ABS热塑性高分子材料的电阻热铆焊工艺
2016-12-12 02:42白生天张昌青王希靖
电焊机 2016年11期
白生天,张昌青,王希靖
(兰州理工大学有色金属先进加工与再利用省部共建国家重点实验室,甘肃兰州730050)
ABS热塑性高分子材料的电阻热铆焊工艺
白生天,张昌青,王希靖
(兰州理工大学有色金属先进加工与再利用省部共建国家重点实验室,甘肃兰州730050)
采用铝铆钉连接热塑性塑料ABS,利用电阻点焊机快速加热使铆钉两端变形形成铆头,同时熔融塑料对被连接ABS板材起粘接作用,该方法兼具铆接、胶结及焊接的工艺特点。在试验焊接电流2.5 kA、3 kA、3.5 kA、3.7 kA、4 kA条件下,分析通电过程中由于焦耳效应,不仅铆钉发热变形,受热传递影响铆钉周围塑料熔化,在压力作用下向板间铺展,形成塑性熔合区;研究不同参数下接头拉伸载荷和断裂形式分析接头的连接机理,确定最佳工艺窗口;通过光电子能谱分析接头粘接界面母材成分及化学结构变化。
热塑性;热铆;丙烯烃-丁二烯-苯乙烯;粘接
0前言
工业的快速发展导致金属等非可再生能源消耗越来越大,随着新型材料技术的发展,复合材料、特种塑料在家电、汽车、电子单件产品中的应用比例越来越大[1],塑料的连接技术随之成为科研人员重点研究的课题。电阻焊加热铆钉的连接工艺在金属连接中已有成熟应用,但对塑料及复合材料的研究和应用鲜有报道,试验采用该工艺连接热塑性塑料丙烯烃-丁二烯-苯乙烯(ABS)。
本研究选择6063铝合金铆钉连接热塑性塑料ABS。铝合金塑性高、质量轻、导热性好等,ABS作为热塑性塑料,经高温熔化冷却可反复成型而不发生变性,因此利用电阻点焊机加热铝铆钉连接ABS板材,在高温、压力作用下,铆钉变形、塑料熔化冷却形成熔合区,使接头具有铆接、胶结、焊接的工艺特点。在此研究不同电流参数下接头的力学性能差异,从接头形貌、断裂形式、形成熔合区面积等方面分析影响接头性能的因素,从而确定最佳工艺窗口。
1实验材料和方法
1.1实验材料
材料为6063半空心铝合金铆钉,尺寸φ3mm× 8 mm;热塑性塑料ABS,尺寸80 mm×25mm×2 mm。材料的物理性能见表1。
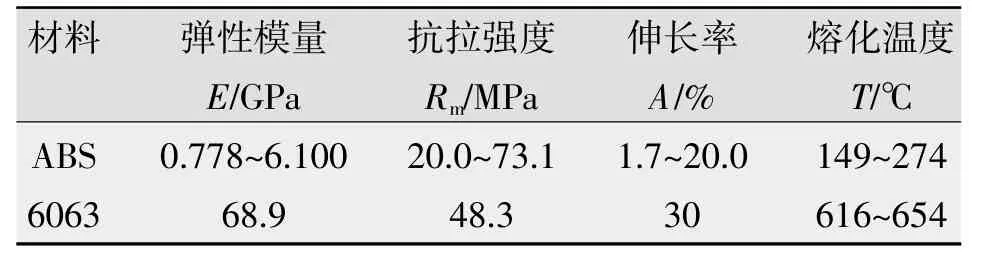
表1 ABS和6063铝合金的物理性能Table 1Physical property of ABS and 6063 aluminium alloy
1.2实验方法
实验焊接设备采用唐山松下YF-0201Z2交流电阻点焊机,首先在搭接接头中心区预打孔,然后植入金属铆钉,将准备好的工件放置在电极之间进行焊接。其中上电极采用凹形电极,铆钉的半空心部分与上电极相对放置。实验参数如表2所示。实验前使用砂纸将接头搭接区域打磨粗糙,并用酒精溶液擦拭打磨区域,以去除ABS表面的油污和残留的脱模剂。采用WDW-3100微机控制电子万能试验拉伸机对焊接接头进行拉伸性能测试,拉伸速度1mm/min,根据标准制作拉伸测试试样,焊后接头效果及拉伸试样如图1所示。
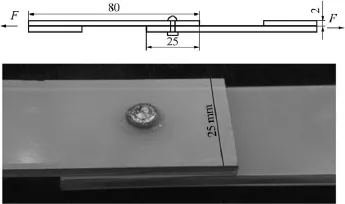
图1 拉伸试样和焊接效果Fig.1Tensile sample and welding joint
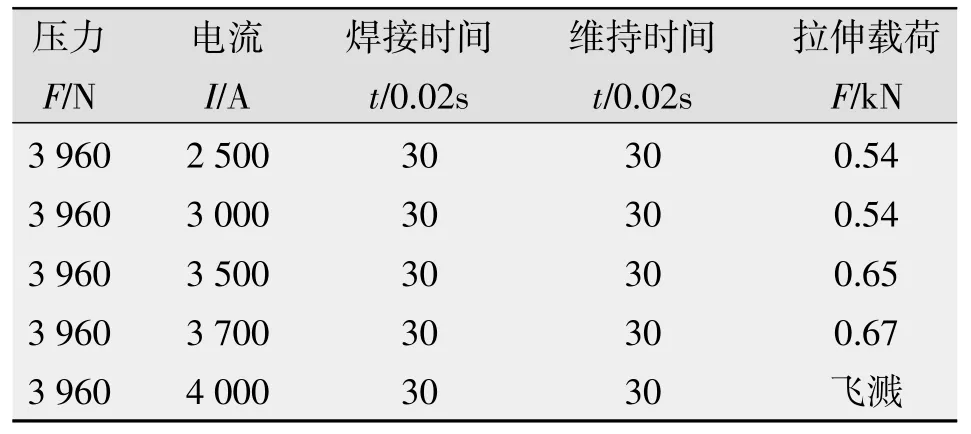
表2 实验参数及接头强度Table 2Parameters and shear strength of joints
2实验结果和分析
2.1微观组织分析
