挤塑机配套负压气力输送系统的改进及应用
2016-12-19 08:58江苏亨通光电股份有限公司李龙崔利兴
现代传输 2016年5期
>> 江苏亨通光电股份有限公司 李龙 崔利兴
挤塑机配套负压气力输送系统的改进及应用
>> 江苏亨通光电股份有限公司 李龙 崔利兴
一 引言
最近30年,工业设备装备正在从机械化、自动化向网络化、智能化方向发展。随着国家制造2.0发布和企业发展战略的调整,光缆行业正在面临着无限的机遇和挑战。管道气力输送是利用有压气体作为载体在密闭管道中输送散料或成型物品的输送技术。与常见的天然气等单相流管道输送不同,它属于气固两相流输送技术。因其结构简单、布置灵活且易于实现自动化,广泛应用于橡胶、医药、冶金、港口、化工、电力等行业。目前,光缆制造企业中广泛使用的塑料挤出机填料装置的粒料输送方式一般采用“一对多”模式的低速希相气力输送,但该系统还有诸多不足,比如无法清理管道、无法清理目标料筒、配料不精确、噪音大、可靠性较差和无法满足多对多集中供料。目前的市场正从大批量生产向中小批量订单式生产方向发展,小批量订单式生产方式要求塑料挤出机具有灵活的多进料多目标供料的配方粒料输送系统。然而,当前企业中使用的挤塑机粒料负压输送系统主要是一对多的准集中供料方式,因而无法满足这样的要求。与此同时,为了实现较高精度的配方供料的需求,要求对管路系统进行实时清管,更换原材料前需要清理目标料筒中残存的粒料。更重要的是,目前粒料输送过程产生的噪音来源主要有从填料口外泄的机械噪音和粒料在管道输送过程中的碰撞和摩擦噪音,而该系统的可靠性不高主要是由于粒料与管路的摩擦和碰撞产生的机械震动。因此,为了满足小批量订单式生产的市场要求,也为了节支降本、提高生产力和企业核心竞争力,如何采用合适的负压气力输送的方式将多种规格和品种的粒料从粒料集中供应区输送至各个塑料挤出机填料装置并且满足多对多的配方供料要求将是我们公司现阶段亟待解决的技术问题。
二 挤塑机配套负压气力输送系统的改进
当前,应用广泛的挤塑机配套负压气力输送技术是“一对多”模式的低速密相气力输送技术,如图1所示。这种粒料输送方式存在无法清理管道、无法清理目标料筒、配料不精确和无法满足多对多集中供料等问题,已经无法满足小批量订单式生产模式。
改进后的挤塑机配套负压气力输送系统如图2所示。该输送系统具有如下特点:负压气力栓状浓相输送、清理挤塑机筒料、清理管道、精确配方供料、多对多集中供料和降噪增寿管路结构设计。

图1 原始挤塑机配套负压气力输送系统

图2 改进的挤塑机配套负压气力输送系统
2.1 供料方式确定
负压气力输送系统是将罗茨风机安装在输送系统末端,提通过抽吸管道内的空气,在输送管道中形成负压。物料通过吸嘴和空气一起按照一定比例进入管道,并被输送至储權,空气则经除尘器净化后排入大气中,如图1所示。该方式也成为负压吸气式输送,它是工程历史上最早实际运用、最可靠、最成熟的输送方式。目前,负压气力输送是挤塑机填料装置中应用广泛的粒料输送方式,它具有如下特点:对输送物料的适应性强,粉料、颗粒料均可顺利输送;环保的可靠性最好,管路内的粉尘不会泄漏于环境;设备的制造、维护要求低,工人的可操作性强;使用的压力(真空度)小,安全性高;气体(一般为气体)取自大气,气体的温度即为当时当地的气温,对热敏性物料尤为适宜;对输送物料的适应性强,粉料、颗粒料均可顺利输送;设备故障率较低、自动化程度高。为了消除粉尘和改善车间工作环境,现选用负压式输送系统。
