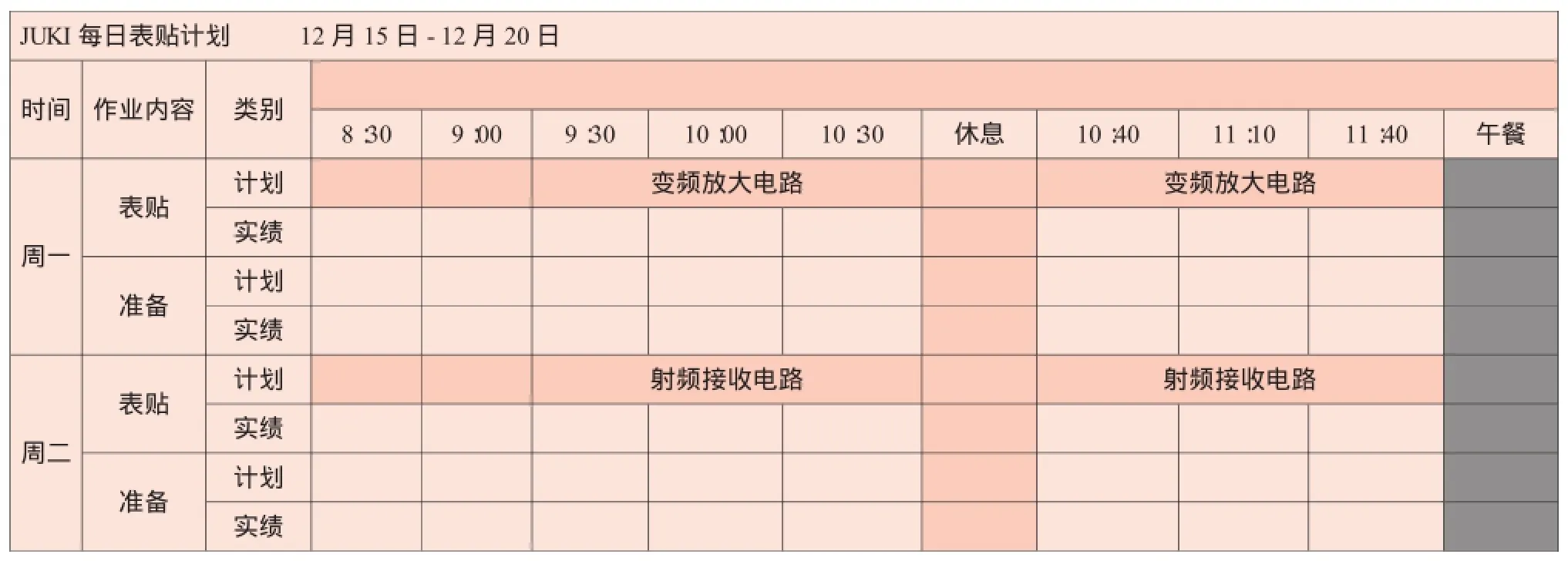
表4 日生产计划表
2.2缩短准备作业时间
(1)提前进行程序编制并缩短调试时间。贴片机的编程步骤:第一步,通过PROTEL软件生成CAD坐标;第二步,通过EXCEL等软件将CAD坐标与BOM进行对比和处理,得到正确的CAD软件;第三步,将CAD文件转化为贴片程序;第四步,将贴片程序输入贴片机,进行在线调整。前三步不需要在贴片机上操作,提前进行可以缩短设备等待时间。第四步需要在线调试,设法缩短调试时间也是十分重要的。重点关注元器件的角度和封装,在进行程序编制过程中完成角度偏差的处理,提高程序编制的准确度,缩短核对调整时间。核对芯片封装,避免因封装出错导致程序调试时间的延长。
(2)提前做好上料作业。生产前,合理安排,提前做好上料作业,缩短换产时间[2]。由于是多品种小批量生产,每天需进行多次换产,所以缩短产品换产时间对于提升设备开动率具有重要意义。通过并行作业的方法,在进行A产品贴装时,就提前进行B产品的上料作业;在A产品生产结束时,即刻取出A产品的料仓,插入B产品的料仓,实现快速换产。
2.3合理分工,协调作业
以变频放大电路表贴为例,改善前需要5个操作人员,分别是A、B、C、D和E,各自分工及作业时间见表5。存在的问题有:①C换料距离长,换料需要E提示,等待时间长,换料时间10~25 s;②A、B、D都存在空手等待时间,作业时间皆短于表贴一盘的周期时间。
经过现场测算,对各操作人员的工作内容进行调整,操作人员由5人减为4人,且4人作业负荷相当,作业内容见表6。C一次装料可以表贴两盘,步行距离减少2.5 m,并且C可以实时关注设备缺料状态、停机换料等待时间。节省的人员B可以为其它产品做专职准备工作,有利于换产时间的改善。

表5 改善前作业情况
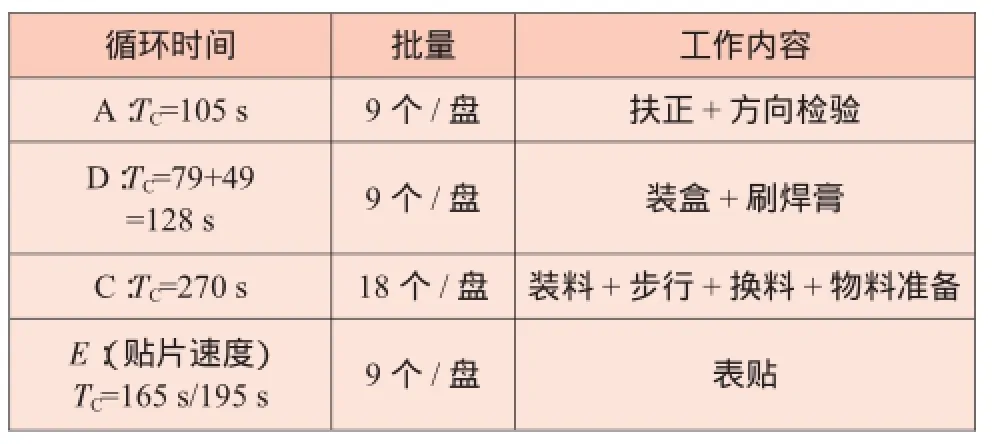
表6 改善后作业情况
改善后作业位置如图2所示。
2.4缩短非必要的设备停机时间
提前发现缺料和异常,及时进行补料和处理,消除作业过程中的等待浪费[3]。设备操作人员进行巡视,提前发现缺料或异常情况,提前做好补料的准备工作或及时处理异常,缩短贴片机工作时的停机时间,提高设备的开动率。
2.5加强对操作人员的培训
SMT生产线属生产流水线,生产的流畅性和产品的质量的影响因素中,除设备与环境因素外,人的因素也极为重要。例如:若操作员对设备很熟悉,那么在生产过程中排除问题所花费的时间较少,也可以节约生产时间,提高生产效率。所以,需要重视对员工的培训,定期进行专业的技能培训,还可以将一些专业SMT期刊作为教材组织员工学习,提高员工的综合业务水平。

图2 变频放大电路表贴作业改善
3 结束语
