
聚氨脂抛光垫表面开槽加工工艺研究
2016-12-13 06:53杨向东陈文军李翠坤陈泽茫邓光星
装备制造技术 2016年10期
杨向东,陈文军,李翠坤,陈泽茫,邓光星
(广州华立科技职业学院,广东广州511325)
聚氨脂抛光垫表面开槽加工工艺研究
杨向东,陈文军,李翠坤,陈泽茫,邓光星
(广州华立科技职业学院,广东广州511325)
介绍了化学机械抛光技术,重点分析了国产聚氨脂抛光垫表面结构的几何特征及其三种开槽加工工艺的效率与成本。通过检测及试验研究得出结论如下:国产聚氨酯抛光垫表面微孔都在70μm左右。国产聚氨酯抛光垫的孔隙率为62%左右;激光加工工艺是可以实现高速、高效、低成本化的聚氨酯抛光垫加工;对于宽度与深度为1mmx1mm的聚氨酯抛光垫沟槽的最佳工艺方案为选择40W激光功率的CO2激光打标机一次加工成型;抛光垫的低成本化、国产化及其沟槽的结构将是未来CMP的研究方向之一。
CMP;聚氨脂;抛光垫;开槽加工
化学机械抛光(Chemical Mechanical Polishing,简称CMP)技术是近年来应用较多的超精密加工方法之一[1,2],其原理是被抛光对象如硅片、光学玻璃、金属、蓝宝石等在压力作用下,与抛光垫及其粗糙度峰间的磨粒相互接触、摩擦产生机械作用,并与抛光液的化学腐蚀相互作用,表面材料被去除,从而实现平坦化[3]。
抛光垫是CMP的重要组成部件,聚氨酯抛光垫由于具有耐磨性好、形变性小和抛光效率高等优点,成为CMP过程的关键抛光部件之一[4]。其材质、物理性能、表面形状、沟槽结构等将严重影响基板与抛光液的接触区域、润滑特性及其摩擦磨损规律[5,6]。但目前国内如天津晶岭、沈阳科晶等企业对于对抛光垫上述特性的研究尚处于起步阶段[7],国际上美国Rodel、日本Fujimi等抛光垫主流厂商在技术及价格上形成垄断。
目前,聚氨酯抛光垫的加工方法主要有激光加工、高速雕铣、成型刀具加工及模具热压法加工等[8]。本文通过试验、检测等方法分析了三种加工工艺对聚氨酯抛光垫表面开槽的加工效率、成形质量及加工成本影响,并确定出较优的加工工艺,为聚氨酯抛光垫表面开槽提供工艺解决方案,并对CMP消耗品的国产化及低成本化提供参考。
1 实验部分
1.1试验与测试设备
