
加强瓦楞纸板加工工艺控制保证成箱抗压强度
2016-12-30 23:40李克涛
印刷技术·包装装潢 2016年12期
李克涛
瓦楞纸箱的抗压强度是利用测试数据来评判的物理性能指标,许多企业将瓦楞纸箱的抗压强度作为一项硬性指标,抗压强度不合格,瓦楞纸箱企业将被取消供应资格。然而,在日常生产中,对于瓦楞楞型、箱型、图文设计已定的瓦楞纸箱,往往会出现批次与批次之间抗压强度值差异较大或低于理论计算值和标准值的情况。而且,在近期原纸价格居高不下且供不应求的情况下,我们无法用提高原纸定量来保证瓦楞纸箱的抗压强度,这样就需要瓦楞纸箱企业在瓦楞纸板加工过程中做好工艺控制,将瓦楞纸板加工工艺中的抗压强度减少值控制在最低,使其能够保持固有稳定的抗压强度。
瓦楞纸箱的印刷工艺主要有预印、水印和胶印。实践证明,同一瓦楞纸箱,采用预印工艺的成箱抗压强度最好,其次为水印,最后为胶印。3种工艺的过程控制有相同之处,也有不同之处。下面,笔者就对瓦楞纸板加工工艺控制进行简单介绍,供业界参考。
瓦楞纸板生产工艺控制
1.胶黏剂的制备
瓦楞纸板的制作离不开胶黏剂。合理的配方、较好的黏合强度,是提高瓦楞纸箱抗压强度基础的保障。
在低温低湿的环境(如冬季)下生产瓦楞纸板时,可适当增大水与胶黏剂的比例。其中,生产单瓦楞纸板的胶黏剂的黏度应控制在15s,固含量应控制在17%左右;生产三层瓦楞纸板时,胶黏剂的黏度应控制在40s,固含量应控制在19%。同时,硼砂的用量减少至4千克,以促进胶黏剂更多地渗透到瓦楞纸板内部。
在高温高湿的环境(如夏季)下生产瓦楞纸板时,应减小水与胶黏剂的比例。其中,生产单瓦楞纸板时,胶黏剂的黏度应控制在18s,固含量应控制在18%左右;生产三层瓦楞纸板时,胶黏剂的黏度应控制在55s,固含量应控制在21%。同时,硼砂的用量增加至6千克,以增加胶膜硬度,从而减少胶黏剂渗透至瓦楞纸板内部,达到提高瓦楞纸板抗压强度的目的。
2.间隙值
只有上下瓦楞辊与压力辊之间的间隙值合理,才能保证瓦楞纸板的成型效果,不然塌楞等问题会直接降低瓦楞纸板的抗压强度。瓦楞机操作过程中,单瓦楞纸板涂胶间隙值、三层瓦楞纸板涂胶间隙值以及压胶辊间隙值都会直接影响瓦楞纸板的黏合强度和瓦楞纸板的楞高,尤其是瓦楞纸板的楞高。若压胶辊间隙值减小,即压力增大,三层瓦楞纸板的楞高就会降低而无法达到标准值,三层瓦楞纸板厚度降低后,后续印刷工序采用设定正常压力值去印刷瓦楞楞高低的三层瓦楞纸板,会导致印刷不实,这样势必会加大印刷压力,从而二次对三层瓦楞纸板的楞高造成损伤,导致瓦楞挺度遭到严重破坏。