根据粒料颗粒在输送管道中的密集程度,气力输送分为:稀相输送、移动床浓相输送和栓状浓相输送。不同的粒料结构特征对应不同的输送方式(如表1所示),依据气力输送中粒料结构特征和流动模式图(如图3所示),以及光学传感器检测的需要,确定了输送系统中的负压气力输送流动模式为栓状浓相输送。
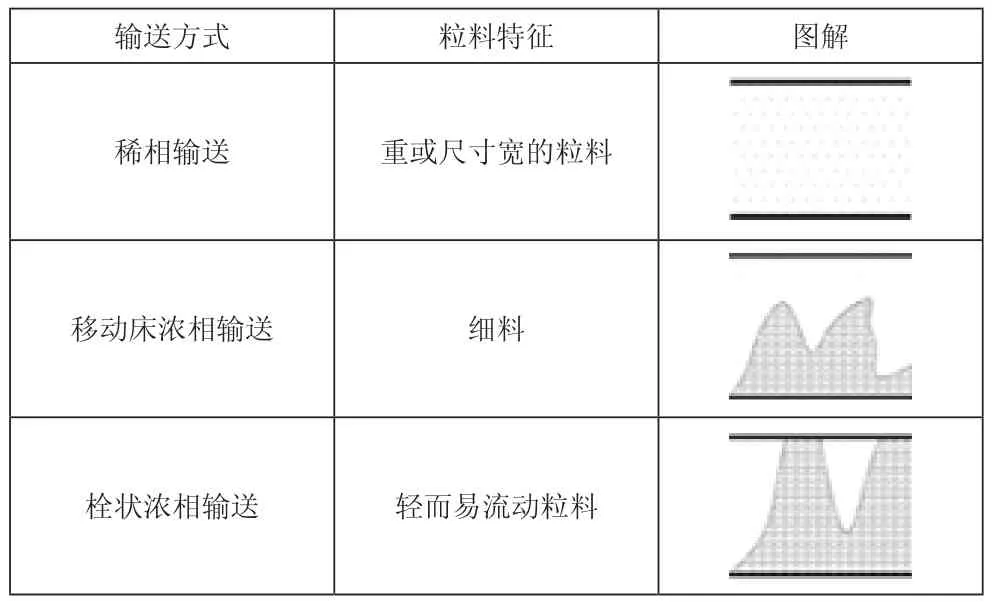
表1 粒料输送方式

图3 气力输送流动模式图
2.2 管道结构设计
挤塑机配套气力输送系统依据输入的粒料特征、输送距离和输送方式等参数建立的高效的计算和设计方法,计算和确定输送管道几何参数,包括管道内径、管道摩擦系数、管道压力损失、经济输送速度等。管道内径是由输送系统末端的输送速度来确定的,管道的末端输送速度与物料性质以及输送形式等有关。输送管道的内径计算公式如下:

其中,Qa指输送气量(m3/min);Va指输送气流速度(m/s)
气力输送系统包括各种直径的管道和阀门等零部件,而它们的使用寿命是影响整个气力输送安全可靠运行的一个重要保证。根据不同的运行状态,选择符合使用要求的且经济耐磨的零部件和原材料是提高寿命的一个重要手段。就管路而言,如何避免或者减少管道的磨损是提高输送系统整体可靠性的关键因素,通过理论分析和设计,结合各种现场试验和虚拟仿真技术,确定了技术经济性更优良的管路连接方式。
虽然本系统采用气流速度较低的负压气力输送技术,管道磨损量相对较小,但是由于本系统输送的个别物料硬度很高,输料管道弯头处磨损量很大。因此,我们在挤塑机进料管和分料管之间管路连接处采用大倾角的切向缓输送设计方式,如图4所示。由于管道拐角直径比较大,粒料和管壁之间的碰撞和冲击得以减缓,与此同时,噪音有很大的削弱,因此,与料管和分料管之间垂直连接的方式相比,该设计方式有效减缓了进料管和分料管之间的粒料冲击问题,同时,也最大程度地降低管路中粒料的破碎产生的粉尘。

图4 吸排管实现方式
2.3 多对多集中供料结构设计
通过管网将紧邻粒料检验区的集中供料区的各种原料送至各个车间和厂房中各台挤塑机的方式,可以提高系统自动化控制能力和有效降低供料区和其它供料区之间的物流和人工成本。
由于各个车间各个生产工序要求的挤塑机位置分散、添加的粒料品种不一和性能有差异,因此各个挤塑机采用独立输送管道、共用吸风管路和独立集中供料吸料管路的管网系统,如图2所示。为了便于装卸和保证强度、连接和密封,所有从集中供料区到各车间之间的输送管路采用金属管输送,而料筒进料管、出料管、吸料管和相关的拐角密集处管路采用钢丝骨架塑料管并以快速接头连接为宜。所有管网的安装位置都在车间的工作区域之外,由于输送的物料是粒料而非液体,所以可以将管网分门别类地布置在屋顶上。
2.4 清理筒料结构设计
