
攀钢高炉系统的非接触式皮带打滑检测
2016-12-07 02:59秦泽天
四川冶金 2016年4期
秦泽天
(攀钢钒炼铁厂,四川攀枝花617000)
攀钢高炉系统的非接触式皮带打滑检测
秦泽天
(攀钢钒炼铁厂,四川攀枝花617000)
二线制24VDC接近开关可作为一种非接触式的皮带打滑检测手段,选取直径合适的接近开关替代原有的接触式打滑检测,在攀钢高炉胶带运输机系统中大量运用。对接近体、相关检测及程序进行设计,并针对实际应用中出现的问题进一步处理,优化检测脉冲及DCS控制逻辑,防止打滑检测信号误报引起皮带误停,在保障生产顺行的前提下,避免接触式检测可能对皮带造成的伤害,防止皮带长时间打滑引起压料,保障高炉供料,降低生产成本和劳动强度。
打滑检测;非接触式;DCS;接近开关
1 引言
攀钢炼铁厂现有的高炉当中共有两种上料方式,料车上料和运输胶带上料,料车上料能力比较有限,而运输胶带是冶金企业极为普遍的运输设备,用以进行远距离传输物料,且对物料的传输具有持续性,有极高的上料能力,因此广泛用于1 000m3以上大高炉,运输胶带也成为了冶炼物料运输的不二选择。
然而此类运输设备在运行中皮带松动、机械卡阻造成皮带打滑是一种常见故障,皮带打滑经常导致物料堆积、洒料等上料受阻现象,随着卡阻和物料堆积,电机负荷猛增,甚至烧损电机,严重影响高炉生产顺行。2011年9月11日,攀钢新三号高炉返矿皮带机减速机故障,致使物料堆积,影响高炉生产205min,造成了不小的经济损失和人力物力负担。因此,实施一种成本低廉而行之有效的打滑检测势在必行。
打滑检测的方式有多种,按检测方式主要分为接触式和非接触式两种。常见的接触式打滑检测器主要由从动轮、电磁感应器、信号生成三部分组成,当从动轮转速达到一定值之上,电磁感应器利用类似发电机原理使两铜片接触,检测线路导通,该装置成本较高,而且在复杂工况使用中则可能会出现从动轮卡死磨损,甚至划伤皮带的现象。非接触式打滑检测器中比较典型的是单片机打滑报警装置,主要由高灵敏度非接触式探头、单片机信号处理单元和报警单元组成,其成本亦不低,而且其精密程度较高,在攀钢炼铁厂复杂工况中难以正常发挥作用。
接近开关是一种非接触式检测元件,在使用过程中无机械磨损,寿命长,安全可靠[1],绿色环保,精度高,成本低廉,并可良好的嵌入攀钢炼铁厂的DCS控制系统。
