中型电机转轴热校直工艺研究
2016-11-03 09:22李俊
中国高新技术企业 2016年27期


摘要:对于不同材质的轴(材质系数F)、不同的弯曲度(T)、不同的直径(D)以及不同的弯曲点所在截面中心到弯轴端面中心的距离(L),需要在J点加热后,C点的T2(加热J点后,C点的位移)值均不一样。文章对中型电机转轴热校直工艺进行了研究。
关键词:中型电机;电机转轴;热校直工艺;弯曲点;弯轴端面中心 文献标识码:A
中图分类号:TH123 文章编号:1009-2374(2016)27-0016-03 DOI:10.13535/j.cnki.11-4406/n.2016.27.008
在中型电机的正常生产过程及“三包”电机的返修过程中转轴弯曲是比较常见的故障现象。生产过程中的转轴弯曲类型有:YR转轴非轴伸端的弯曲、立式细长轴弯曲、转轴结构件应力释放弯曲、电机总装时转子装配不当造成的转轴弯曲等;“三包”电机转轴弯曲的类型有:电机轴伸与负载连接对中偏差造成的轴伸弯曲、轴承烧毁使转轴剧烈受热导致的转轴弯曲、YR高极对数电机由于气隙不均匀造成转子长期受单边磁拉力而造成转轴弯曲等。以往在对转轴做热校直过程中是凭借摸索的经验,处理时间长且准确度差,如果有关于转轴热校直的系统指导资料加以参考,将在现场处理中起到多方的促进作用。
1 中型电机转轴弯曲类型分析
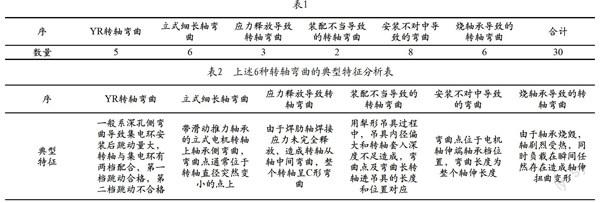
通过对2010年生产过程中的电机和“三包”电机转轴弯曲的统计数据来看,正常产品中:YR转轴弯曲的有5台,立式细长轴弯曲的有6台,由于转轴结构件应力释放导致转轴弯曲的有3台,装配不当(使用犁形吊装工具不当)造成转轴弯曲的有2台;“三包”问题中:由于电机与负载连接对中偏差造成转轴弯曲的有8台,烧轴承导致转轴弯曲的有6台。共合计30台。
2 中型电机转轴热校直实际数据统计分析及热校直工艺方法
如图2所示,C点为百分表测量点,当百分表读数为负的最大值时,即C点为轴端面弯曲的最低点,做好标记。将百分表向左移动(每次移动30mm),同样找到轴上的最低点,做记号,依次类推,直至百分表显示的跳动量逐渐减小至0.10mm以内,做好标记,该处标记即为加热点J:(1)将百分表打在C处,于J点用气焊枪加热(用外焰加热,不可损伤轴)。此时百分表即向负值方向移动,将指针移动的数值设为T2;(2)对于不同材质的轴(材质系数F)、不同的弯曲度(T)、不同的直径(D)以及不同的弯曲点所在截面中心到弯轴端面中心的距离(L),我们需要在J点加热后,C点的T2值均不一样。
以上述模型为基础,对不同材质的转轴热校直过程的数据进行统计:
2.1 钢35材料(表中为T2值)
2.2 钢345——B材料(表中为T2值)
2.3 合金钢35CrMo——B材料(表中为T2值)
对于不同材质的轴(材质系数F)、不同的弯曲度(T)、不同的直径(D)以及不同的弯曲点所在截面中心到弯轴端面中心的距离(L),所需要在J点加热后,C点的T2值均不一样。
在以往的校轴过程中,我们通常凭借经验,通过感官上的认识,以T2值为依据,对各种轴进行校正,通常需要反复多次,甚至需要反校(由于校正过度,导致轴反方向弯曲)。
通过上述分析,我们得到一个关于T2值的数学表达式,运用测量值和经验系数将T2值运算出来,然后在加热J点的过程中,通过控制T2值来保证轴成功地校直。
通过对数据的详细分析,我们得到如下公式:
T——弯轴端面中心与中轴线的偏移距离
D——弯轴直径