设计和完善了料筒的结构及防堵疏料装置,如图5所示。为了提高料筒出料口端头附近粒料输送效率和避免料口封堵,挤塑机料筒底部均配置疏通气管组,该疏通气管组采用一对水平放置的与出料口正对的输送气管和与输送气管和出料管对中垂直放置的疏通气管通气方式。通过调节输送气流和疏通气流的大小和比例,能够有效提高料筒出料速率和有效避免料筒内部余料在出料可的封堵。本功能保证了粒料性能发生粒料膨胀、破碎等变化和出料口封堵时能够进行正常输送。
依次清理筒料的具体步骤如下:
首先,清理料筒2的剩余粒料。关闭电磁分料阀1、11、2和7,关闭罗茨抽风机1,接通电磁分料阀3和6,启动罗茨鼓风机2以便向管道中泵入空气,调节调速阀1和2的速度比率使输出余料稳定后为止,检测传感器3检测信号由常断到常开表明该管道清理完毕。
其次,清理料筒1的剩余粒料。关闭电磁分料阀1、10、2和9,关闭罗茨抽风机1,接通电磁分料阀3和8,启动罗茨鼓风机2以便向管道中泵入空气,调节调速阀3和4的速度比率使输出余料稳定后为止,检测传感器3检测信号由常断到常开表明该管道清理完毕。
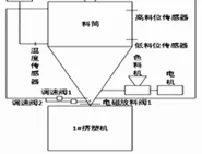
图5 挤塑机料筒粒料清理方式
2.5 清理管道结构设计
为了便于更换不同使用性能和结构特征的粒料,也为了提高配料的精准度,我们设计和完善了送料管道中残存余料的清理结构,如图2所示。为了达到管道干净无残留的目的,清理供料管道的方法采用依次清理各个供料管路中残余粒料的方式,具体步骤如下:
首先,清理料筒2的供料管线。关闭电磁分料阀1、11和2,接通电磁分料阀3,启动罗茨鼓风机2以便向管道中泵入空气,检测传感器3检测信号由常断到常开表明该管道清理完毕。
其次,清理料筒1的供料管线。关闭电磁分料阀1、10和2,接通电磁分料阀3,启动罗茨鼓风机2以便向管道中泵入空气,检测传感器3检测信号由常断到常开表明该管道清理完毕。
2.6 精确配比供料设计
精准配比供料技术方案是采用依据目标挤塑机料筒数量按照一定的控制顺序进行顺序供料和清管的技术。这种方法的使用提高了挤塑机的适应性,能够对市场的变化和新需求进行快速做出响应。图6显示了精准配比供料技术的操作流程图。

图6 精准配比供料技术的操作流程图
首先,挤塑机1填料。关闭电磁分料阀10、6、7、8、3和1,接通电磁分料阀11、5、9和2,启动罗茨抽风机1以便从管道中抽空气产生负压,检测传感器1检测信号由常开到常开断表明该管道开始进料,计时器开始计时直至高料位传感器检测出信号为止,然后关闭罗茨抽风机1和电磁分料阀2,同时打开电磁分料阀1进行卸载防止罗茨抽风机1倒转出现故障。
其次,挤塑机1清管。关闭电磁分料阀1、10和2,接通电磁分料阀3,启动罗茨鼓风机2以便向管道中泵入空气,检测传感器3检测信号由常断到常开表明该管道清理完毕。
同理,进行挤塑机2的填料和清管工作。
三 问题及其解决措施
3.1 安装和操作
气力输送装置通常是由多台机械和多种部件组成的输送系统,因此安装工作量较大,安装工艺也较为复杂,涉及起重、钳工、管道、电气等工种。安装质量的好坏往往决定了整套装置能否正常使用,故应引起足够重视。
负压气力输送系统包括动力装置、加料装置、输送装置、料气分离装置和控制装置等组成。在安装完毕后,首先应检查各处是否严密,通常可在法兰连接处或设置密封装置的部位探听有无“嘶嘶”的吸气声。而且,气源装置一定要在空载下起动以防烧坏电动机。