2 控制逻辑组态
高炉工艺复杂,控制环节众多,因此控制系统一般都用集散控制系统,而西屋Ovation系统集过程控制及企业管理信息技术为一体,其灵活开放的编程环境、站点功能分散独立、工具库功能强大等优点使得该系统成功应用于攀钢四号高炉。Ovation系统工具库是一组先进软件程序的集合,它主要包括I/ O组态工具、点生成器、安全建立器、任务下载工具、工程图建立器、点组建立器、系统管理工具[2]。
首先是I/O组态,使用的是Ovation组态工具“Power Tool”菜单中的“I/O Builder”,且设定I/O接口卡、槽(模块)等需遵循一定的规律,以便于查找和维护,见图1。一个控制器下最多有两个I/O接口卡,每个I/O接口卡下最多有8个分支,每个分支最多有8个模块。按照攀钢的模块定义规则,将所用的数字量输入模块定义为C6P1B4S5。
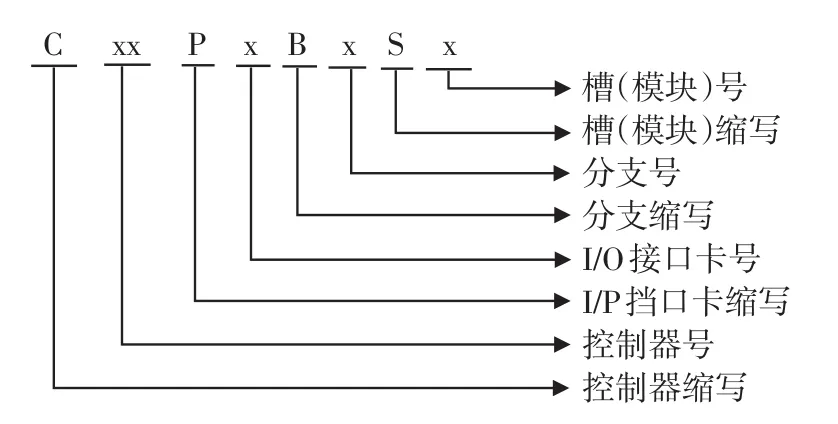
图1 I/O模块定义规则
其次是点的组态。点的命名也是需要遵循一定规律,以便于维护。对攀钢四号高炉沟下区域的6套皮带运输系统进行设计,由于打滑检测用的是二线制接近开关,故在O-vation控制系统的数字量输入模块上接入6个DI点。I/O组态中,我们已经定义了一块16位DI模板,点定义时使用“Power Tool”菜单中的“Point Builder”工具,按照厂内的规范从低到高依次按规范定义点名,见表1。
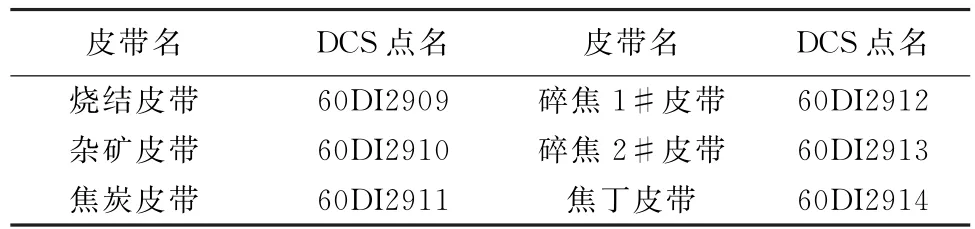
表1 编码器数字量输入点名表
最后是逻辑组态,也是最关键的部分,程序设计的好坏直接决定运行效果和效率。在I/O和点组态完成之后,下装控制器,当控制器中存在所需的6个定义点时,控制回路组态时才能引用该点。控制回路组态器(CB)是一个在AutoCAD基础上开发的图形编辑软件,即“Power Tool”菜单中的“Control Builder”,它主要适用于建立在控制器上运行的控制逻辑。算法块丰富,可直接调用[3-4]。按照该工具的组态规则组态控制回路,其程序流程图见图2。
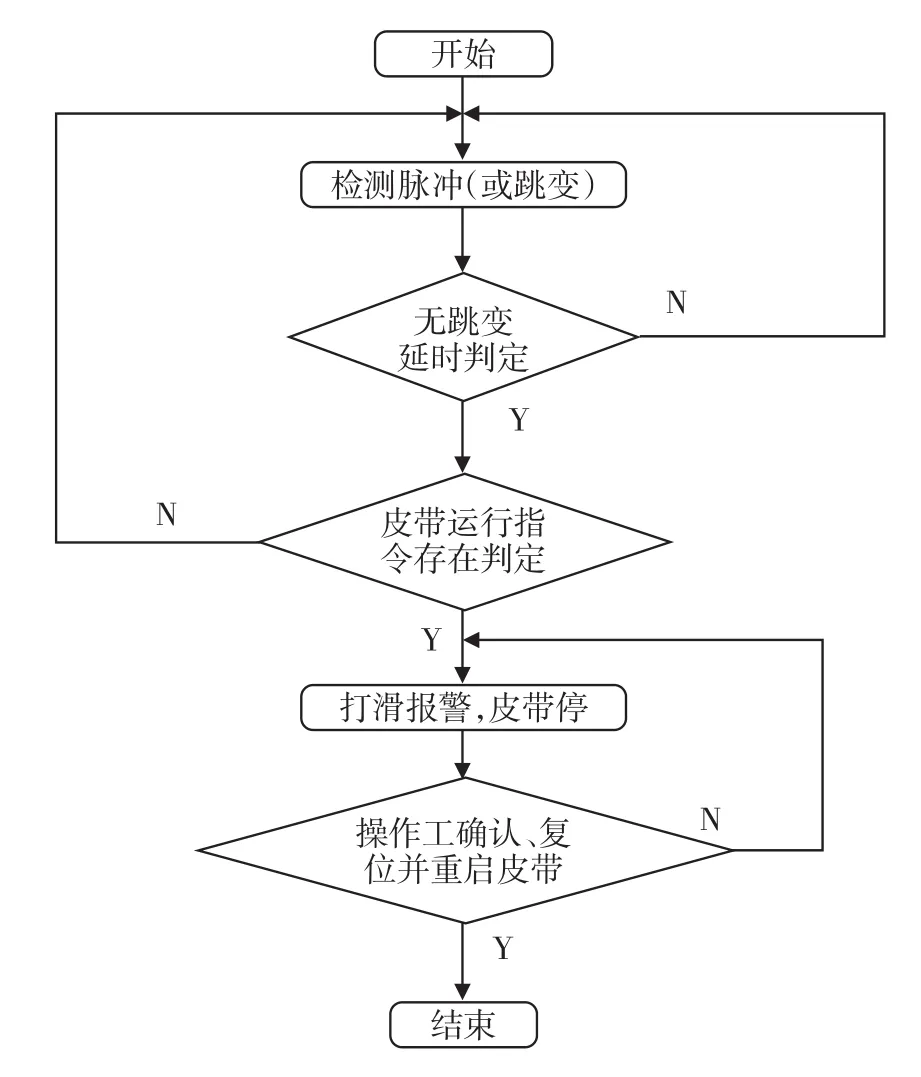
