热风热轧ES纤维非织造布用梳理机道夫针布的防缠绕措施
2016-12-19 03:13陈天红高勤超
产业用纺织品 2016年2期
陈天红 高勤超 王 海
金轮针布(江苏)有限公司, 江苏 南通 226009
热风热轧ES纤维非织造布用梳理机道夫针布的防缠绕措施
陈天红 高勤超 王 海
金轮针布(江苏)有限公司, 江苏 南通 226009
探讨热风热轧ES纤维非织造布用梳理机道夫针布缠绕纤维的原因,介绍改善道夫针布缠绕ES纤维的措施。热风热轧ES纤维非织造布用梳理机在针布选型配套时一定要优选道夫针布,尤其要对道夫针布的密度、工作角、总高和齿深等齿形参数进行认真筛选,并采取表面抛光工艺。
热风热轧,ES纤维,非织造布,梳理机,道夫,缠绕
ES纤维是一种皮芯结构的双组分纤维(即PE/PP纤维或PE/PET纤维)。由于 ES 纤维独特的双组分特性,用ES 纤维制成的非织造布,其纤维网呈现一种“点状黏合”而非“区状黏合”的特点,因此和普通非织造布相比,其显著的特征是产品蓬松、柔软、强度高、渗透性好、吸附能力强[1]。近年来,用ES纤维制作非织造布呈逐年上升趋势,市场前景广阔。但是,通过市场走访和客户普遍反馈,ES纤维在非织造罗拉式梳理机梳理成网时,梳理机道夫针布极易缠绕纤维,尤其是细旦纤维和一些采用功能油剂的ES纤维,道夫针布缠绕纤维现象更为突出,严重影响了非织造加工企业的正常生产。
1 道夫针布缠绕ES纤维现象及后果
热风非织造布是指利用烘房加热纤网使之得到黏合加固(热风黏合法)。热轧非织造布是指利用一对加热辊对纤网进行加热,同时加以一定的压力使纤网得到热黏合加固(热轧黏合法)。
热轧黏合和热风黏合的区别在于,热轧黏合适用于薄型和中厚型产品,产品面密度大多为15~100 g/m2,而热风黏合适合于生产薄型、厚型及蓬松型产品,产品面密度为15~1 000 g/m2,两者产品的黏合结构和风格存在一定的差异。 虽然后道黏合的方式不一样,但两者的梳理成网机构基本相同,都是由梳理前准备机构和梳理成网机构组成。一般的梳理成网机构由喂入辊、刺辊、胸锡林、胸工作辊、胸剥取辊、中道夫、转移辊、主锡林、主工作辊、主剥取辊、主道夫、凝聚辊、剥网辊等部件组成[2](见图1),各部件上一般都包有金属针布,通过各部件间针布的相互作用,实现对纤维的分梳、提升和剥取。其中,道夫上的针布通过分梳作用,抓取锡林上部分已分梳好的纤维,并通过与凝聚辊的作用,将道夫上的纤维转移到凝聚辊上。
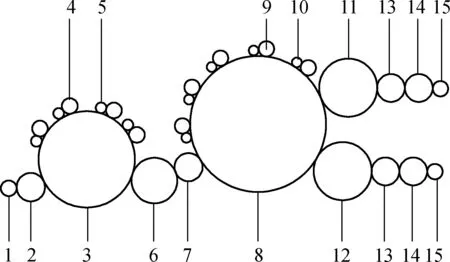
图1 非织造梳理机示意图(纤维流向从左往右)
ES纤维尤其是细旦ES纤维和添加了功能油剂的ES纤维在梳理成网过程中,通常用的道夫针布不能顺利地将道夫上的纤维转移至凝聚辊,造成道夫针布缠绕上一层ES纤维,如图2所示。道夫上的纤维应该从道夫下方完全转移给凝聚辊,肉眼看到道夫的上半部应该是清洁而没有纤维或只有微量的纤维。缠绕在道夫针布上的ES纤维在生产过程中会不断地以局部小块状、小束状回入纤网,同时又不断地增加缠绕的厚度,从而影响纤网质量。当道夫针布上缠绕的纤维量达到一定厚度时,纤网质量严重恶化,布面上会产生较多较大的粒子,布面平整度、手感和舒适性变差,最终严重影响产品的质量和档次。
因此,很多ES纤维非织造布生产厂家不得不经常用刷子等清理道夫上缠绕的纤维层,最短的几个小时就需清理一次。如此缠绕不仅影响了产品质量和生产效率,也增加了工作量,甚至导致生产无法顺利进行。

图2 道夫针布上缠绕的ES纤维
2 问题分析与讨论
如图2所示,道夫针布上缠绕过多的ES纤维,表明道夫上的部分纤维与针布的黏附力大于凝聚辊从道夫上转移纤维时对纤维施加的转移力,以致道夫上的纤维向凝聚辊转移输送的过程不能彻底完成。根据普通 ES纤维的特性及客户实际使用情况等分析,ES纤维与针布产生高黏附力的原因如下:
(1) ES纤维本身比较柔软,抱合力大,与针齿的黏附力大。此外,为了满足产品的功能要求,ES纤维往往需要经过特殊油剂的处理,根据施加油剂的不同,产品功能有超柔、增白、多清、增白多清、拒水等。由于ES纤维表面施加了特殊的油剂,导致纤维对针布的黏附力增大,同时梳理过程中纤维与道夫针布的摩擦,油剂又会在道夫针布上集聚,这样就更容易导致纤维缠绕在道夫针布上,从而使纤维强力地被吸附在道夫针布上而难以转移给凝聚辊。
(2) 在梳理过程中,由于各梳理单元的相对速度大、隔距小、针布密度大等因素,造成纤维损伤大,短纤维增加,而短纤维相比长纤维更容易在道夫针布上沉积和缠绕;或由于针布配置、速比不合理等形成大量的棉粒,棉粒不仅自身黏在道夫针布上,而且还会引起周边的纤维一起黏在道夫针布上。
(3) 普通ES纤维的软化点 [110~120 ℃(HDPE),150~160 ℃(PP)] 和熔点[130 ℃(HDPE),163 ℃(PP)]比较低,在梳理过程中,部分纤维与针布的反复多次剧烈摩擦,瞬间温度过高从而导致部分纤维局部软化或熔化和变形,纤维表面软化或熔化后极易黏在道夫针布上,尤其是点状的熔结,不仅自身黏在道夫针布上,而且还引起周边的纤维一起黏在道夫针布上。
(4) 普通ES纤维的含湿率小于1%(相对湿度60%,温度20 ℃),故其比电阻很高,在梳理成网过程中,纤维与针布的剧烈摩擦极易产生静电,使纤维强力地吸附在道夫针布上而难以转移给凝聚辊。
(5) 因为ES纤维属于复合纤维,由芯层和皮层组成,很多非织造布厂家生产一线人员反映,在生产ES纤维非织造布时梳理机下方会有大量的碎屑物。说明ES纤维在梳理过程中,由于纤维与针齿的剧烈摩擦,纤维表皮层局部会产生脱皮的现象,从而增加纤维表面的摩擦系数,增大纤维与道夫针布的黏附力。
3 改善道夫针布缠绕ES纤维的措施
3.1 主要措施
针布是梳理机的心脏,它决定了梳理机成网质量的好坏和生产能否顺利进行。针对ES纤维,通常配置的大工作角、大总高、大齿深、大密度道夫针布已不能满足要求,所以,应结合ES纤维的特性合理地选择道夫针布(道夫针布结构示意图见图3)。具体措施如下:

图3 道夫针布结构示意图
(1) 选择低齿密度道夫针布(齿密度表示一平方英寸内齿的个数)。道夫针布的齿密度=25.4×25.4/(Pb1),其中,P为齿距,b1为基厚。选择低齿密实际就是选择稍大一点的齿距P或稍大一点的基厚b1,这样不仅可以减少纤维与道夫针布的摩擦,减少油剂在针布上的集聚,而且可以减小道夫上多个齿对同一根纤维的握持和控制,从而减小道夫针布对ES纤维的黏附力。
(2) 选择总高h1和齿深h6合适的道夫针布。总高h1≤4.0 mm,齿深h6≤2.2 mm,目的是使道夫上的纤维不产生较深下沉,让绝大部分纤维能处于道夫针布的上半部,甚至要让纤维绝大部分的身体处于齿尖外部,这样有利于道夫上的ES纤维顺利地向凝聚辊转移。
(3) 选择工作角α合适的道夫针布。道夫针布的工作角α不宜超过30°,目的是减小道夫针布对纤维的握持和控制,使道夫上的纤维能顺利地释放出来[3]。
(4) 选择表面经抛光处理的道夫针布。表面抛光处理能消除普通针布表面的氧化皮和毛刺等,改善针布表面的光洁度,减小纤维与道夫针布的黏附力,增强道夫向凝聚辊转移纤维的能力。
3.2 辅助措施
(1) 合理选配主锡林、主工作辊等各梳理单元的针布型号和齿形参数。通过全配套选用表面抛光针布、调整隔距和速比等,使梳理力适当,梳理过程不损伤纤维、不产生或少产生棉粒。
(2) 选择合适的道夫与凝聚辊的速比。通过将道夫和凝聚辊的速度调节到合适的范围内,使道夫针布上的纤维能顺利地向内凝聚辊转移,从而部分改善道夫针布缠绕纤维的现象。
(3) 有条件的厂家要控制好车间温湿度,以减少静电现象,减少纤维上的油剂在道夫针布上的集聚,从而降低ES纤维与道夫针布的黏附力,达到部分改善道夫针布缠绕纤维的目的。
4 成功配套案例推荐