ABS/ABS焊接接头熔合区微观形貌如图2所示。铆钉周围ABS塑料受热传递影响发生熔化,在压力作用下向两板间铺展,与铆钉距离越近,熔化的塑料与两板熔合越均匀。与铆钉距离越远:(1)向铆钉周围塑料传递的热量减少,散失的热量增加,因此熔融塑料铺展到一定范围时冷却,并与两板相互粘接;(2)被连接板材所受电极力作用区域有限,当大于电极头作用范围时板材所受压力明显较小,因此在图2中熔合区边缘与两板间存在明显的分界线。

图2 接头熔合区SEMFig.2Joint fusion zone SEM picture
ABS/ABS塑料粘接处局部微观形貌如图3所示。熔融塑料与ABS塑料板互相浸润,形成紧密的粘接作用,但是粘接界面很少达到原子间的接触而形成密集的化学键结合[2],该过程仅是ABS之间的粘接作用,未发生化学反应形成配位键。根据粘接理论形成配位键的条件——两种物质一方为电子供
体,另一方为电子受体,两者相互作用不产生排斥反应因此可以产生配位键,ABS/ABS粘接作为同种物质,均为电子供体,在原子接触界面很难形成大量的配位键[3]。

图3 ABS/ABS粘接处局部微观形貌Fig.3ABS/ABS bonding interface microstructure
铝铆钉与ABS塑料具备形成配位键的条件,ABS可以提供多余的电子对,金属铝是典型的缺电子物质,两者相互结合可以形成配位键,提高了接头强度。
2.2力学性能及接头断裂形貌分析
接头拉伸载荷如表2所示,相应参数下接头拉伸的应力—应变曲线如图4所示。由拉伸载荷和拉伸曲线可以看出,随着焊接电流增大,接头强度不断提高,当电流超过3 700 A时,由于焦耳效应产生的热量过多,导致铆钉软化变形速率迅速增加,在电极压力作用下,软化的铝合金向周围延展速率小于变形速率,导致焊接过程中铆钉发生飞溅,不能形成有效的焊接接头[4]。由图4的应力—应变曲线可知,电流2 500 A、3 000 A条件下的拉伸曲线相似,表明接头拉伸过程中仅铝铆钉承受载荷,接头未形成有效的塑料熔合区,接头强度实际等于铆钉的剪切强度。电流3 500 A、3 700 A条件下的应力—应变曲线发生明显的“跳跃”,表明:
(1)焊接过程中铆钉产生的热量通过热传递熔化周围塑料,在压力作用下熔融塑料向两板间铺展形成熔合区,对接头起粘接作用从而提高接头强度。
(2)拉伸断裂分两步进行:①接头粘接的熔合区发生撕裂,是提高接头强度的主要因素;②铆钉承受载荷发生塑性断裂。
焊接通电加热过程对于铝铆钉相当于金属再结晶过程,当电流过大产热量过多时,易发生晶粒粗大降低铆钉强度,因此选择合适的电流既能提高接头强度,也有利于提高接头的抗疲劳性能。根据接头抗拉强度及接头断裂形式,焊接电流3500~3700 A为最佳工艺窗口。

图4 接头应力—应变曲线Fig.4Stress-strain curve of joint
典型接头断裂形貌如图5所示,铆钉周围熔合区在拉伸过程中撕裂,之后铆钉从塑料板一侧脱落,从断口形貌可看出接头失效形式为韧性断裂,拉伸过程中,熔合区首先发生撕裂,形成“鱼鳞状”分层薄片,表明两板间融化的塑料互溶形成良好的粘接效果,进一步验证塑料熔合区形成的粘接效果对提高接头强度所起的作用。
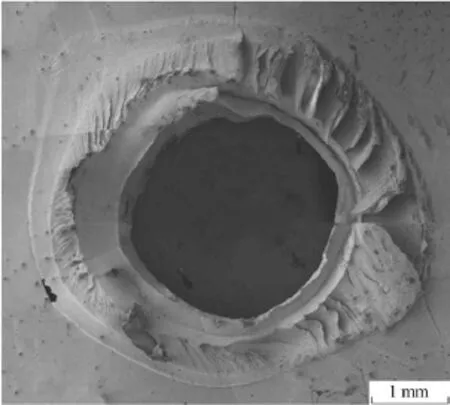
图5 接头断裂形貌Fig.5Fracture morphology of joint
2.3X射线光电子能谱分析
X射线光电子能谱是一种从成分和结构上对材料表面进行分析的技术手段,采用PHI-5702多功能电子能谱仪对ABS/ABS焊接接头粘接界面进行光电子能谱分析。图6为接头界面XPS谱,对01 s峰进行分峰处理,01 s谱如图7所示,分析结果见表3。