图2 打滑检测程序流程图
图中数字信号未发生跳变延时时间是打滑判定依据,可以随时调整,它是由正常情况下检测所得脉冲的实际周期和频率,并根据生产需要修正而来。主要控制逻辑为跳变延时判定,如果检测到信号持续10s(默认值,最多30s)没有跳变产生,则判定为皮带打滑或皮带未运转,如果皮带运行指令仍然存在,则认为该皮带已发生打滑现象,并停皮带,只有在岗位人员确认并复位之后才能重启皮带,如此就能避免没有及时采取措施导致的压料、停料。
3 电气控制
接近开关按原理主要分为电感式、电容式、霍尔式、光电式超声波式等,选用电感式接近开关,它属于一种有开关量输出的位置传感器,大多用于阀门的开关位置检测,由LC高频振荡器、信号触发器和开关放大器组成[5]。而市面上的电感式接近开关的输出形式主要有DC五线制、DC二线制、AC二线制、AC五线制等几种。攀钢四号高炉主要使用的是DC二线式接近开关,接线简单,对电缆等材料消耗较少,并使用DC24V中间继电器进行电气隔离,极大提高了系统安全性。其电气原理图见图3。
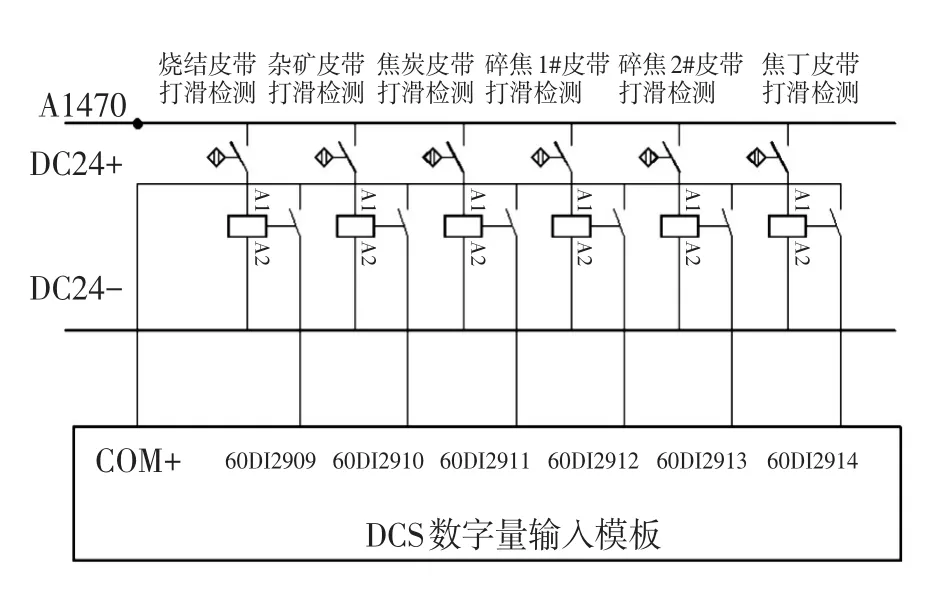
图3 电气原理图
在皮带尾轮上安装的接近体根据尾轮大小来设计,为同曲率的圆弧结构,配合DCS控制器中100毫秒扫描周期的控制逻辑,保证了脉冲的均匀程度和DCS对检测信号的分辨率。由于控制逻辑主要是检测跳变信号,故接近开关和中间继电器选择常开或常闭输出均可。
4 改进措施
在实际应用的过程中,绝大多数常转皮带的打滑检测均能正常发挥作用,然而焦炭皮带却常常发生误报误停,导致物料洒落,耽误高炉上料。
攀钢四高炉焦炭皮带的工艺较其他皮带有很大不同,它有变频器、接触器两套系统,而且不是常转,而是间歇运转,当中间称量斗需要备焦炭时,皮带才运转。运转过程也有两级转速,备料之初皮带以一级转速运转,当中间斗的称量值与给定值相差达到一定值之后皮带逐渐降速为二级转速,当称量值达到预停值之后皮带才逐渐停止。
生产岗位人员根据实际下料情况,修订的无跳变延时时间为6s,即检测信号超过6s无跳变则认为皮带打滑并停机。将该无跳变延时时间修改为1分钟之后,通过数个上料周期对DCS中焦炭打滑检测信号的历史趋势进行观察,发现该趋势前半程脉冲周期为2s左右且均匀,后半程脉冲频率周期都逐渐增大,周期最长时有20~30s之多,直至皮带停止。这种现象与焦炭皮带的两级变频转速的工艺特点有很大关系。正常使用时也是皮带变速之后才误报打滑进而停机,所以对焦炭皮带打滑检测的控制逻辑进行改进,其程序流程图见图4。