为了充分提升输送效果、减少粉尘和降低能耗,需要合理分析和调整气流速度和负压压力大小。挤塑机填充粒料主要有护套线使用的PE粒料和套塑线使用的PBT料。PE粒料具有相对较多气孔和杂质,因而容易产生粉尘,而PBT料具有强度高、硬度高、不易破碎的特点。输送速度过大容易导致粒料发生碰撞冲击而碎裂造成二次粉尘,输送速度过小效率降低能耗增加。管道口径过大容易导致风机的功率增加,管道口径过小容易造成粒料与管道的摩擦几率增加。负压压力过大造成风机功率增加、能耗增大,负压压力过小导致输送动力不足。因此,实际采用速度较小,管道口径较大,负压较大的技术方案。
3.2 保养和维护
气力输送是在密闭的管道中以气体为载体来输送物料或小件物品的。由于物料要在管道中移动和碰撞,因此管道发生磨损和破坏是无法避免的。在某些特定的情况下还会产生物料运动不畅的现象,即产生堵塞。由于粒料性能、管道状况和动力装置性能均可能造成粒料堵塞。由于气力输送过程是在密闭状况下工作,上述情况的发生不易察觉,从而一旦有堵塞事件出现,往往会措手不及,对生产产生很大影响。
堵塞
在设计气力输送装置时,必须根据所输送的物料性能、生产率、输送距离等实际情况,合理地选择气力输送装置的类型及各部件的结构,并且根据上述情况合理确定本装置的各项工艺参数。
如果流态化床中的气体的速度和输送终端的单个颗粒的速度一致的话, 那么气体将变得不稳定, 由此推测栓流密相输送将变得不稳定。在对栓流密相输送的稳定性的分析中, 最关键的是将Froude数和输送管直径联系起来,其理论和实际结果能够符合的比较好。
磨损
在气力输送系统中,物料在管道内移动。因此,管道磨损是不可避免的。在生产实际中研究减轻磨损的途径是有其现实意义的。
对弯管而言,提高使用寿命和耐磨性的方法是采用高强度耐磨材料。
对直管而言,降低输送气流的速度可以提高耐磨性,比如负压气力输送系统可以使用低速高真空度输送方式。
需要指出的是,通过采用超声波测厚仪直接测定重要管路磨损前后的管壁厚度的方式对管道进行实时厚度检测,可以在最大程度上预防管路破损造成的损失。
噪音
对于具有旋转、滑动接触和摩擦的零件,如叶阀轮式时供料管、螺旋供料器等,一定要定期检查磨损情况,确保良好的密封性能;轴承损坏需及时更换、保证良好的润滑,使得旋转灵活轻便。
四 结束语
负压气力输送系统具有结构简单、性能稳定、设备运动部件较少、系统维护成本少和工作环境好等优点,因而在光缆制造行业应用广泛。为了解决无法清理管道、无法清理目标料筒、配料不精确和无法满足多对多集中供料等问题,我们对该系统进行结构优化设计,本输送系统的布置合理、简单、实用。达到了预期效果。
猜你喜欢
环境保护与循环经济(2022年2期)2022-05-10
合成树脂及塑料(2021年2期)2021-01-09
化工设计通讯(2021年10期)2021-01-07
中外公路(2020年5期)2020-12-11
中外公路(2020年5期)2020-12-11
河北农机(2020年4期)2020-01-11
看世界(2019年17期)2019-08-26
汽车实用技术(2018年20期)2018-10-26
凿岩机械气动工具(2017年3期)2017-11-22
魅力中国(2016年7期)2016-05-14