KUAKA焊接机器人寻位程序设计
2016-11-12 06:02张向明
化工设计通讯 2016年7期
张向明
(江苏安全技术职业学院,江苏徐州 221000)
KUAKA焊接机器人寻位程序设计
张向明
(江苏安全技术职业学院,江苏徐州 221000)
我国从农业大国逐渐向工业大国转变,大型结构件对焊接技术的要求较高,焊接的比重也越来越大。焊工的工作条件和工作时间等受到一定的限制,焊接机器人在工业中的地位逐渐凸显出来。我国的工业自动化虽然已有一定规模,但与工业中的生产总量还有一定的距离。所以,焊接机器人的应用势在必行。本课题是通过在焊接程序中加入焊接机器人的寻位,来进一步增加弧焊机器人的焊接速度及焊接精度。
弧焊机器人;寻位;程序
在实际焊接生产过程中,焊接机器人和搬运机器人相互配合,搬运机器人把工件搬到指定位置,由焊接机器人进行焊接。但由于搬运机器人在装卡工件以及行进过程中可能存在一定的偏移,那么机器人在焊接过程中就会出现漏焊等现象,严重影响工件的焊接质量,甚至出现安全事故。这就需要在工件偏离指定位置时,焊接机器人仍然能够找到焊缝。本课题设计了一段程序,通过传感器的感知,计算焊件空间坐标来找到焊缝的位置。
1 寻位功能
1.1 寻位原理
当运行寻位语句时,寻位功能打开,当焊丝碰到工件时,RDC 内部继电器线圈得电,其对应的常开闭合,快速测量通道导通,并机器人记录当时的空间坐标。当焊丝用同样运动参数去接触其它两个工件时,机器人就会通过计算焊枪的偏移量来确定第二、三工件的空间坐标,并补偿偏移自动地变更机器人路径,从而保证准确找到焊缝。
1.2 寻位注意事项
1)保持工件表面清洁,不要有油污或油漆;
2)保证干伸长一致;
3)正确设置向量的起始点和查找点的位置;
5)查找完、修正后要将向量关闭,注意赋值的对象和位置;
6)修改点位置时,注意点上是否带有向量;
7)使用联动时,注意 base 的选用,双工位时注意 base号的选择;
8)搜寻点和焊缝点必须保证是不变的相对位置关系。
2 寻位程序设计(见图1)
DEF tsl001( )
INI
PTP P1 Vel=10 0 % PDAT1 Tool[1]:li Base[17]:e12 PTP P2 Vel=10 % PDAT2 Tool[1]:li Base[17]:e12
是日本以“富士”(国光×元帅)芽变系中选出的浓红型品种,1980年引入我国。树势健壮,生长速度较国光快,萌芽率高,成枝力较强,并有腋花芽结果习性。果个较大,平均单果重223克。果实全面浓红,色泽鲜艳,果肉黄白色,肉质脆细,果汁多,甜酸适口,可溶性固形物含量16.1%~18.0%,有香味,贮藏后香味更浓,品质上等。
LIN P3 Vel=0.1 m/s CPDAT1 SEARCH VIA P4 CD1 PA0 Tool[1]:li Base[0]“工艺”→ “接触传感器”→“查找”→“LIN”
LIN P5 5 Vel=0.1 m/s CPDAT2 SEARCH VIA P6 6 CD2 PA0 Tool[1]:li Base[0]
PTP P10 0 Vel=10 % PDAT5 Tool[1]:li Base[17]:e12
LIN P 11 Vel=0.1 m/s CPDAT29 SEARCH VIA P 12 CD3 3 PA0 Tool[1]:li Base[0]
LIN P 13 Vel=0.1 m/s CPDAT30 SEARCH VIA P 14 CD4 4 PA0 Tool[1]:li Base[0]
CORR OFF;查找完所要查找的所有的向量后要关断`
PTP P15 5 Vel=10 % PDAT6 Tool[1]:li Base[17]:e12
CORR 2 2 D CD1 CD2;将CD1 CD2赋给直线起点
“工艺”→ “接触传感器”→“修正”→“2D”
LIN P16 6 Vel=0.1 m/s CPDAT4 ARC_ON PS S Seam1 Tool[1]:li Base[17]:e12
CORR OFF;关闭CD1 CD2
CORR 2D CD3 3 CD 4;将CD3、CD4赋给直线终点
LIN P 17 CPDAT28 ARC_OFF PS W1 E Seam5 Tool[1]:li Base[17]:e12
CORR OFF;关闭CD3 CD4
PTP P 18 CONT Vel=10 % PD AT13 Tool[1]:li Base[17]:e12
PTP P 19 CONT Vel=10 % PDAT14 Tool[1]:li Base[17]:e12
END
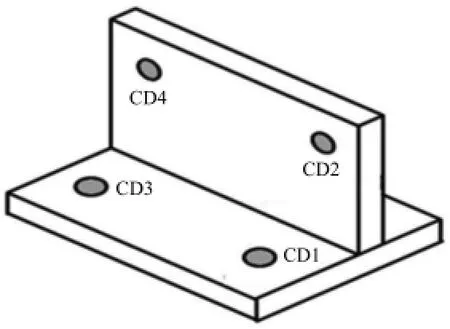
图1 寻位程序设计
3 总结
在焊接过程中,由于搬运机器人在行进和抓取过程中,不能保证焊件的准确位置,经常出现焊缝偏离坡口的现象,导致焊件返工和报废,严重影响焊接质量及焊接速度,通过加入寻位程序可以大大的提高焊接速度,并减少焊件废品率。
[1] 邱令超.IGM焊接机器人寻位故障处理[J].设备管理与维修,2014,(12).
Program Design of KUAKA Welding Robot
Zhang Xiang-ming
our country from agricultural country to industrial country gradually change,large-scale structure of the welding technology of higher requirements,the proportion of the welding is also more and more big.The welder's working conditions and time limits,the welding status of the robot in the industry gradually emerged.China's industrial automation,although there is a certain size,but with the total amount of production in the industry there is a certain distance.Therefore,the application of welding robot is imperative.In this paper,the welding robot is added to the welding procedure to further increase the welding speed and precision of the welding robot.
arc welding robot;locating;program
TP242
A
1003-6490(2016)07-0178-01
2016-07-12
张向明(1969—),男,江苏徐州人,讲师,主要从事焊接技术指导工作。
猜你喜欢
电焊机(2022年5期)2022-06-01
焊接(2021年12期)2022-01-20
佳木斯大学学报(自然科学版)(2021年3期)2021-07-05
金属加工(热加工)(2020年9期)2020-11-04
计算机教育(2020年5期)2020-07-24
电子制作(2019年9期)2019-05-30
金属加工(热加工)(2018年2期)2018-03-22
山东工业技术(2016年15期)2016-12-01
制造技术与机床(2015年10期)2015-04-09
制造技术与机床(2015年3期)2015-01-27