硝酸装置尾气透平故障原因分析及处理
2016-11-12 06:02廖定友
化工设计通讯 2016年7期
廖定友
(四川美丰化工股份有限公司,四川绵阳 621000)
硝酸装置尾气透平故障原因分析及处理
廖定友
(四川美丰化工股份有限公司,四川绵阳 621000)
分析了引起硝酸装置尾气透平异常振动的原因是进口管线膨胀补偿不足导致,重新设计该进口管线的补偿器和弹簧支吊架系统,增加限位支架后,取得了良好的效果,改造后设备运行至今近3a时间,完全正常。
硝酸;尾气透平;振动;膨胀
尾气透平是双加压硝酸装置四合一机组的关键设备之一。使用硝酸装置的高温尾气驱动,用于压缩氧化氮气体和空气。四川美丰硝酸装置四合一机组尾气透平结构为水平剖分,单轴式,两端支撑轴承与承压机壳完全分开,安装在一个公用钢底座上,2013年10月机组安装完成并试车合格。在12月的试生产过程中发现尾气透平机壳内出现异响,振动突然上涨。为解决该问题,通过设备内部检查、重新找平找正、进口管系检查,查明设备故障的原因并进行了针对性的改造,取得了良好的效果。
1 尾气透平状况
1.1 设备参数
尾气透平的参数见表1。

表1 尾气透平参数
1.2 设备结构
尾气透平机组为水平剖分式轴流膨胀机,利用硝酸生产过程中的高温尾气膨胀做功,三级叶轮,一级静叶可调。机壳和两端的轴承座为分体式,高温尾气下进下出。设计要求在设备试车及运行过程中,机壳均须自然地放置在机组支座上(见图1)。

图1 尾气透平结构示意
1.3 故障现象
由于双加压硝酸生产工艺的特点,在四合一机组安装后的机械运转试验时,没有高温尾气的产生。因此,在设备安装后的机械运转试验时,无法检验尾气透平在正常工况下,设备的运行情况,尤其是高温工况时设备的膨胀及其进出口管道的变形对机组的影响。只有在正式投入生产后,随着硝酸高温尾气的产生,机壳及转子的膨胀是否符合设计要求,高温下管道的膨胀是否对设备产生了不良影响,才能明确的表现出来。
2013年12月,在试生产过程中,当硝酸尾气打通流程进入机组后,温度达到 360℃发现该设备两端振动值突然上涨(见表2)。

表2 振动值变化情况统计
2 故障原因分析
发现尾气透平振动突然上涨后,立即停下机组进行检查,检查了机壳滑销间隙。尾气透平机壳定位滑销结构(见图2)。
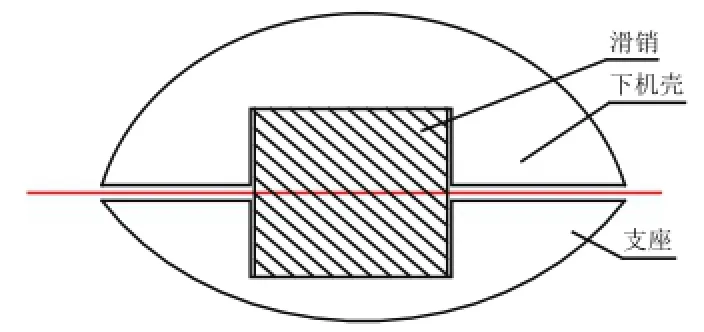
图2 尾气透平滑销示意
通过检查,发现机壳滑销一及滑销二与尾气透平下机壳的间隙发生变化(见表3)。

表3 滑销间隙变化
同时,出口侧滑销与下机壳也有间隙。现场检查还发现在机组惰走时,机组内有明显的摩擦声。尾气透平能否长周期平稳运行,与管网对压缩机作用的力和力矩有直接关系,据相关文献介绍,离心式压缩机管网作用力和力矩超过允许值,会引起压缩机壳休变形、位移等异常现象,进而影响转子与定子的同心以及各转子的对中,导致机组强烈振动甚至撞缸,断轴等严重后果[1]。根据表3可以看出,在高温尾气引入尾气透平机组时,机壳出现了不均匀抬升。由于该机组转子与机壳为分体式,当机壳抬升时,转子并不会同步抬升,因此导致个别转子叶片与调节缸内壁发生摩擦,从而导致设备振动突然上涨。在设备完全冷却后,拆检设备发现转子上有一个叶片有明显的摩擦痕迹。这也说明机组振动原因分析是准确的。
根据尾气透平进口管线的空视图(见图3)和现场检查情况分析,要使机壳抬升,只可能是设备的进出口管线的受热膨胀引起。经分析,由于出口管与机壳的联接为帆布制作的软连接,因此,完全可以肯定,造成机壳抬升的原因是进口管线的膨胀导致。检查管道热态下弹簧支座的位移发现,弹簧支座一和弹簧支座二向下位移量较设计的热态位置增加了约30mm,且弹簧支座的支撑轴严重偏斜并与其壳体紧紧靠在一起。检查万向铰链波纹补偿器已达到最大的补偿量。

