
电厂机组负荷摆动分析以及处理研究
2016-12-20 04:22赵韵奇
中国高新技术企业 2016年30期
赵韵奇

摘要:电厂机组负荷摆动会严重影响机组工作的稳定性,进而影响电厂经济效益。为有效防止电厂机组出现负荷摆动,文章以金竹山电厂#3机组为例进行了研究,描述了机组负荷摆动现象,分析了机组负荷摆动原因,研究了负荷摆动处理措施,以期为今后电厂机组负荷摆动的预防与处理提供参考。
关键词:电厂机组;负荷摆动;故障原因;处理措施;电力系统 文献标识码:A
中图分类号:TM621 文章编号:1009-2374(2016)30-0142-02 DOI:10.13535/j.cnki.11-4406/n.2016.30.069
1 现象描述
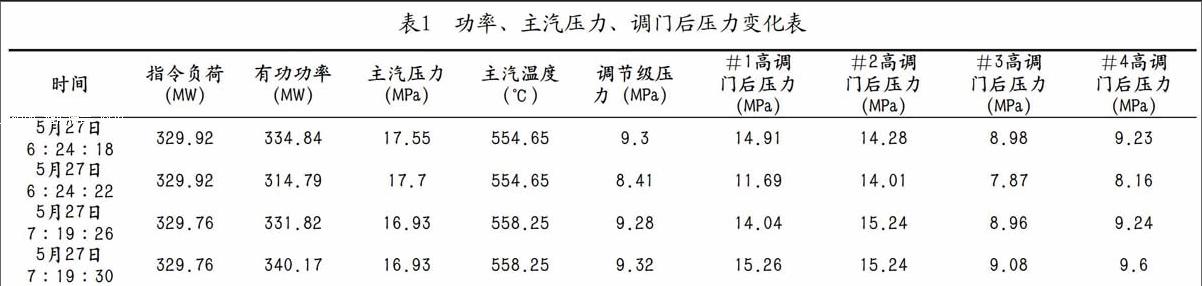
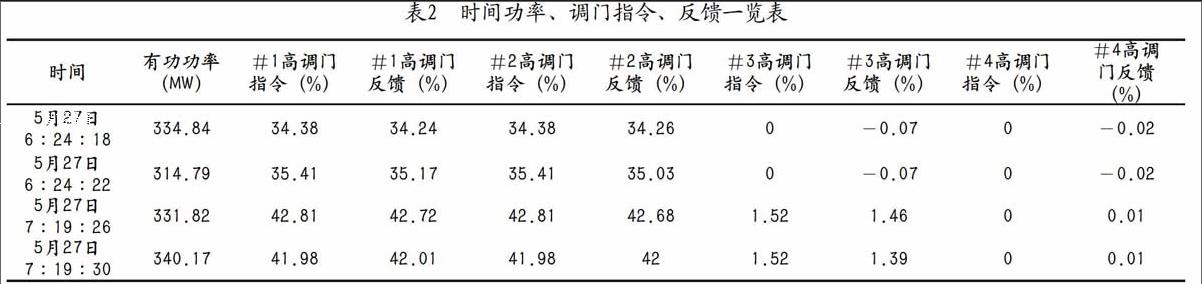
2013年5月,#3机在正常运行中其有功功率时常发生突变现象,主要现象是在其指令及主汽参数不变的情况下,几秒钟内负荷突变为8~40MW,其调节级压力发生突变,#1高调门后压力变化显著,且调门后压力早于功率突变。由于负荷指令未变化,实际负荷发生突变,经DEH指令调整调节调门开度,1~2小时可恢复稳定,如2013年5月27日6时24分18秒,高调阀方式为顺阀方式,有功为334.84MW,经4秒有功突然下降到314.79MW,主汽压力、主汽温度、高调门指令和反馈基本未变,而#1高调门后压力却下降了3.22MPa,其他高调门后压力几乎未变。2013年5月27日7时19分26秒又发生负荷突升8.35MW。2013年5月28日早班2时2分#3机组负荷突然从339MW下降至298MW,情况与上述负荷摆动现象类似,且AGC目标负荷指令未变。
2 机组负荷摆动原因分析
2.1 检查情况
2013年5月29日下午18时#3机组调停备用,5月30~31日,对#3机4个高调门操纵座及油动机门杆的所有连接销进行检查,重点对#1高调门操纵座及油动机杆的所有连接销、哈夫套进行检查,未见异常。2013年6月3日早上,汽轮机调节级金属温度273℃、主汽阀阀壳外壁温度116℃,即开始对#3机#1高调门进行解体;检查发现#1号高调门阀杆与哈夫螺母的连接螺纹副磨损严重(门杆材质为2Cr12NiMo1W1V,门杆螺纹为美制标准螺纹,精纹2级,每英寸12牙,外径27/8英寸;标注为W27/8-12UN-2A),螺纹副基本失效;防转销断为6节。
2.2 原因分析
高调门阀杆与阀门操纵座操纵杆的连接方式为哈夫连接,哈夫螺母与阀杆为螺纹(27/8英寸)连接,高调门的启闭主要靠该螺纹副受力,哈夫螺母与阀杆之间配装一个Φ14防松的横销(防转销)。由于#1高调门的阀杆顶部与哈夫螺母的内顶面存在较大间隙(6月3日晚实测间隙为0.9mm),#1高调门在机组打闸快关时,由于该间隙的存在,操纵座的弹簧关闭力在阀碟关闭到位的瞬间,哈夫螺母与阀杆之间的连接螺纹副承受着很大的冲击力。另外,在运行过程中,阀碟在汽流扰动作用下会产生振动,阀杆与哈夫螺母的连接螺纹副在交变应力作用下,内外螺纹反复挤压、磨损,螺纹副配合间隙逐渐变大。加之本身设计为细牙螺纹,牙高较小,螺纹牙强度不高。2012年5月B级检修后,经过长时间的运行,阀杆与哈夫螺母的连接螺纹副基本失效;Φ14防转销在高调门快关剪切力及运行中汽流扰动交变应力作用下断裂。
由于#1号高调门阀杆与哈夫螺母连接螺纹副基本失效,防转销断裂,导致#1高调门阀芯在汽流作用下有时能上、下突然少量移动,瞬时改变了#1喷嘴组的蒸汽流量,使得#3机组负荷突变;而阀位反馈是油动机行程的反馈,故阀门的开度反馈在负荷突变时没有发生变化。