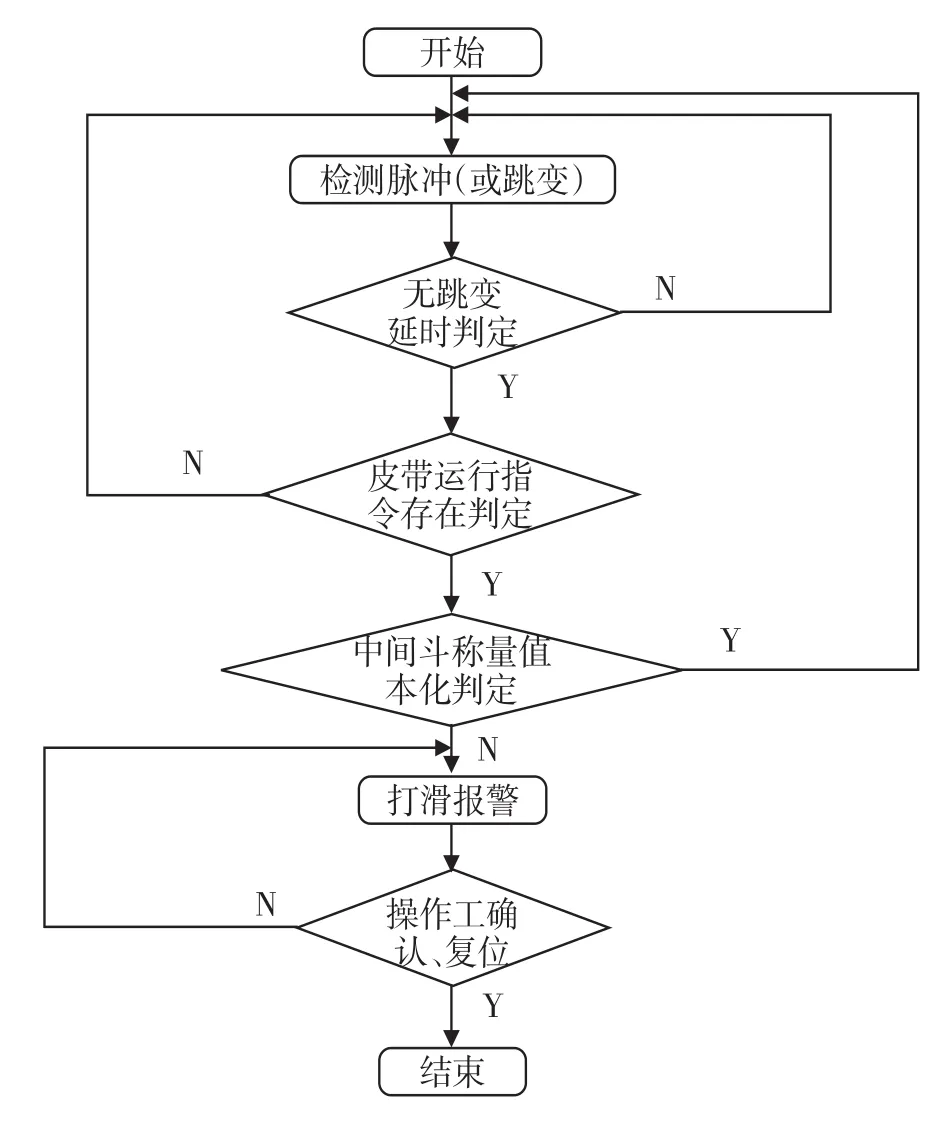
图4 改进后程序流程图
将中间斗的称量值变化引入打滑判定,检测信号如果6s以上无跳变并且中间斗称量变化量小于50kg(默认值,可修改)时,才认为皮带打滑。改进后至今均未再出现误报现象。
5 结论
DC24V的两线制接近开关在攀钢四号高炉皮带打滑检测中的大量应用,对检测系统的电气及DCS控制逻辑进行了设计。在实际应用中,根据个别皮带的工艺的特殊性,对控制逻辑进行了调整,防止打滑报警的误报和皮带误停,进而节约了清理洒落焦炭的人力物力,防止事故扩大化,同时也保障了上料过程的顺利进行。DC24V接近开关小巧轻便,而且价格仅为接触式打滑检测器1/50左右,选用该方法极大降低了生产成本,并且其非接触式检测手段可以避免皮带划伤、设备磨损带来的损失,提高了检测寿命和安全性。
[1] 郭建文.非接触式皮带打滑检测装置:2010全国机械装备先进制造技术高峰论坛论文汇编[C].广州.2010.
[2] 张红光,李福才.热工控制系统运行维护手册(Ovation控制系统)[M].机械工业出版社.
[3] Ovation系统软件组态手册(Solaris操作系统).上海西屋控制系统有限公司.2005.8.
[4] Ovation Algorithms Reference Manual[J]. Rev3.R3-1100(Rev3).Emerson Process Management Proprietary Class 2C.
[5] 郑重一.接近开关原理及其应用[J].百度文库1003-0492(2003)05-0031-04.
Scan the Belt’s Skid without Contact in Pan Steel’s Blast Furnace
QIN Ze-tian
(Pan steel puddling factory,Panzhihua 617000,Sichuan,China)
Double line approach switch can be used as a method of Scanning belt skid.These approach switches use 24 volt d.c.And choose the right diameter,Instead of Scanning the belt’s skid with contact,and widely used in Pan steel’s belt system.Design approach object,inspect method,process programme,ameliorate them in order to solve new problem,avoid wrong signals stop the belt.Ensure production is the first important,so avoid the damage by belt’s skid with contact and the material’s excessive accumulate,can ensure the material’s supply,reduce the cost of producing and maintenance.
belt skid,quantitative determination,spectrophotometer method,fluorescent method
1001-5108(2016)04-0073-04
TF321.3
B
秦泽天,助理工程师,主要从事电气及计算机自动化工作。
猜你喜欢
矿山安全信息(2021年3期)2021-11-30
煤气与热力(2021年6期)2021-07-28
中国特种设备安全(2021年9期)2021-03-02
矿产勘查(2020年1期)2020-12-28
科学与财富(2020年20期)2020-10-20
中国科技纵横(2017年3期)2017-03-29
山东工业技术(2017年4期)2017-03-28
中国质量监管(2016年10期)2016-07-10
现代冶金(2015年4期)2015-02-06
中国高新技术企业(2014年9期)2014-06-25