我公司在正常生产三层瓦楞纸板时,上述3个间隙值分别为2.5mm、2.4mm、2.5mm,此时出板厚度为3.15mm。有时单瓦楞纸板涂胶后与白板纸黏合过程中会出现弯曲现象,或者打胶较差,从而造成瓦楞纸板边缘开胶,此时操作人员可将压胶辊间隙值调小至1.8mm、涂胶辊间隙值调大至3.3mm,这样做虽然可以解决瓦楞纸板的黏合强度问题,但出板厚度较差(仅为2.9~3.0mm)、瓦楞纸板较软,无法保证其抗压强度,因此必须制定操作规程,规范间隙值。
3.机速
当环境湿度高于60%时,原纸水分较高,而蒸汽压力值又在恒定范围,仅仅通过调整预热包角,原纸水分未必得到较好的挥发。通过涂胶机,单瓦楞纸和白板纸吸胶黏合,瓦楞纸板的含水量注定较高,从而使得瓦楞纸板的挺度变差。这时就必须对瓦楞机的机速进行控制,减慢机速,加快面纸和瓦楞纸内部的水分挥发。例如,在车间环境温湿度较低的情况下,瓦楞机机速可保持在160米/分;但在车间环境湿度较高的情况下,瓦楞机机速应降低到120米/分,这样可有效改善瓦楞纸板的挺度,从而实现通过瓦楞机机速的调整来提高瓦楞纸板抗压强度的目的。
印刷工艺控制
1.水印工艺
水印瓦楞纸板的生产周期的控制非常重要。如果水印瓦楞纸板的生产周期控制不合理,对于所谓的减压印刷都是空谈。生产周期,即三层瓦楞纸板从瓦楞机出板到水印机上机印刷的时间。合理控制生产周期,是提高水印印刷质量、减少印刷压力、提高瓦楞纸箱抗压强度的前提。因为三层瓦楞纸板在黏合过程中,胶黏剂中的水分会渗透到原纸中,导致瓦楞纸板吸湿变软。当瓦楞纸板中的水分和胶黏剂还未干燥彻底时,立即上机印刷,只得调小印刷间隙,印刷压力势必增大,从而压溃瓦楞,降低成箱抗压强度。因此,只有合理安排水印瓦楞纸板的生产周期,才能减少印刷压力,保障成箱抗压强度。
表1为我公司对于同一瓦楞纸板在同一环境下存放的测试结果。可见,瓦楞纸板存放时间越短,印刷滚筒之间的间隙值越小,换言之印刷压力越大,瓦楞纸板楞高越低,成箱抗压强度也随之降低。
需要注意的是,当生产车间环境湿度高于70%时,生产周期不易超过16小时,否则瓦楞纸板在高湿环境下,会进行吸湿受潮,导致含水量增高,成箱抗压强度下降。因此,瓦楞纸板成型后,立即将其进行缠膜,随之入库发货。
2.预印工艺
预印工艺是瓦楞纸板加工过程中工序环节最少、成箱抗压强度损失量最小的工艺。但如果模切工序控制较差,依然可导致预印瓦楞纸箱的抗压强度不合格。这主要是因为对于预印瓦楞纸箱来说,有两大关键点,一是瓦楞机的出板质量,二是避免模切机对瓦楞纸板抗压强度的破坏(主要是出纸辊间隙值和模切压力对瓦楞纸板的压溃)。当瓦楞纸板弯曲或瓦楞纸板大小不一、出纸偏斜、模切不正时,操作人员一般采取减小出纸间隙数值的办法,其实这样虽然解决了出纸偏斜的问题,但瓦楞纸板的瓦楞会被压溃,抗压强度下降非常明显。