由于哈汽厂的图纸及说明书上未标注该高调门阀杆顶部与哈夫螺母内顶面之间的间隙及配合要求,Φ14防转销是在出厂时即配装好的,图纸及说明书上未标注相关技术要求。当该螺纹副拧到底时,哈夫螺母与阀杆之间的防转销也将错位,无法装入防转销,属制造厂的设计制造缺陷。加之专业人员自身经验的局限,未能意识到该间隙的存在对螺纹副连接强度的影响,故以前检修时未对该间隙进行测量、消除。
3 处理经过及措施
2013年6月3日中午约13∶00,发现#1高调门的阀杆与哈夫螺母连接螺纹副基本失效后,汽机点检一边去随机备件库中找寻备件,一边和哈尔滨汽轮机厂联系,以期取得技术支持和备件(当时还没有得到#3机开机的消息)。下午在仓库找到一根高调门阀杆,但没有哈夫螺母备件。哈汽厂也没有找到哈夫螺母现货。
6月3日约16∶30,得到#3机组当晚将开机的消息后,设备部和检修部汽机专业相关专业人员立即在现场召开了专题会,确定了采用销连接替代螺纹连接的临时处理方案。
随后检修部立即安排人员将#1高调门阀芯组件和哈夫螺母送修配车间钻孔、配连接销。将#1高调门阀杆与哈夫螺母的防转销重新配制,并在原防转销的下方加钻2个Φ18mm通孔,配制2个横销,以3个横销替代原来的螺纹副连接。约6月4日凌晨0∶30,修配加工完成后,阀芯组件和哈夫螺母返回至现场。测量#1高调门阀杆顶部与哈夫螺母内顶面存在0.9mm间隙,配0.9mm不锈钢垫片消除该间隙,以减少高调门快关时对3个连接销的剪切冲击力。高调门阀杆与哈夫螺母用销连接装配完后,将哈夫螺母与阀杆之间整圈用亚弧焊满焊连接。
为防止其他高调门出现类似情况,在#1高调门在修配车间钻孔、配销的同时,对#2、#3、#4高调门的哈夫螺母与阀杆连接螺纹副、防转销进行了检查,螺纹副和防转销完好。对阀杆顶部与哈夫螺母内顶面之间的间隙进行了测量:#2高调门为0.1mm,加0.1mm不锈钢垫片消除间隙;#3高调门为0.03mm,因间隙小、时间紧而未加垫片;#4高调门为0.3mm,加0.3mm不锈钢垫片消除间隙。以减小在阀碟关闭到位的瞬间,哈夫螺母与阀杆之间的连接螺纹副所承受的巨大冲击力。
6月4日约6∶00,所有高调门和操纵座装复完毕,配合热控接线、调试。8∶26所有高调门调试完毕。8∶33#3机冲转,9∶42并网。
本次检修高调门与油动机行程(mm)记录如下:
4 后续处理措施及防范措施
(1)准备好#3机高调门的阀杆、哈夫螺母、防转销等备件,有#3机停备消缺机会时更换#1高调门阀杆、哈夫螺母(须待汽缸和阀壳温度降下来);(2)对#3机高调门阀杆、哈夫螺母、哈夫套螺纹牙顶进行测量,检查螺纹副配合情况,必要时对螺纹进行金相检查,对销进行硬度、超声波检查;(3)加强对汽轮机高主门、高调门、中调门、中主门高温部份的连接件、销进行金相检查。操纵座及油动机连接销进行宏观检查;(4)修订检修技术标准,增加#3机的高调门阀杆顶部与哈夫螺母内顶面间隙、哈夫螺母与哈夫套顶部间隙的测量与配作,接触面检查、油动机碰缸行程检查等检修内容;(5)专业技术人员加强学习,进一步提升自身的技术素养,提高对设备制造厂的设计、制造缺陷的发现能力;(6)加强技术资料整理、归档,及时修订检修技术标准,强化对高温高压的主汽门、调门的阀门行程、油动机碰缸行程、油动机行程的复查;(7)运行人员、点检、热控人员以及检修人员应加强对运行设备的日常巡视工作,及时发现缺陷及时进行消除,将设备隐患消灭在萌芽状态,并提高设备的可靠性。
参考文献
[1] 曹俊芳,米增起.降低机组负荷摆动 提高电厂经济效益[J].河北煤炭,2004,(2).
[2] 张鲁凡,谢克明.河津电厂火电机组协调控制系统负荷摆动试验研究[J].山西电力,2005,(3).
[3] 吕保民.汽轮机调节系统及其引起的负荷摆动现象分析[J].煤,2011,(12).
[4] 郭月兰,杨永平.200MW机组负荷摆动问题[J].内蒙古石油化工,2008,(11).
