
压水堆控制棒导向筒的质量预测研究
2016-11-08 11:11杨家荣
上海电气技术 2016年2期
许 伟, 杨家荣
上海电气集团股份有限公司 中央研究院 上海 200070
压水堆控制棒导向筒的质量预测研究
许伟,杨家荣
上海电气集团股份有限公司 中央研究院 上海200070
作为压水堆核电站核心设备堆内构件的关键组件,控制棒导向筒的质量管控一直是制造企业重点关注的问题。为了提高导向筒的产品质量,统计分析了导向筒质量的历史数据分布情况,采用相关性分析方法找出了影响导向筒质量的关键因素,并基于智能化建模方法,构建了导向筒摩擦力的质量预测模型,为保障导向筒质量的稳定性奠定了基础。
控制棒导向筒; 质量预测; 相关性分析; 神经网络
堆内构件是压水堆核电站的关键设备[1-2]。如图1所示,堆内构件由压力容器内除燃料组件及其相关部件、堆芯测量仪表及压力容器材料辐照监督管之外的所有其它结构件构成,控制棒导向筒是堆内构件的主要部件之一,为控制棒组件的运动提供定位和导向,使控制棒能够精准地进出燃料组件,控制燃料组件的反应速率。控制棒导向筒的精密加工和焊接是堆内构件制造国产化的关键技术之一[3],它由34个零部件经过繁多的生产工序后装配而成,如图2所示。控制棒导向筒中上、下部导向筒装配时的摩擦力性能指标是评价堆内构件产品质量的一个关键参数。百万千瓦级压水堆核电站每个机组有61套控制棒导向筒组件,安装在倒帽形的上部性堆内构件上。摩擦力试验主要用于测试一组24根吸收棒从上至下通过导向筒上部导向板、中部导向板、下部导向板、特殊导向板及连续导向段组件时的摩擦力[4]。因此,导向筒各零部件的加工、装配质量都影响着整个导向筒的质量[5]。然而,如何从众多的生产环节中找出影响导向筒质量的关键因素,进而预测导向筒产品的质量,最终保证产品质量的稳定,始终是生产制造企业面临的巨大挑战。
以某企业生产的控制棒导向筒为对象,统计分析导向筒摩擦力历史数据,对各生产工序与摩擦力的相关性进行分析,分别采用不同的方法建立了控制棒导向筒摩擦力预测模型。模型具有较高的预测准确性,为控制棒导向筒质量的有效管控奠定了基础。
1 导向筒产品质量的分布
通过人工记录并录入计算机的方式,共收集了该企业342套控制棒导向筒的摩擦力数据。绘制这些数据的分布曲线,如图3所示。统计各种摩擦力值出现的频率,如图4所示。
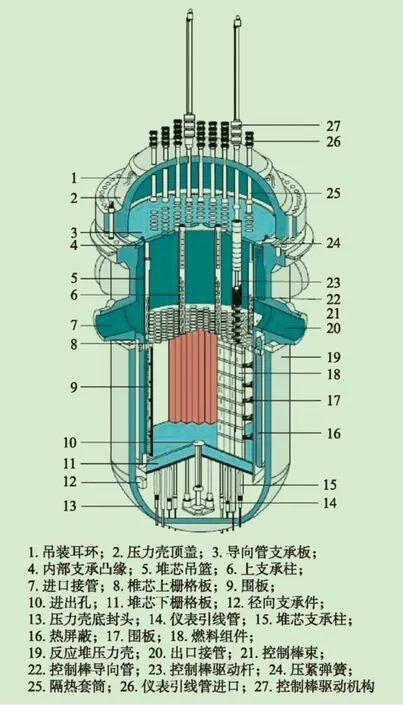
图1 压水堆核电站堆内构件结构
由图3、图4可知,控制棒导向筒的质量基本符合正态分布,且加工工艺及流程控制较好,使产品的整体摩擦力较设计要求的90N有很大裕量,但仍存在产品的质量波动(如摩擦力为31.5N和34N时),影响质量的稳定性。产品的整体质量较高,势必造成制造、管理成本增加,因此需要对产品波动情况进行预测,并且应对关键工序(零件)与非关键工序(零件)的重视程度加以区别对待,平衡整个工艺线路的成本和投入。
2 工序的相关性分析
控制棒导向筒的制造过程是典型的复杂多工序过程,各工序之间具有相关性,上道工序对下道工序的影响始终存在。每道工序的综合质量既包括工序本身加工的固有质量,又包括上道工序的影响,而且各工序对导向筒摩擦力的影响程度也有所区别。因此,导向筒质量波动来源的辨识是非常复杂的,很难直接发现真正的质量波动源分布在哪些工序中。前期,总结分析出导向筒制造过程中133个工序变量对摩擦力有一定影响,采用相关系数法计算133个工序变量与摩擦力之间的相关程度。

