
某330 MW机组制氢系统启动试车问题分析及处理
2017-01-12 11:31涂孝飞杨彦科
山西电力 2016年6期
涂孝飞,杨彦科
(华北电力科学研究院(西安)有限公司,陕西 西安 710065)
某330 MW机组制氢系统启动试车问题分析及处理
涂孝飞,杨彦科
(华北电力科学研究院(西安)有限公司,陕西 西安 710065)
详细分析了某330MW机组制氢系统启动试车过程中出现的电解槽温度高联锁停机、碱液流量波动大、氢氧分离器液位偏差大、碱液伤人事件等问题的原因,并采取有针对性的措施进行处理,使得制氢装置能够正确、有效、安全投入运行,产生合格的氢气,供该厂汽轮发电机组使用,为相同类型设备在今后的设计、安装、调试、运行过程中提供借鉴。
制氢;启动;电解槽;氢氧分离器
0 引言
随着汽轮发电机组单机容量的提高,越来越多的发电机都采用氢气作为冷却介质。其主要形式为:水-氢-氢,即定子绕组水内冷、转子绕组氢内冷、铁芯氢冷;水-水-氢,即定子绕组水内冷、转子绕组水内冷、铁芯氢冷。用氢气作为冷却介质时,其质量为空气的1/14,导热性比空气高6倍,且质量最轻,对发电机转子的阻力最小,所以大型发电机都采用氢气冷却方式[1]。用氢气来冷却发电机,则通风损耗小,冷却效果好。一般汽轮发电机从空冷改为氢冷后,冷却效率可提高0.7%~1.0%,发电机能增加20%~25%的容量[1-2]。
1 制氢系统概况
某电厂一期工程新建2×330 MW亚临界、直接空冷、循环流化床、纯凝机组。汽轮发电机采用水—氢—氢的冷却方式,发电机运行氢压0.30~ 0.40 MPa,系统补氢量≤8 m3/d。其氢气来源由本厂制氢站系统供给。该厂制氢系统采用河北电力设备厂生产的DQ-10/3.2中压水电解制氢装置。其中主要包括电解槽、框架一(主要设备为分离器、洗涤器、冷却器、干燥器、碱液循环泵)、框架二(补氢气动门、充氢气动门、减压阀、汇流排及管路)、框架三(补水箱、补水泵、碱液箱、换热器、闭冷水箱、闭冷水泵)、整流柜、控制柜、储氢罐、控制系统等几个部分。其主要参数见表1。
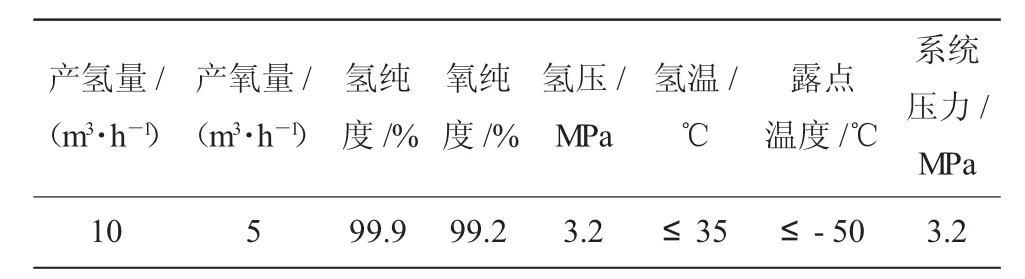
表1 DQ-10/3.2中压水电解制氢装置技术参数
2 启动试车过程中出现的问题
在完成制氢站系统热控测点、气动阀门、转动机械等单体设备的传动工作及系统水冲洗、气密性试验、氮气置换等前期准备工作后,配置碱液,进行制氢站系统的启动试车工作。该厂制氢站系统系统在启动试车过程中出现系统温度高联锁保护停机、运行中碱液流量不稳定、氢氧侧液位偏差大、碱液伤人事件等问题。