使用HANS CO2激光打标机(100 W,如图1所示)、JDC600V高速精密雕铣机(如图2所示)及专用拉削加工机床对2 mm厚圆形国产聚氨酯抛光垫进行加工。使用Hitachi 4 800 N扫描电子显微镜、OLMPUS400激光共聚焦显微镜等对抛光垫的沟槽、微观表面形貌等参数进行测试分析。

图1 CO2-100XP激光打标机(波长:10.6μm)

图2 JDC600V精密雕铣机
1.2试验样品
圆形国产聚氨酯抛光垫由郑州龙达磨料磨具有限公司提供。其性能如表1所示。

表1 国产聚氨酯物理性能
1.3试验方法
不同加工工艺制成的抛光垫如图3所示。加工出同心圆加放射状抛光垫表面形状,矩形沟槽深度与宽度为1 mm×1 mm时,采用激光加工时考虑其易于热融的特点,从20 W至70 W激光功率区间每隔5 W为一组,进行不同功率试切法,最终确定采用40 W激光功率一次加工成型。如图3(a)所示。
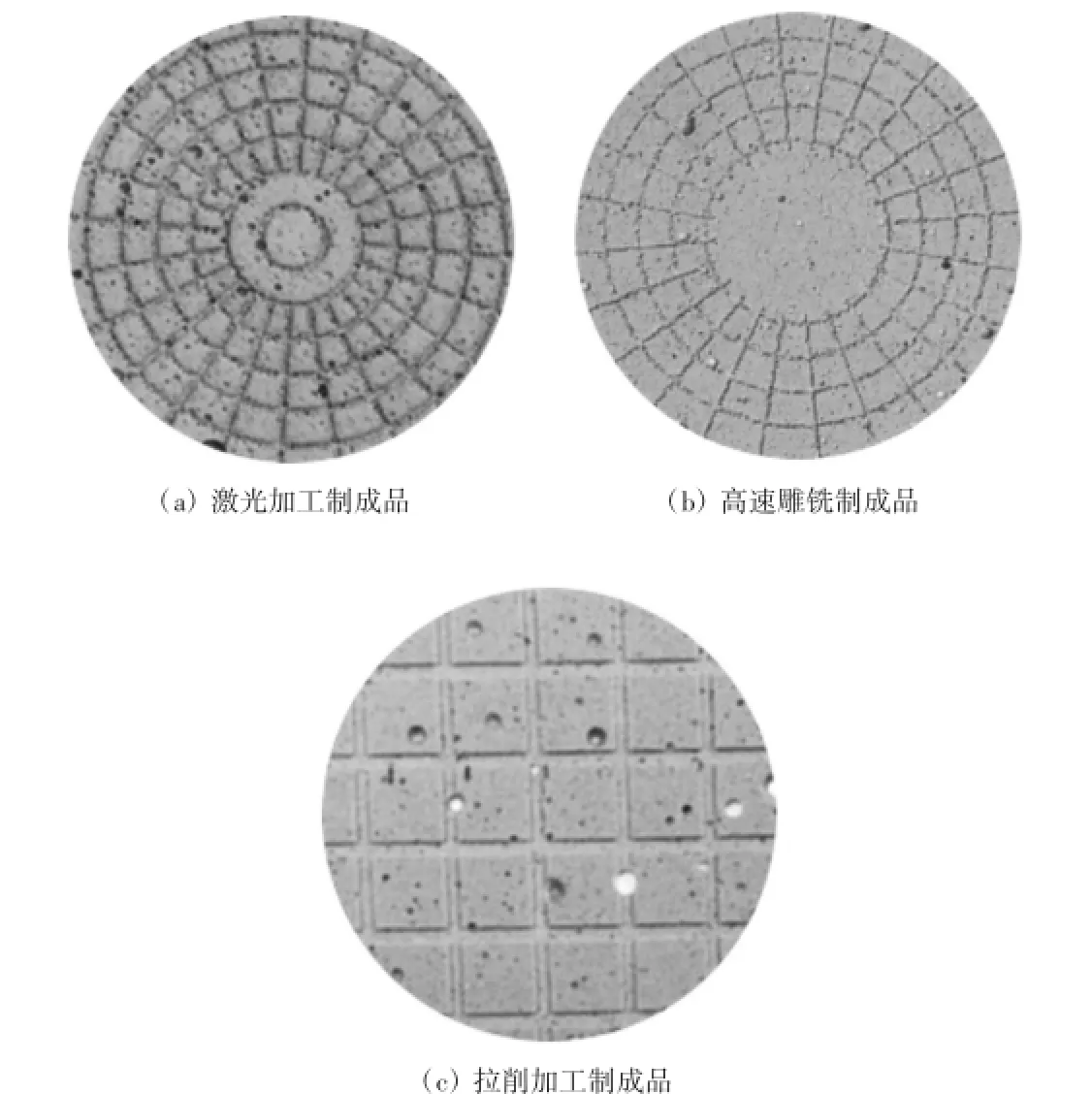
图3 不同加工工艺制成的抛光垫
高速雕铣机床加工同样聚氨酯抛光垫时,考虑聚氨酯抛光垫的弹性,采用1 mm平底铣进行加工。主轴转速为18 000 r/min,进给速度为2 000 mm/min.加工出的抛光垫如图3(b)所示。
拉削加工机床为传统加工,考虑到拉刀的易成形性,故拉削加工上述形状的抛光垫是无法完成的。试验中拉削加工出网格形表面形状,沟槽宽度与深度为2 mm×1 mm的抛光垫,如图3(c)所示。
2 结果与讨论
2.1不同工艺方法对加工成型的影响
国产聚氨酯其主要成分是发泡体固化的聚氨酯,其表面有许多空球体微孔密封单元结构,如图4所示。由图4可以测出其微孔都在70 μm左右。国产聚氨酯抛光垫的孔隙率为62%左右。

图4 国产聚氨酯抛光垫外形及SEM图
激光加工由于是电脑编程及非接触加工,可以加工微细形状沟槽结构且成型较易,如图3(a)所示。高速雕铣及拉削加工属于机械加工,由图3(b)及3(c)可以看出,高速雕铣后聚氨酯抛光垫沟槽结构反弹严重,且有胡须状碎屑相连。拉削加工受限于刀具尺寸,只能成型较大尺寸沟槽结构的聚氨酯抛光垫,且成型时聚氨酯材质沟槽的脆性断裂导致沟槽尺寸的一致性较差。如图5所示。
三种加工工艺加工后的聚氨酯抛光垫沟槽表面粗糙度Ra如图6所示。由图6可以看出,激光加工后沟槽的表面质量要优于其它两种加工方式。这主要是由于CO2-100XP激光打标机相比于其它两种加工方式而言,加工过程中不与工件接触,不产生机械挤压或机械应力,因此不改变抛光垫的物理性能。另外,由于激光聚焦后的尺寸很小,热影响区域小,加工比较精细。
