
基于特定光照强度的视觉测量系统误差补偿方法
2016-12-13 06:53王世颖张杰钟鸿涛黎达成李俊铭陶建华
装备制造技术 2016年10期
王世颖,张杰,钟鸿涛,黎达成,李俊铭,陶建华
(广州大学机械与电气工程学院,广东广州510006)
基于特定光照强度的视觉测量系统误差补偿方法
王世颖,张杰,钟鸿涛,黎达成,李俊铭,陶建华
(广州大学机械与电气工程学院,广东广州510006)
在机器视觉测量系统中,光照强度影响着图像的对比度和边缘特征等,从而对最后的轮廓识别精度造成影响。从系统测量的稳定性角度出发,确定合适的光照强度范围,并求出误差补偿曲线。结果表明,在相机的曝光时间为0.05ms时,取光照强度11200Lux,使用系统进行测量时,得出的结果最稳定,伴随其误差补偿曲线为△=-0.0009011*L+0.4995.
光照强度;轮廓识别精度;机器视觉;误差补偿
光源作为机器视觉测量技术不可缺少的成分之一,其目的是使被测物体能够在合适的光线下尽可能地凸显其特征。在图像检测技术中,光照强度对系统测量精度的影响占有较大的比重。于是,人们开始提出一些方法来提高系统的测量精度。例如“动态调整像素当量值[1]”是根据光照强度的变化动态调整像素,用以解决系统工作过程中照射到工件的光照强度变化引起的测量精度变化的问题。但是该方法需要实时准确测量光照强度,对于正在工作的系统,实时测量被测工件照射到的光照强度,其可行性不高,并且测量设备长期工作时表面容易积灰,导致测量结果不准确。
本文在以机器视觉为基础的测量系统的前提下,从实验的角度讨论光照强度对机器视觉测量系统精度的影响,确定合适的光照强度之后,提出对系统的测量结果进行补偿的方法,从而提高系统的精度。
1 工件尺寸测量系统
以自主开发的数控自动编程系统为实验平台。该平台硬件部分除了CCD相机外,光源采用蓝色LED环形光源。配置合适的光源后,在此基础上进行寻找最佳光照强度的实验,进一步提高系统的稳定性和精度。
在视觉测量系统中,不同光源对图像成像质量的影响主要表现在光与被测物体间的相互作用、照明的光谱、照明的方向性等[2]。选择合适的光源,可以凸显工件特征、提高检测精度和保证检测系统的稳定性。其中,本系统用于测量工件长度,工件背景颜色大多为银色。于是选择蓝色光源。蓝色光源波长位于430~480 nm之间,适用于银色背景的产品。另外由于测距的需要,采用环形光源,光照均匀,无虚影产生,清晰度高。系统的实物图如图1所示。
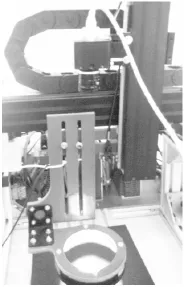
图1 系统实物
本系统是用的是Canny边缘检测[3]来对所获取工件图片的边缘进行识别。检测的整个过程的精度与工件成像的质量密不可分。图像中工件的边缘越清晰,边缘处灰度值变化越明显,其边缘检测越稳定,精度越高。当相机、光源等型号确定后,实验变量,例如光照强度,曝光时间等的优化可以进一步提高系统的精度。在选定的曝光时间(0.05 ms)下,以上述的实验系统为平台进行寻找最合适于本系统光照强度的实验。
2 实验方案及结果
2.1实验器材
本实验使用的实验仪器,材料如下:
(1)CCD相机:焦距16 mm,像元尺寸5.2×5.2 μm,像素1 280×1 024;
(2)镜头:焦距16 mm;
(3)蓝色环形光源:内径10 cm;
(4)光源控制器:输出24 V~36 W;
(5)GM1020数字流明计;
(6)量块:标称长度6.5、7、7.5、8、8.5、9、9.5、10、20、30、40、50、60(mm),极限偏差te(μm):
ln≤10,te=0.45
10<ln≤25,te=0.60
25<ln≤50,te=0.80
50<ln≤75,te=1.00
(7)标定板:60 cm×60 cm,绝对偏差0.2 μm;
(8)磨砂PVC背景板;
(9)福禄克万用表F15B+;
(10)自主开发的数控自动编程系统界面程序。
2.2实验方案
(1)使用标定板和Halcon软件标定助手标定后,取曝光时间为0.05 ms.