表1中上下道夫针布均采用ND4025×02090,该针布齿密度为358齿/(25.4 mm)2,工作角为25°,总高为4 mm,齿深为2.2 mm,表面采用抛光工艺,减小了ES纤维与道夫针布的黏附力,增强了道夫针布上ES纤维的转移能力。通过大量的客户试用发现,表1中的针布配套适合热风热轧ES纤维非织造布梳理机使用(适合表中结构与尺寸的梳理机),道夫针布基本没有出现ES纤维缠绕现象。

表1 ES纤维热风热轧双锡林双道夫带中道夫梳理机针布配置[4]
5 结语
由于ES纤维具有柔软、抱合力大、功能性油剂含量高、回潮率低等特性,在热风热轧非织造布梳理成网过程中,通常选择的道夫针布极易缠绕纤维,影响产品质量和生产的顺利进行。所以,热风热轧ES纤维非织造布生产线在梳理机针布选型配套时一定要优选道夫针布,尤其要对道夫针布的密度、工作角、总高和齿深等齿形参数进行认真筛选并采取表面抛光工艺,必要时可再辅助一些其他措施,设法减少道夫针布缠绕ES纤维的现象。
[1] 王红,斯坚.ES纤维的发展及在非织造布领域的应用[J].非织造布,2008,16(2):37-38.
[2] 朱玉飞,江永生,龚伟,等.非织造布梳理机的梳理特点与针布配置[J].梳理技术, 2008(14):54-58.
[3] 范松林.非织造梳理针布的设计和选用[J].北京纺织,1997,18(5):27-32.
[4] 陈天红,高勤超,王海.双面横纹针布的应用[J].产业用纺织品, 2013,31(11):38-40.
Anti-winding measures for hot air and hot rolling ES fiber nonwoven doffer wire clothing of carding machine
ChenTianhong,GaoQinchao,WangHai
Geron Card Clothing (Jiangsu) Co., Ltd., Nantong 226009, China
The reason of fiber winding on the doffer wire clothing of carding machine was studied and the measures, solving the fiber winding problem, were introduced. When matching clothing selection, doffer wire should be the first priority. In particular, the density of doffer wire clothing, working angle, total height and depth of the tooth and other parameters should be carefully selected and surface polishing processes should be taken.
hot air and hot rolling, ES fiber, nonwoven, carding machine, doffer, winding
2015-06-03
陈天红,男,1981年生,工程师,主要从事纺织梳理机用针布的研发和选型配套工作
TS171.9
A
1004-7093(2016)02-0035-04
猜你喜欢
合成纤维工业(2022年6期)2023-01-19
纺织科学研究(2021年9期)2021-10-14
纺织报告(2020年4期)2020-08-14
现代纺织技术(2019年2期)2019-09-10
城市道桥与防洪(2019年5期)2019-06-26
烟草科技(2019年2期)2019-02-23
现代纺织技术(2018年4期)2018-09-10
伙伴(2018年2期)2018-05-14
家庭影院技术(2017年8期)2017-10-13
合成纤维工业(2016年2期)2017-01-12