L——弯曲点所在截面中心到弯轴端面中心的距离
将百分表打在C处,于J点用气焊枪加热(用外焰加热,不可损伤轴)。此时,百分表即向负值方向移动,将指针移动的数值设为T2。F为材料系数(钢35为2.5、钢45为3、钢30CrMo为8)
3 转轴热校直应用实例
3.1 转子轴压弯校直实例
在2011年10月,转叠班1台1109-11463Y2450-4500kWIP54转子套轴未进,后上油压机压进,车床上转子轴伸跳动量0.30mm。
3.1.1 检查转子相关尺寸(转轴材料:230圆钢45):
通过尺寸测量,说明轴伸在施压过程,将轴伸压成椭圆,轴伸长度尺寸部分变短。
3.1.2 复查轴伸跳动量。
3.1.3 上车床打丝表检查。
3.1.4 上动平衡机复查轴伸弯曲情况。通过车床的检查,发现转子并非从轴伸根部弯曲,所以需要上新动平衡机上系统检查,将轴伸端放置在轴承档,非轴伸也放置在轴承档,首先检查轴承档的跳动量
在动平衡机检查要比车床检查方便,精度靠动平衡机本身保证,所以选择新动平衡机校正,检查结果说明转子轴伸从轴承档根部弯曲。
3.1.5 再次查轴伸端跳动量。
检查结果说明:转子轴伸有一个较大的弯曲,从轴承档有一个较小的弯曲,这是现场典型的“L”型转轴弯曲,不是直线线弯曲。
3.1.6 检查轴伸弯曲方向。以轴伸键槽顶部为0,在轴伸端面划十字线,顺时针打丝表检查跳动量。
说明转轴轴伸向键槽方向弯曲,在转轴键槽背面高点及内盖相应位置做好标识。
3.1.7 将转子放置位置改为两轴承档,按T2=(T*L)/D*F计算,其中T=0.15mm,L=140mm,D=Ф120mm,F=3,计算出T2=0.52mm。
3.1.8 用丝表顶在轴伸顶部(尺寸未变形区域),调节对0,用大号气焊枪调节好火焰,快速加热外盖位置高点,丝表变化量为0.55mm(加热过程中,注意不要将转轴烧融)。
3.1.9 待转轴自然热却后,重新检查转轴轴伸顶部跳动量为0.12mm,仍然超出图纸要求。
3.1.10 将转子轴伸端放置在内盖档,检查出转轴轴伸顶部跳动量为0.16mm,按T2=(T*L)/D*F计算,其中T=0.08mm,L=389mm,D=Ф140mm,F=3,计算出T2=0.67mm。
3.1.11 用丝表顶在轴伸顶部(尺寸未变形区域),调节对0,用大号气焊枪调节好火焰,快速加热内盖位置高点,丝表变化量为0.67mm,加热过程中,注意不要将转轴烧融。
3.1.12 待转轴自然热却后,重新检查转轴轴伸顶部跳动量为0.03mm,符合图纸要求。
3.1.13 重新修中心孔后,将转轴轴伸外圆椭圆重新加工至图纸要求。
3.1.14 转轴轴伸重新平头,加工量为0.5mm内。
3.1.15 转子检验合格后下流。
3.2 电机集电环档热校直实例
电机1106-11251工号集电环外圆跳动量为0.15mm,超出图纸0.05的要求,查出转轴集电环档外圆为Ф90mm,长度为243mm,首先打丝表在集电环档末端找出高点,按T2=(T*L)/D*F计算,材质为35钢,得出T2=0.506mm,实际加热0.56mm后,冷却后跳动量未0.02mm,检验合格后进行试验。
参考文献
[1] 姚怀洲.汽轮机轴弯曲的热校直实践[J].化工设备与 防腐蚀,2001,(5).
[2] 霍华.轴类零件自动校直技术现状及发展趋势[J].重 型机械,2007,(4).
作者简介:李俊(1980-),男,湖南湘潭人,湘潭电机集团有限公司工程师,大型、中型制造单位技术主任,研究方向:大、中型电机技术质量及相关管理。
(责任编辑:黄银芳)