图2 控制棒导向筒示意图

图3 摩擦力数据分布

图4 摩擦力概率曲线
判断两变量是否相关,一般主要看两方面,即显著水平与相关系数。显著水平称为P值,是判断相关性时首要考虑的内容。若相关程度不显著,即使相关系数再高,也只能是偶然因素引起的。一般P值小于0.05即认为显著。相关系数通常称为R值,在确认指标显著的情况下,根据相关系数的高低判断变量间的相关程度。相关系数是衡量变量之间相关性的特定指标,R值的大小反映两个变量相关的密切程度。相关系数取值范围在[-1,1]之间,越接近±1,相关程度越高;越接近0,相关程度越低。相关系数大于0,说明两个变量正相关,即两个变量增减变化方向一致;相关系数小于0,说明两个变量负相关,即两个变量增减变化方向相反;相关系数等于1,两个变量完全线性相关;相关系数等于0,两个变量无直接关系,即不相关。
目前衡量变量间相关程度的系数有皮尔逊系数、斯皮尔曼系数和肯德尔系数三种[6],三者各有一定的适用条件。皮尔逊相关也称为积差相关,适用于三种情况: ① 两变量之间是线性关系,都是连续数据;② 两变量的总体是正态分布,或接近正态的单峰分布;③ 两变量的观测值是成对的,每对观测值之间相互独立。斯皮尔曼相关系数使用单调函数来描述变量间的相关性,当其中一个变量可以表示为另一个变量的较好的单调函数时(即两个变量的变化趋势相同),两个变量之间的相关系数可以达到+1或-1。斯皮尔曼相关系数只要求两变量的观测值是成对的。肯德尔相关系数是一个用来测量两个随机变量相关性的统计值,它使用计算而得的相关系数去检验两个随机变量的统计依赖性。肯德尔相关系数与斯皮尔曼相关系数对数据条件的要求相同。
由于导向筒的摩擦力数据与各工序变量之间的相关程度不明确,因此考虑分别采用以上三种相关系数方法获得各工序变量与摩擦力的相关系数R值和显著水平P值,然后选择由三种相关系数方法得到的R值和P值中均能满足P<0.05且R>0.15的工序变量作为摩擦力质量的主要影响因素。由皮尔逊、斯皮尔曼和肯德尔相关系数法依次得到40、30和53个工序变量满足P<0.05且R>0.15,最终选取同时满足P<0.05且R>0.15的28个变量作为影响导向筒摩擦力的关键变量,见表1。
3 导向筒的摩擦力质量预测
对于制造控制棒导向筒这样的多工序生产过程而言,提高产品质量的核心是减小产品生产过程中出现的波动,而减小质量波动的基本策略是确定主要的波动源,并采取相应的措施[7]。最终导向筒摩擦力质量是之前所有工序的制造质量共同影响后的综合积累。因此,在确定了影响摩擦力质量的28个关键因素之后,即可采取方法,根据已知的关键因素数据对未来的摩擦力质量进行预测,判断摩擦力的变化趋势。
目前已经出现了很多智能化的建模方法用于描述变量间的复杂非线性关系,如人工神经网络、支持向量机、极限学习机等。人工神经网络(Artificial Neural Network, ANN)[8]是在现代神经生物学研究基础上提出的一种模拟人脑信息处理过程以反映人脑神经网络特性的计算结构,它是一个高度非线性的网络系统,具有多层结构,每层结构中包含多个彼此连接的人工神经元(节点)。单个神经元不能处理复杂的问题,只有当大量神经元组成庞大的神经网络后,才能表现出在处理复杂信息方面的强大能力。支持向量机(Support Vector Machines, SVM)[9]是在统计学习理论的基础上发展起来的一种新型机器学习方法,基于结构风险最小化原理(Structural Risk Minimization, SRM)产生。与传统的基于经验风险最小化原理(Empirical Risk Minimization, ERM)方法(如神经网络)相比,支持向量机的拓扑结构简单,适用于解决小样本、非线性复杂问题。支持向量机能够根据有限的样本数据在模型复杂性和学习能力之间维持一个平衡,有助于获得较好的外推能力,这就有别于基于ERM的神经网络因过学习而导致预测效果不佳的问题。极限学习机(Extreme Learning Machine, ELM)[10]是近期提出的一种新的单隐层前向神经网络学习方法,这种学习方法在保证网络具有良好泛化性能的同时,极大提高了前向神经网络的学习速度,且避免了梯度下降学习方法的许多问题,如局部极小、迭代次数过多、性能指标及学习率的确定困难等。
选定人工神经网络、支持向量机和极限学习机三种方法分别构建导向筒摩擦力质量预测模型。将342组导向筒质量的样本数据分为250组训练样本和92组测试样本,其中训练样本用于导向筒质量预测模型的建立,测试样本用来验证所建立模型的有效性。三个模型的训练和测试结果与实际摩擦力值的比较曲线依次如图5~6、图7~8及图9~10所示。由此可知,三个模型的输出与实际摩擦力值比较接近,表明模型的拟合能力较好。
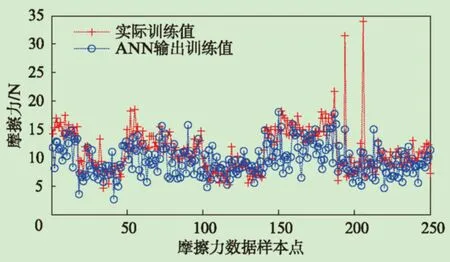
图5 神经网络预测训练数据的摩擦力