3 原因分析及处理
针对该厂中压电解水制氢装置调试启动过程中出现的系统温度高联锁保护停机、运行中碱液流量不稳定、氢氧侧液位偏差大、碱液伤人事件等问题的原因进行逐一分析,并采取相应的有效措施进行处理,使得制氢装置能够正确、有效、安全投入运行,产生合格的氢气,供该厂汽轮发电机组使用。
3.1 温度高联锁停机分析及处理
该厂制氢装置电解槽温度联锁调节和保护逻辑设计为:在制氢设备开机初始阶段,即电解槽槽压设定值为0.8 MPa时,系统开始电解制氢,碱液开始循环电解升温,产氢对空排放;待碱液温度升高至50℃值时,槽压开始升高至设定值2.8MPa,待产氢纯度、湿度合格后,开始储罐充氢,转入正常运行阶段;运行过程中电解槽温度控制在70℃以下,高于85℃值时,系统联锁停机。
制氢装置首次启动试车过程中,电解槽温度不断升高,最终超过85℃,系统联锁保护停机,启动过程中电解槽温度随压力、时间变化如图1所示。
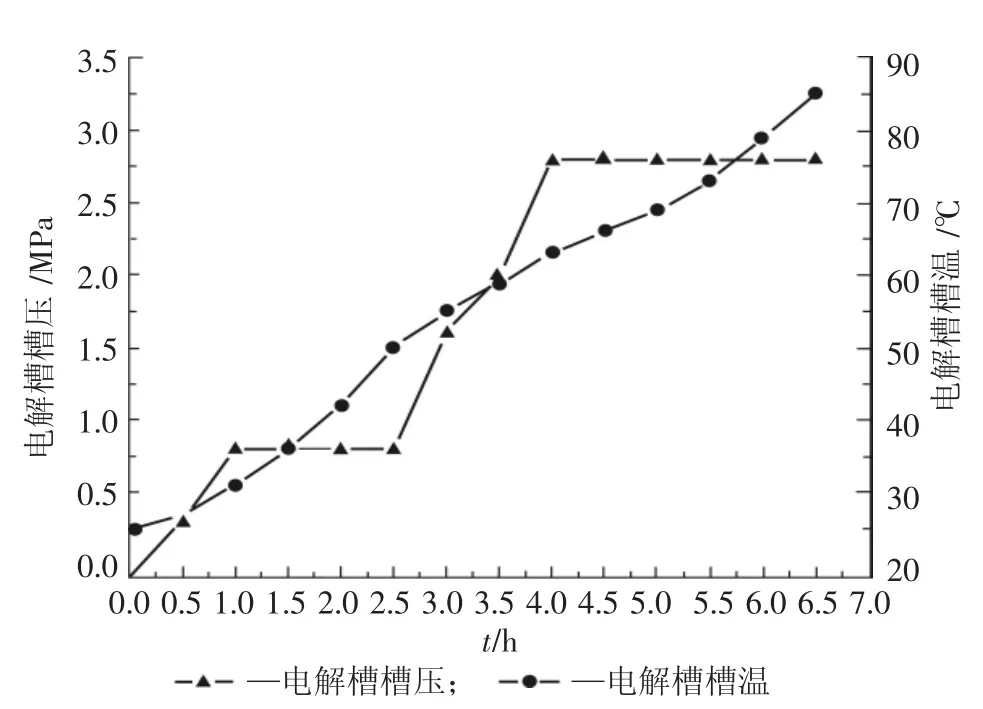
图1 电解槽温度随压力和时间变化图
如图1所示,电解槽温度在启动试车过程中一直在逐渐升高,在达到系统设定槽压(2.8 MPa)后,增长速率明显加快,槽温不仅未能调节控制在70℃以下,且最终达到制氢装置联锁保护停机值(85℃)。
制氢装置使用的冷却水由框架三的闭式冷却水独立系统供给,由闭式冷却水箱、2台闭式冷却水泵、2台板式换热器组成。制氢装置运行过程中,闭式冷却水泵连续运行,对制氢装置及整流柜进行降温冷却,闭式冷却水的降温则由厂区工业冷却水经板式换热器实现,通过工业冷却水将整个系统的热量带走,以保证系统的制氢装置及整流柜连续运行。
制氢装置电解槽温度持续升高,且不能得到有效控制,其问题可能出自于冷却水系统。于是待电解槽温度降低至常温后,再次启动试车,重点对闭式冷却水的进、出水温度,工业冷却水的进出、水温度进行测定。结果发现,当电解槽温槽温度达到设计调节控制值时,制氢装置冷却水阀门调节阀全开,闭式冷却水流量正常;板式换热器进出口闭式冷却水温度基本相同,但进出口闭式冷却水温度持续同时升高;板式换热器进出口工业冷却水温度基本相同,温度均微涨。此现象表明,工业水管道不通,水流未流动,导致闭式冷却水的热量不能通过工业水经板式换热器进行换热带走[2]。