3.胶印工艺
胶印工艺的控制重点是瓦楞纸板的含水量。同样的面纸与单瓦楞纸板裱贴时,需要控制最小的施胶量,一是可以减少成本浪费,二是可有效改善瓦楞纸板的弯曲变形,三是保证瓦楞纸板黏合强度的同时提高抗压强度。经实践证明:施胶量为28~32g/m2(淀粉7~8g/m2)即可。但再小的施胶量,瓦楞纸板也会有吸湿过程,这时不宜立即进行平压平模切成型,避免瓦楞纸板内的水分不易挥发。因为瓦楞纸板在平压平模切时,在模切版海绵条重大的压力作用下,瓦楞纸板边缘会被压溃,导致瓦楞缝隙内的水分很难彻底挥发,这就使瓦楞纸板受潮概率增大,从而导致成箱抗压强度降低。
图1为我公司2016年某一季度同一款不同批次瓦楞纸箱含水量对其抗压强度影响的检测结果。其中,低含水表示含水量为9.5%~10.5%,瓦楞纸箱抗压强度为1300~1900N;高含水代表含水量为10.5%~12.5%,瓦楞纸箱抗压强度为1000~1600N。可见,胶印工艺在控制瓦楞纸箱半成品的含水量方面尤为重要。我公司规定模切上机半成品瓦楞纸板的含水量不得高于10.5%。
模切工艺的选择和控制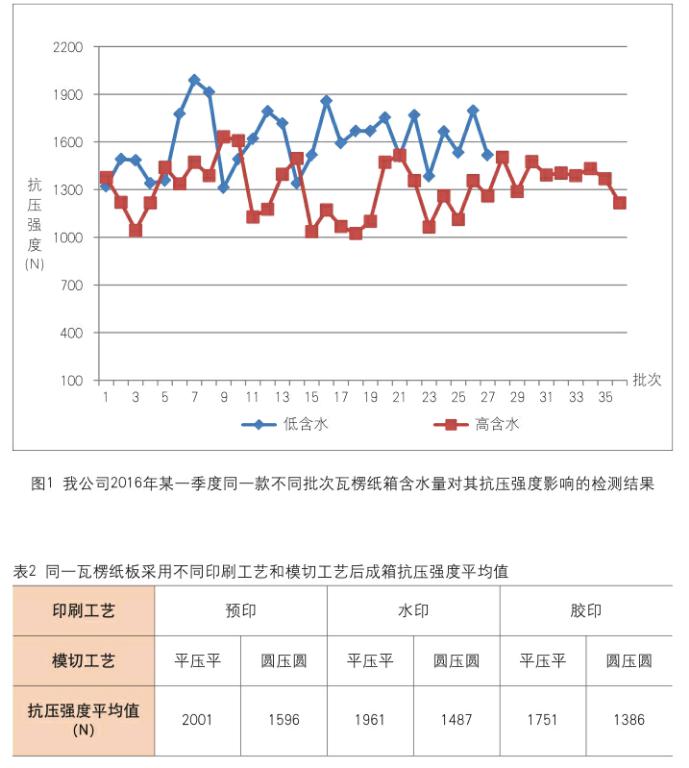
预印和水印瓦楞纸板一般采用圆压圆模切,胶印瓦楞纸板一般采用平压平模切。在制作瓦楞纸箱时,可根据瓦楞纸箱的不同标准选择不同的模切方式。同一瓦楞纸板采用的模切工艺不同,成型后瓦楞纸箱的抗压强度也不同。表2所示为同一瓦楞纸板采用不种印刷工艺和模切工艺后成箱抗压强度平均值。
由表2可知,同一瓦楞纸板在预印、胶印、水印3种印刷工艺下的抗压强度值均为平压平模切大于圆压圆模切。因此,当预印、水印瓦楞纸箱无法达到抗压强度标准值时,应更换模切工艺,从而有助于瓦楞纸箱抗压强度的提高。
另外,在瓦楞纸板加工过程中,应及时加强对各工艺控制抗压强度的工作进行指导,且每批次的瓦楞纸板加工完全按照工艺指导进行,以避免每个工序中瓦楞纸箱抗压强度的降低,排除影响成箱抗压强度的各种因素,提高供货瓦楞纸箱质量,确保合格率。
猜你喜欢
今日印刷(2020年1期)2020-02-02
VOGUE服饰与美容(2019年4期)2019-06-11
作文与考试·小学高年级版(2019年10期)2019-05-09
今日印刷(2018年10期)2018-11-09
青春期健康·家庭版(2018年3期)2018-04-12
今日印刷(2018年1期)2018-01-22
印刷技术·数字印艺(2014年4期)2014-06-10