ABS高分子聚合物由碳、氢、氮三种元素组成,从XPS全谱分析可知,除上述三种元素外还存在氧元素,主要以C—O、C==O两种形式存在,其中C—O键含量占11.67%,是接头结合面中氧元素的主要存在形式,其余少量氧以C==O键形式存在。ABS聚合物自身不存在C—O、C==O键,实验证明聚烯烃等经电晕放电处理后,经红外光谱分析证实具有—C==O,—OH等活性基团[5],为胶粘剂之间的化学反应提供了可行条件,焊接过程中靠近铆钉的ABS聚合物局部可形成类似电晕的物理环境,在两电极强电场作用下,各种离子加速冲击ABS塑料,导致塑料分子的化学键断裂并降解,一方面增加ABS表面粗糙度和表面积,另一方面使塑料分子氧化,产生C==O羰基等极性较强的基团,提高粘接界面的表面能。此外,接头粘接界面中存在11.67%的C—O键,其产生的化学反应可能为[6]:


图6 接头界面XPS谱Fig.6XPS spectrum of joint interface
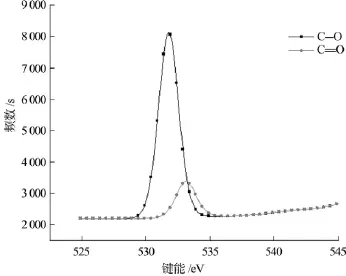
图7 接头界面01 s谱Fig.701 s spectrum of joint interface
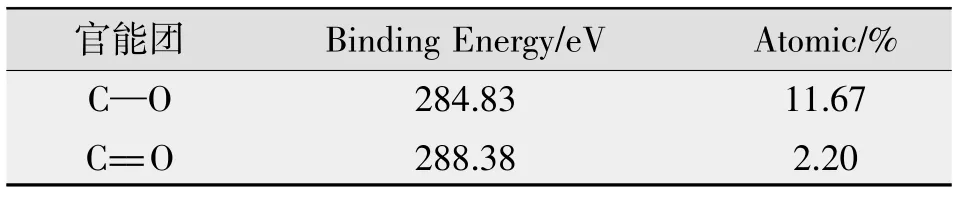
表3 接头粘合界面官能团含量Table 3Group contents of joint bonding interface
粘接的配位键机理认为,强的粘附作用来源于胶粘剂分子与被粘物在界面上生成配位键,ABS/ ABS粘接作为同种物质,都是供电子体,在原子接触界面很难形成大量的配位键,但是实验证明接头中粘接效果可以显著提高接头强度。因此在ABS/ABS粘接界面由于发生化学反应,生成新的化学键或官能团如C—O键是粘接效果的主要原因。
3结论
(1)分析接头微观组织形貌,得出焊接接头形成一定范围的粘接面积,且距离铆钉越近,ABS板与熔融塑料形成的熔合区接触越紧密。
(2)熔化塑料形成的粘接熔合区可以显著提高接头强度。在最佳工艺窗口为电流3 500~3 700 A,接头的粘接熔合区首先发生撕裂,随后铝铆钉发生韧性断裂。
(3)ABS/ABS粘接界面为同种物质,都是供电子体,在原子接触界面很难形成大量的配位键。但是焊接过程中产生C==O、—OH键,经化学反应生成新的化学键如C—O键,是粘接效果的主要原因。
[1]范子杰,桂良进,苏瑞意.汽车轻量化技术的研究与进展[J].汽车安全与节能学报,2014,5(1):1-16.
[2]周定沛.粘接配位键机理的实验研究(二)[J].粘接,1987,8(4):1-5.
[3]周定沛.粘接配位键机理的实验研究(一)[J].粘接,1987,8(1):1-5.
[4]中国机械工程学会焊接学会.电阻焊理论与实践[M].北京:机械工业出版社,1994.
[5]潘慧铭,黄素娟.表面、界面的作用与粘接机理(二)[J].粘接,2003,24(3):41-46.
[6]潘慧铭.界面的配位作用与化学反应(二)[J].粘合剂,1988(3):41-48.
Electric resistance hot-driven riveting welding of ABS thermoplastic polymer materials
BIA Shengtian,ZHANG Changqing,WANG Xijing