检查板式换热器未发现问题,随检查工业冷却水的排水管路,发现该排水管路连接于开式循环水池自动补水阀前,如图2中修改前管道连接示意图所示。循环水池设计的补水管道上安装一浮球自动补水阀,根据循环水池液位的高低自动进行开关。该种设计会出现当开式循环水池液位较高不进行补水时,制氢系统板式换热器所用的工业冷却水排水管路不能导通,导致没有介质对氢站闭式冷却水系统进行换热,进一步导致制氢装置热量无法去除,从而就出现首次启动试车时出现的槽温高联锁停机。找到问题症结所在后,首先联系电建单位将氢站工业冷却水排水管连接至该自动补水阀前,如图2修改后管道连接示意图所示,保证工业冷却水时刻畅通,能够有效保证制氢系统板式换热器的换热效果,保证调试工作的顺利进行;其次联系设计单位变更原有设计,按照专业提出的修改意见进行修改设计。修改后再次启动制氢装置,问题解决,电解槽槽温得到有效调整控制,满足系统运行要求。
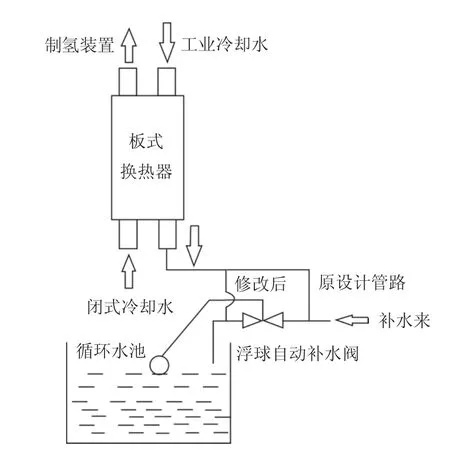
图2 制氢装置工业冷却水排水管道图
3.2 碱液流量波动大分析及处理
成功解决电解槽温度高联锁保护停机问题后,系统开始进入试运行阶段。制氢装置连续运行6 h后,碱液流量开始出现不同程度的波动,最后系统碱液循环流量逐渐下降,并达到联锁保护停机值300 L/h以下,整个过程碱液流量变化如图3所示,制氢装置再次停机。
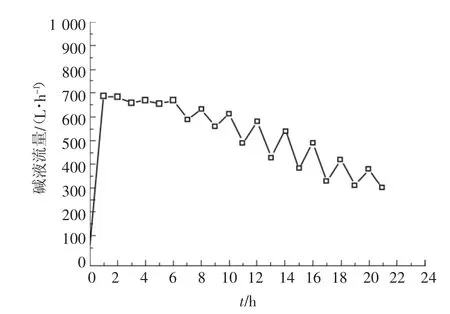
图3 碱液流量随运行时间变化图
如图3所示,制氢装置启动初期碱液循环流量能维持在650~700 L/h,波动较小,这主要是因为首次启动,碱液循环泵内存在少量空气所致;而运行至6 h以后,碱液循环流量开始出现大幅度的波动,最大波动值达到100 L/h,最小波动值也达到40 L/h,且碱液循环流量总体呈下降趋势,分析其主要因系统较脏,装置首次启动,碱液循环泵滤网被污物污堵所致;运行至20 h以后,碱液循环流量已经逐渐低至联锁保护停机值300 L/h,为维持系统运行,则需通过不断调大碱液循环泵行程来维持碱液流量,不调节行程,电流则急剧下降,最终低流量联锁停机。
停机降温后,拆下碱液过滤器,对其滤网进行了仔细清理和冲洗,去除了滤网表面的脏污、堵塞物质。滤网回装后,再次启动制氢装置,并对碱液循环泵进行了排气处理。系统再次连续运行时,碱液循环流量较第一次有了明显的好转,第二次运行至72 h以后,又开始出现第一次连续运行的现象,但波动幅度较小。于是再次对过滤器滤网进行清理、并对碱液进行了更换,问题得到有效解决,系统之后运行一直平稳正常。
3.3 氢氧侧液位偏差大分析及处理
该制氢装置首次启动过程中还出现了氢氧侧液位偏差大的异常现象,并且随着制氢设备运行负荷的升高,其偏差值变得尤为明显,甚至快达到联锁停机保护值。制氢系统运行过程中,氢氧侧液位控制非常重要,液位差压大超限值则会进行联锁保护停机,防止氢氧侧液位互窜造成更为严重的事故[3]。