图6 神经网络预测测试数据的摩擦力

图7 支持向量机预测训练数据的摩擦力

图8 支持向量机预测测试数据的摩擦力
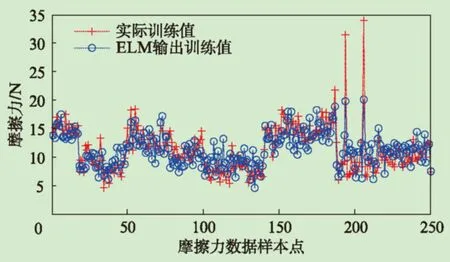
图9 极限学习机预测训练数据的摩擦力

图10 极限学习机预测测试数据的摩擦力
为了进一步说明三个模型的性能,比较模型的训练、测试误差(均方误差、绝对误差、相对误差)及建模耗时。由表2可知,三种摩擦力质量预测模型的精度接近,其中ELM的耗时最少,三者均能预测导向筒的摩擦力。由于三种方法在每次建模时模型精度大小存在一定的随机性,因此考虑选择三个模型输出结果的平均值作为摩擦力质量的预测值。
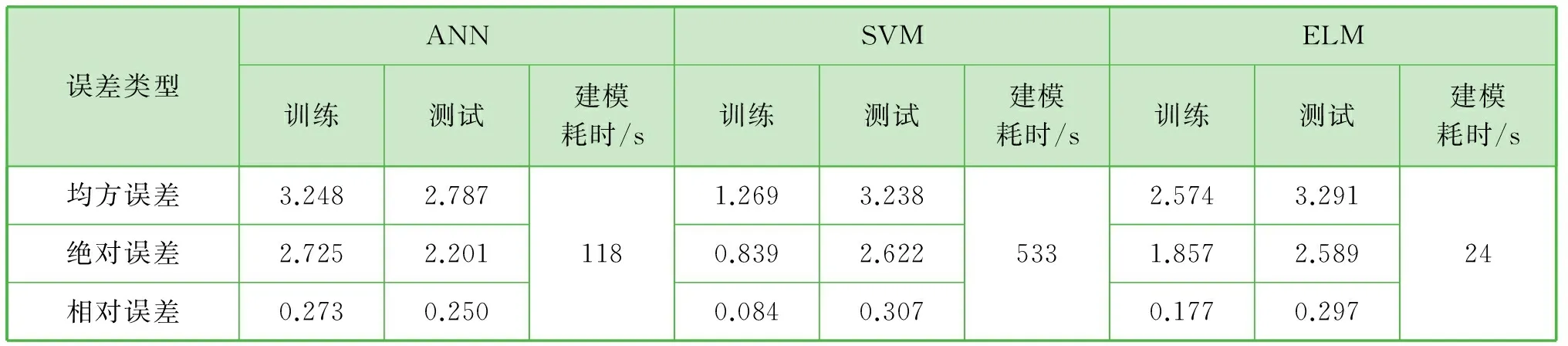
表2 三种摩擦力质量预测模型的预测误差和运算时间对比
基于以上结果和分析可知,由三种方法建立的导向筒摩擦力质量预测模型适用于摩擦力质量的预测,可为摩擦力变化趋势的判断及摩擦力波动源的反向定位提供有力的支撑。
4 结束语
针对压水堆核电站控制棒导向筒的质量管控问题,收集了导向筒制造过程的质量数据,统计了导向筒摩擦力的分布情况,分析了导向筒的质量稳定性。采用相关性分析方法,找出了与导向筒摩擦力质量密切相关的关键影响因素。运用先进的智能建模方法,构建了导向筒摩擦力质量预测模型,基本达到了质量预测的要求,为导向筒质量的进一步控制和管理打下了坚实的基础。
[1] 孙德意,宋浩亮,许俊斌.从世界核电站发展趋势看我国核电发展现状[J].上海电气技术,2011,4(2): 40-46.
[2] 杨平汉.压水堆控制棒驱动机构结构设计与制造[J].装备机械,2014(2): 20-26.
[3] 吴小康.压水堆核电厂堆内构件制造的质量监督[J].核动力工程,2011,32(1): 16-19.
[4] 周洁.岭澳二期核电工程控制棒导向筒设备制造的工艺研究及风险控制[J].装备机械,2013(3): 60-64.
[5] 俞欣,谢红.核反应堆控制棒导向筒连续段的焊接变形控制[J].装备机械,2014(4): 16-19.
[6] TAHATA K, MIYAMOTO N, TOMIZAWA S. Decomposition of Independence Using Pearson, Kendall and Spearman’s Correlations and Association Model for Two-way Classifications[J]. Far East J. Theoretical Statistics, 2008,25(2): 273-283.
[7] 戴敏.多工序制造过程质量分析方法与信息集成技术研究[D].南京: 东南大学,2006.
[8] RUMELHART D E, MCCLELLAND J L, PDP Reseach Group. Parallel Distributed Processing: Explorations in the Microstructure of Cognition[M].Cambridge: the MIT Press, 1986.
[9] CORTES C, VAPNIK V. Support-vector Networks[J]. Machine Learning, 1995,20(3): 273-297.