(State Key Laboratory of Advanced Processing and Recycling of Non-ferrous Metals,Lanzhou University of Technology,Lanzhou 730050,China)
In this paper,the research uses aluminum rivet connection thermoplastic polymer ABS,forming riveting heads on both sides of connected joint by resistance spot welding machine heating rivet quickly,and bonding ABS plates by forming molten-plastic,which has the advantages of machine riveting,bonding and welding.When welding current is 2.5 kA,3 kA,3.5 kA,3.7 kA and 4 kA,study the effect of riveting deformation and molten-plastic on the joint strength due to joule effect and pressure in the welding process.The molten-plastic will spread out and form the plastic fusion zone between plates,which could increase greatly strength of joint;through research the strength of joint and fracture pattern with different parameter,analyze the connection mechanism of joint and explore the optimum process window,research the adhesive interface composition and chemical structure changes of joints by electron spectroscopy.
thermoplastic;hot riveting;ABS;bonding
TG453+.9
A
1001-2303(2016)11-0074-04
10.7512/j.issn.1001-2303.2016.11.15
献
白生天,张昌青,王希靖.ABS热塑性高分子材料的电阻热铆焊工艺[J].电焊机,2016,46(11):74-77.
2016-01-01;
2016-06-26
甘肃省自然基金资助项目(1508RJZA055)
白生天(1987—),男,甘肃民勤人,硕士,主要从事异种材料电阻焊连接的研究及应用工作。
猜你喜欢
小资CHIC!ELEGANCE(2022年3期)2022-01-11
纺织科学研究(2021年6期)2021-12-02
粉末冶金技术(2021年3期)2021-07-28
粉末冶金技术(2021年1期)2021-03-29
装备制造技术(2020年2期)2020-12-14
消费导刊(2020年33期)2020-08-27
中国塑料(2016年6期)2016-06-27
中国塑料(2016年1期)2016-05-17
中国光学(2015年1期)2015-06-06
火炸药学报(2014年5期)2014-03-20