SMT生产线的设备开动率,由于加工的产品不同,存在一定的波动。实际工作中,可以通过吸收其它生产线提升设备开动率的方式方法和自我经验总结,达到不断完善与自我提升的良性循环。
[1]石清城,杨波,许慧玲.丰田式精益现场改善之术[M].北京:机械工业出版社,2013.
[2]加藤功,阿特·斯莫利.丰田持续改善法——改善的六个步骤[M].李晓宇,译.北京:人民邮电出版社,2012.
[3]佃律志.图解精密制造22:零浪费丰田生产方式[M].滕永红,译.北京:东方出版社,2013.
Along with the increase of scientific research tasks in recent years and more varieties of small batch production,how to improve service efficiency of the shared device SMT is becoming more important. Analyzed the factors influencing the operation rate of SMT equipment while putting forward some measures against the causes to solve the problem and as a result the operation rate of SMT equipment could be improved effectively tosatisfy the needs for more varieties of small batch production.
多品种小批量;SMT设备;开动率
Many Varieties ofSmallBatch;SMT Equipment;Operation Rate
TN705
B
1672-0555(2016)01-025-04
2015年11月
江永琴(1987—),女,本科,助理工程师,主要从事生产现场精准改善工作
猜你喜欢
——国外课堂互动等待时间研究的现状与启示
中小学教师培训(2022年6期)2023-01-11
中国生物化学与分子生物学报(2022年4期)2022-11-19
四川旅游学院学报(2022年4期)2022-09-20
国际太空(2021年11期)2022-01-19
上海理工大学学报(2021年3期)2021-07-20
四川旅游学院学报(2021年4期)2021-07-02
四川旅游学院学报(2020年4期)2020-07-02
商(2016年21期)2016-07-06
视野(2015年14期)2015-07-28
读者(2015年12期)2015-06-19