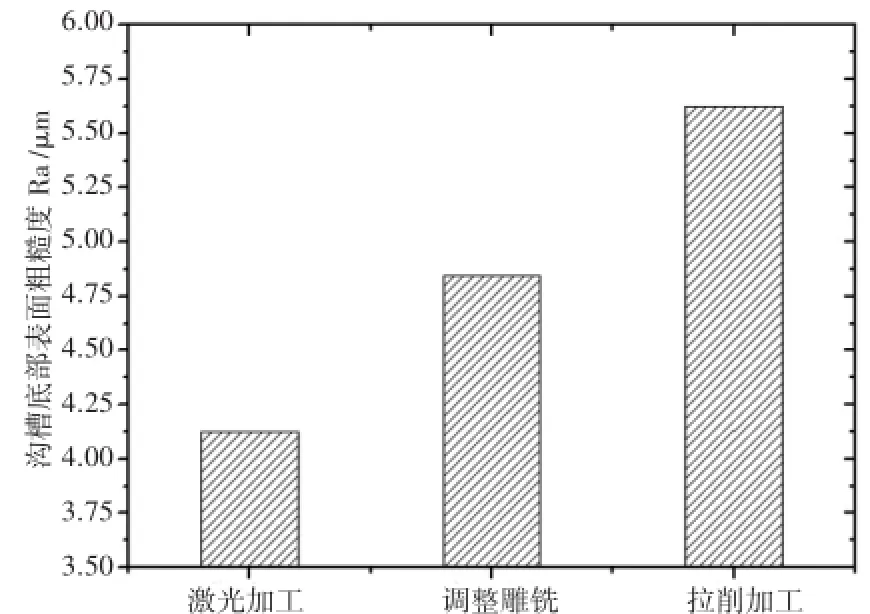
图6 不同加工工艺形成聚氨脂抛光垫沟槽底部表面质量
2.2不同工艺方法对加工效率的影响
拉削加工聚氨脂抛光垫需要专用机床,刀具每次使用都需要调整,且无法实现调整自动化生产。高速雕铣加工主轴转速及进给速度可以很高,但对于高弹性材质的聚氨脂抛光垫来讲,加工后会产生弹性回复,加工的沟槽(尤其是亚毫米级)形状无法精确保证。且每次加工均需要调整机床及对刀,加工效率低下。
激光加工由于和以上两种机械加工相比,聚焦后的激光就像极细的无形刀具,将物体局部区域的表面逐点的“烧”掉,不与物体接触,且由计算机自动控制,生产时不需人为干预,能实现在生产线上对抛光垫进行高速、高效的自动化加工。
三种加工工艺由其自身特点决定的加工工时分别为12 min、23 min、35 min,如图7所示[9]。由图7可以明显看出激光加工较其它两种加工工艺工时较短。

图7 不同加工工艺加工工时图
2.3不同加工工艺的成本比较
三种加工工艺的成本差别,是由电力、耗材、人力、折旧、场地等因素组成,与加工效率也密切相关[10]。
综合比较,成型机床由于需要专用刀具,故其加工成本最高,其次是激光加工工艺,高速雕铣成本较为低廉,但机床调整费时费力。
3 结束语
经过分析,可以得出如下结论:
(1)国产聚氨酯抛光垫表面微孔都在70 μm左右。国产聚氨酯抛光垫的孔隙率为62%左右。
(2)激光加工工艺是可以实现高速、高效、低成本化的聚氨酯抛光垫加工。对于宽度与深度为1 mm ×1 mm的聚氨酯抛光垫沟槽的最佳工艺方案为选择40 W激光功率的CO2激光打标机一次加工成型。
(3)抛光垫的低成本化、国产化及其沟槽的结构将是未来CMP的研究方向之一。
[1]Wei X,Yang X D,Xie X Z,et al.A material removal rate model-based chemical action of ultra-thin SUS304 substrate in chemical mechanical polishing[J].The International Journal of Advanced Manufacturing Technology,2015,85(1):287-290.