[10] HUANG G B. Learning Capability and Storage Capacity of Two-hidden-layer Feedforward Networks[J]. IEEE Transaction on Neural Network, 2003,14(2): 274-281.
As a key reactor component within PWR nuclear power station, quality control of the guiding cylinder for control rod has been a major issue to be concerned by manufacturing enterprises. In order to improve the quality of the guide cylinder, statistical analysis on the distribution of historical quality data of the guiding cylinder had been conducted. Relevance analysis was adopted to identify the key factors affecting the quality of the guiding cylinder, and quality prediction model for the friction of guiding cylinder was built based on intelligent modeling method, all these measures will establish the foundation to ensure the stable quality of the guiding cylinder.
Guiding Cylinder for Control Rod; Prediction of Quality; Relevance Analysis; Neural Network

上海电气技术2016,9(2)
2015年12月
许伟(1985—),男,博士,工程师,主要从事制造过程智能化、工业数据分析等工作,
E-mail: xuweisec@126.com
TM623;TL372+.3
A
1674-540X(2016)00-031-06
猜你喜欢
中学生数理化·八年级物理人教版(2022年3期)2022-03-16
中学生数理化·八年级物理人教版(2022年3期)2022-03-16
仪器仪表用户(2021年10期)2021-11-27
中学生数理化·八年级物理人教版(2021年3期)2021-07-22
核科学与工程(2021年2期)2021-05-18
原子能科学技术(2019年11期)2019-11-06
辐射防护通讯(2019年3期)2019-04-26
中国核电(2017年2期)2017-08-11
创新作文(1-2年级)(2016年4期)2016-05-14
核科学与工程(2016年3期)2016-01-03