(2)利用流明计和万用表,将电流值和光照强度相匹配,取光强为1500Lux、22500Lux,依次取成公差为1500Lux的等差数列,得出此时对应的电流值,实验时保持环境光强基本不变;
(3)取标称值为40 mm的量块,测量其在不同光强下的长度,重复5次,得出以x轴为光强,y轴为测量结果的曲线图,分析并选择合适的光照强度;
(4)分析以上结果,选择合适的光照强度,在该光照强度下,取量块标称长度为7、8、9、10、20、30、40、50、60(mm)进行实验,重复五次得平均值,得出各量块的测量结果及误差;
(5)利用Matlab对各量块的测量结果和误差进行曲线拟合,得出补偿公式。
2.3实验结果
由以上实验方案得出的实验现象及结果如下所示。其中图2为实验方案步骤(3)得出的实验现象,表1为实验方案步骤(4)选定光强为11200 Lux时取得的实验结果。图3为实验方案步骤(5)曲线拟合的实验结果。其误差补偿曲线公式为:
△=-0.0009011×L+0.4995
其中,L为实际测量的结果,△为应补偿的误差值(单位:mm)。拟合曲线的残差平方和(SSE)的值为0.001755,可见拟合程度比较理想。
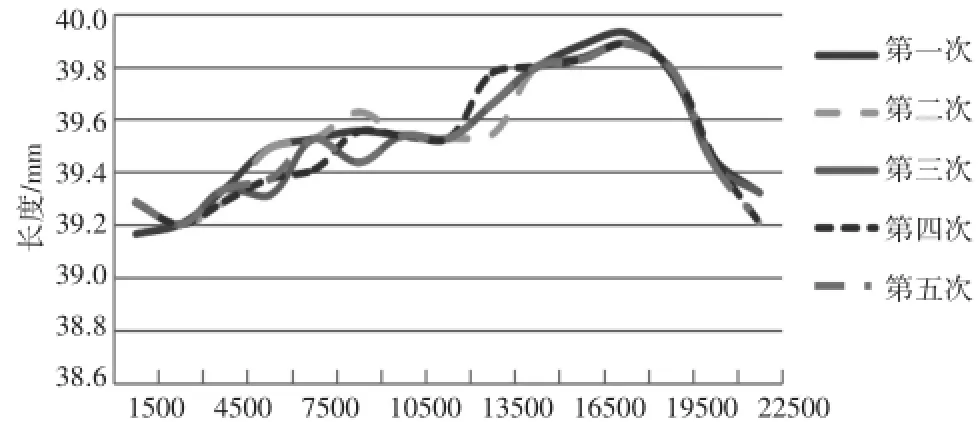
图2 不同光强下测量结果曲线
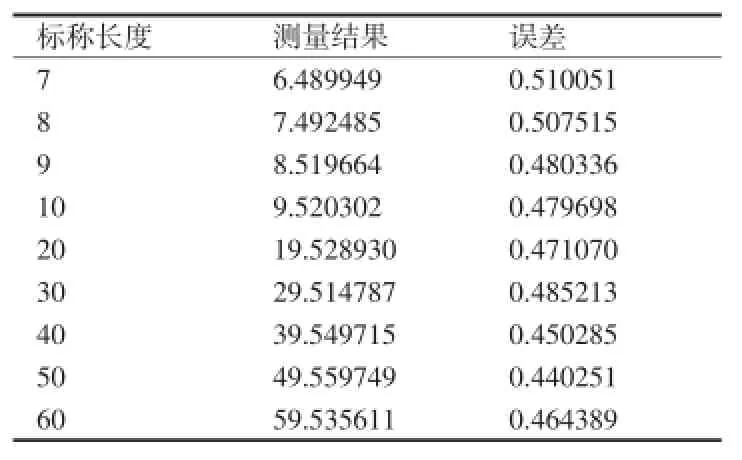
表1 光强11200Lux,各种长度下的测量结果及误差/mm
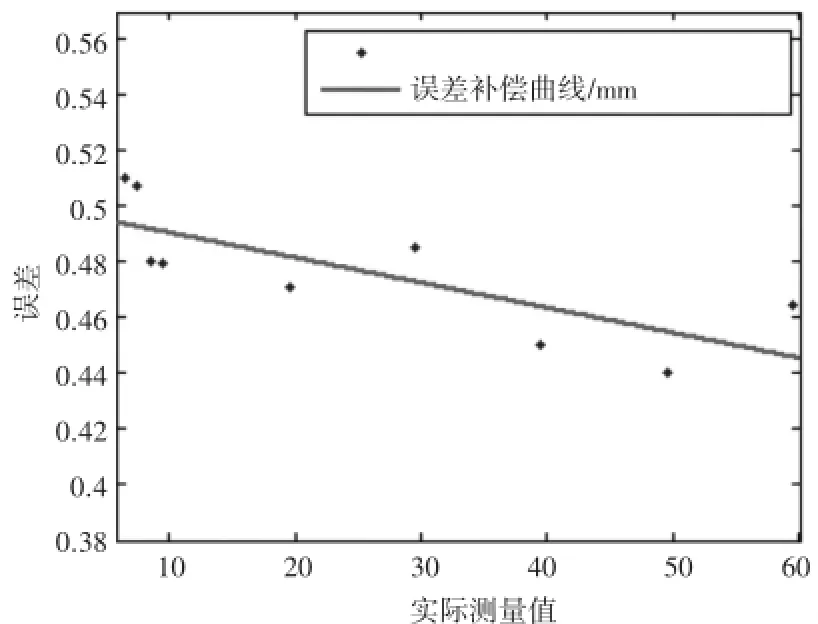
图3 拟合后的误差补偿曲线
3 实验分析
由图2可知,大多时候测量结果都不稳定。当光强位于时10 500~12 000 Lux,5次测量的结果最稳定,但误差较大。当光强位于时18 000~19 500 Lux,5次测量结果也较稳定,误差也较小,但从曲线可知,这段区间中,光强变化时,测量结果误差变化也较大,即在这段区间中系统容易受到光照强度变化的影响。从系统的稳定性为起点出发,应选取光强为10 500~12 000 Lux时进行误差补偿曲线的实验。于是选择光照强度为11 200 Lux,目的是当光照强度小范围变化时,系统有一定的鲁棒性,实验得出表1,继而得到上述的误差补偿公式。
根据得出的误差补偿公式,另取其他标称长度不同的几个量块进行测量,并利用得到的误差补偿公式对测量结果进行修正,可得以下结果(见表2)。由此可见,系统的精度得到了改善。
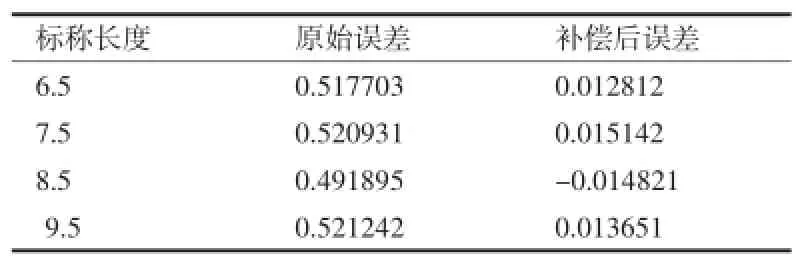
表2 误差补偿前后对比/mm
4 结束语
通过上述实验分析和结果可以得出,在合适的光照强度范围内,利用误差补偿曲线可以有效地提高视觉测量系统的稳定性和精度。
[1]龚聪,徐杜.光照强度变化对图像检测精度的影响及其解决方法[J].科学技术与工程,2014,14(13):1-4.
[2]CarstenSteger,MarkusUlrich,ChristianWiedemann.机器视觉算法与应用[M].杨少荣,吴迪靖,段德山译.北京:清华大学出版社,2008.