图3 改造前尾气透平进口管线图
根据上述检查结果分析,该进口管线在引入高温尾气后膨胀,原设计时为保证不影响机组,设置了两台大拉杆横向型波纹补偿器和两台万向铰链波纹补偿器。从实际的运行情况看,管线高温膨胀后,弹簧支座一和二位移量均远远大于设计计算的位移,两台万向铰链波纹补偿器的补偿量已达最大,说明在热态下管线原设计的各种补偿器不足以消除其膨胀带来的影响,使管线向机组侧位移,从而导致机组机壳抬升,使转子与机壳内安装的调节缸发生摩擦。
从弹簧支座一和二的支撑轴已与其壳体紧靠,说明弹簧支座与支撑接管间的摩擦力已对该进口管线的热胀形成了较大的影响。据有关资料介绍,当管系中的各单元因热膨胀而发生位移时,它将与相关的支撑面产生摩擦力。摩擦力对管系的热膨胀总是起阻碍作用。对小直径管道而言,可以忽略不计,但对于大直径(如DN500以上)管道,就应考虑摩擦力影响[2]。
查明尾气透平机壳抬升的原因后,为解决该问题,对进口管线进行了重新设计(见图4)。
3 尾气透平技术改造措施
3.1 增加管道膨胀节
除保留原波纹补偿器外,在靠近机组处的管线上增加一台大拉杆横向型波纹补偿器四,以增加DN600气动蝶阀后管线膨胀的补偿能力。同时在DN350的放空副线上增加一台大拉杆横向型波纹补偿器三,减少该管线对主管线的影响。
3.2 重新设计弹簧支吊架系统
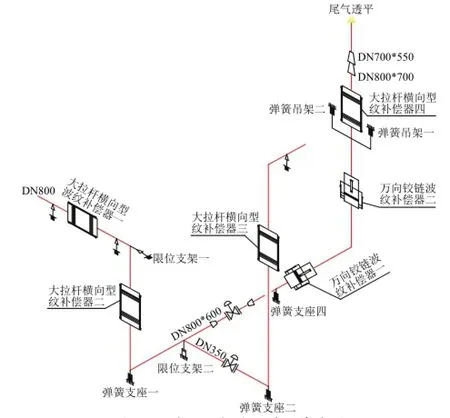
图4 改造后尾气透平进口管线图
新增加弹簧吊架一和二,取消原弹簧支座三,考虑到主管线及放空支管上的DN600和DN350气动蝶阀重量较大,在万向铰链波纹补偿器前增加弹簧支座四,改善管线受力状况。同时,为保证管线在热态下不因为弹簧支座与支撑接管间的摩擦导致位移不灵活而给管线带来更大的摩擦力。将该管线上的弹簧支座一、二和四,均在弹簧支座与支撑接管间增加了滑动滚轮并涂抹润滑脂,以减小管线位移过程中的摩擦力。
3.3 增加管道限位装置
增加限位支架一,确保管线在热态下只能向远离机组的气体进口方向位移。增加限位支架二,保证管线只能有垂直方向的自由位移,在水平方向上最大只能有1.0mm的位移。通过两台限位支架的安装,保证了管线热态下的位移基本不向机组侧进行,限制了限位支架二外侧的管线对机组的影响。而限位支架二靠机组侧的管线膨胀则完全由两台万向铰链波纹膨胀补偿器和一台新增加的大拉杆横向型波纹补偿器来补偿。
4 结束语
通过管线改造并将尾气透平拆检,再次找平找正后,重新开车,当高温尾气进入机组并达到设计的进口温度378℃后,滑销一、二与尾气透平下机壳间没有出现间隙,机壳抬升情况得到彻底解决,一次性开车成功。说明对尾气透平异常振动的原因判断是正确的,解决问题的措施是有效的。
[1] 王书敏,何可禹.离心式压缩机技术问答[M].第2版,北京:中国石化出版社,2010.
[2] 岳进才.压力管道技术[M].第2版,北京:中国石化出版社,2009.
The Reason Analysis and Treatment Course of the Trouble of Nitric Acid Tai-Gas Turbine
Liao Ding-you
Analyzes the cause of abnormal vibration in nitric acid plant tail gas turbine is that expansion of Import pipeline is undercompensation,we redesign Import pipeline's compensator and spring hanger and support,increased limit support,it acquires a great of achievements。The transforming of equipment have been operation nearly three years,Everything is absolutely normal.
nitric acid;tail gas turbo-expander;vibration;expansion
TH442
B
1003-6490(2016)07-0082-02
2016-06-28
廖定友(1969—),男,四川绵阳人,高级工程师,主要从事合成氨、尿素、三聚氰胺、硝酸硝铵、硝基复合肥等化工装置建设、维护及化工设备管理工作。
猜你喜欢
导弹与航天运载技术(2022年2期)2022-05-09
湖南电力(2021年4期)2021-11-05
北京航空航天大学学报(2021年6期)2021-07-20
科学技术创新(2021年5期)2021-03-17
自动化与信息工程(2020年1期)2020-03-20
装备制造技术(2019年12期)2019-12-25
科技创新与应用(2017年23期)2017-09-01
电子制作(2017年2期)2017-05-17
学与玩(2017年5期)2017-02-16
通信电源技术(2016年1期)2016-04-16