[2]杨向东,魏昕,谢小柱,等.基于化学机械抛光过程的超薄不锈钢基板表面特性分析[J].润滑与密封,2015,(04):45-48.
[3]杨向东,魏昕,谢小柱,等.超薄不锈钢基板化学机械抛光运动机理分析[J].组合机床与自动化加工技术,2015,(05):27-30.
[4]韩艳,周青,王凤勇,等.硬质多孔聚氨酯脲抛光垫材料的制备及性能研究[J].化学推进剂与高分子材料,2013,
(3):032.
[5]张朝辉,雒建斌,温诗铸.考虑抛光垫特性的CMP流动性能[J].机械工程学报,2006,42(4):13-17.
[6]张朝辉,杜永平,常秋英,等.化学机械抛光中抛光垫作用分析[J].北京交通大学学报,2007,31(1):18-21.
[7]胡伟,魏昕,谢小柱.化学机械抛光中抛光垫表面沟槽的研究[J].制造技术与机床,2008,31(1):77-79.
[8]刘波.抛光垫表面构造和组织对CMP影响效果的研究[D].大连:大连理工大学,2006.
[9]陈文召.基于特征的零件数控加工工时预测[J].科技创新与应用,2013,20(5):120-121.
[10]张晓东.激光加工成本分析[J].经营管理者,2011,40(23):294-294.
Study of Grooving Process for Polyurethane Polishing Pad
YANG Xiang-dong,CHEN Wen-jun,LI Cui-kun,CHEN Ze-mang,DENG Guang-xing
(Guangzhou Huali Science and Technology Vocational College,Guangzhou Guangdong 511325,China)
This article describes the chemical mechanical polishing technique and focuses on the domestic polyurethane polishing pad surface’s geometric characteristics and the efficiency as well as cost of three grooving manufacturing processes.By detecting and experimental studies have concluded as follows:The surface microporous of domestic polyurethane polishing pad are at an average of 70μm.Domestic polyurethane polishing pad has a porosity of about 62%.Laser processing can achieve high-speed,high efficiency,lower cost of the polyurethane polishing pad processing.The optimum groove solution of polyurethane polishing pad whose width and depth is 1mmx1mm can be finished by CO2laser marking machine once processing molding when its laser power is 40W.The lower cost,localization and groove structure of polishing pad will be the research directions of CMP in the future.
chemical mechanical polishing;polyurethane;polishing pad;grooving
TN305.2;TB31
A
1672-545X(2016)10-0087-03
2016-07-02
广东省大学生科技创新培育专项资金立项项目(项目编号:pdjh2015b0886与pdjh2016b0872)
杨向东(1980-),男,河南南阳人,在读博士,讲师,研究方向:超精密加工技术。
猜你喜欢
中国设备工程(2022年12期)2022-07-11
西北工业大学学报(2022年2期)2022-05-11
化学工业与工程(2022年1期)2022-03-29
建材发展导向(2022年1期)2022-03-08
轮胎工业(2021年10期)2021-12-24
皮革制作与环保科技(2020年13期)2020-03-17
制造技术与机床(2019年2期)2019-03-06
中国机械工程(2018年14期)2018-09-22
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年9期)2017-11-27