[3]Milan Sonka,Vaclav Hlaavac,Roger Boyle.Image Processing,Analysis,and Machine Vision[M].The United States,Boston: Cengage Learning,2014:90-93.
The Error Compensation Method of Vision Measuring System Based on the Specific Illumination Intensity
WANG Shi-ying,ZHANG Jie,ZHONG Hong-tao,LI Da-cheng,Li Jun-ming,TAO Jian-hua
(School of Mechanical and Electric Engineering,Guangzhou University,Guangzhou Guangdong 510006,China)
In the machine vision measurement system,the illumination intensity affects the image contrast and the edge feature,and so on.According to the stability of the system measurement,the suitable light intensity range is determined,and the error compensation curve is obtained.The results show that when the exposure time of the camera is 0.05ms,when the light intensity is 11200Lux,and the system is used to measure,the result is most stable△=-0.0009011*L+0.4995.
illumination intensity;contour recognition;machine vision;error compensation
TP391
A
1672-545X(2016)10-0195-03
2016-07-27
2015年国家级大学生创新训练项目(编号:201511078015);广州大学2014年度教育教学研究项目。
王世颖(1995-),女,安徽人,本科,研究方向为机械与电气工程;陶建华(1965-),男,湖南人,硕士,副教授,主要从事CAD/CAM集成技术、逆向工程、数控技术的教学与研究。
猜你喜欢
一重技术(2021年5期)2022-01-18
上海工艺美术(2021年4期)2021-04-24
装备制造技术(2020年11期)2021-01-26
中学生数理化·八年级物理人教版(2019年9期)2019-11-25
制造技术与机床(2019年7期)2019-07-22
中学生数理化·八年级物理人教版(2019年12期)2019-05-21
电子制作(2018年11期)2018-08-04
电子制作(2018年2期)2018-04-18
制造技术与机床(2017年6期)2018-01-19
上海农业学报(2017年3期)2017-04-10