氢氧侧液位偏差大其主要可能的原因为调门缺陷,不能很好地满足系统调节控制;系统自动控制参数设置不当,如氢、氧调门的比例系统、积分系数、微分系数设置不当;氢、氧分离器液位变送器不能真实反应系统实际液位等[3-4]。
由于该系统氢、氧侧调门均采用进口阀门,阀门厂家到厂进行详细检查,阀门无问题,满足现场工艺使用要求;系统自动比例参数、积分参数、微分参数在同类型设备系统均运行良好,满足工艺使用要求;于是重点对氢、氧液位变送器的本体、管道、信号传输进行了仔细的检查和清理,最后发现液位变送器一侧被泥沙污堵,导致其不能真实反应氢氧液位差,对其清理后,液位指示正确,液位偏差大问题彻底解决。
3.4 碱液伤人事件分析及处理
设备运行期间,运行人员发现碱液流量下降,怀疑碱液过滤器堵塞,随将碱液过滤器旁路阀打开,关闭碱液过滤器进出口阀。后检修人员办理工作票对设备进行检修,运行人员制定安全措施时,打开碱液过滤器底部排污阀排放碱液时碱液喷至脸上,幸亏眼睛遮挡,眼睛烧伤不太严重。
制氢设备运行时,系统压力为2.8 MPa,关闭碱液过滤器时,过滤器中有同样高的压力。而制氢设备停机泄压时,由于碱液过滤器进出口阀关闭,碱液过滤器中的压力没有随同设备停机一同进行泄压,造成运行人员打开排污阀时,碱液因压力突降喷出。
这种问题的出现主要是由于运行人员对于设备结构以及运行方式掌握程度不够,加上制氢站的运行安全系数极高,自动控制程度高,正常运行期间运行人员人工控制的机会少,造成设备突发状况时未能做出合理的应对措施[4];同时,应加强人员安全意识培训,做好事故预想,避免类似事故的再次出现。
4 结论和建议
某330 MW机组制氢系统出现的电解槽温度高联锁停机、碱液流量波动大、氢氧分离器液位偏差大、碱液伤人事件等问题出现的原因主要是由于运行人员对于设备结构以及运行方式掌握程度不够,加上制氢站的运行安全系数极高,自动控制程度高,正常运行期间运行人员人工控制的机会少,造成设备突发状况时未能做出合理的应对措施。采取有针对性的措施处理后,制氢装置能够正确、有效、安全投入运行,产生合格的氢气,供该厂汽轮发电机组使用。制氢装置出现的问题涉及系统的设计、安装、调试、运行阶段,制氢站运行过程中,会出现类似的一些共性或者个性问题,应根据实际情况进行理论上的原因分析和制定解决方案。该厂制氢系统出现的几个问题及解决方式为相同类型设备今后的安装、调试、运行提供重要的经验借鉴。
[1]邱武斌.火电工程调试技术手册化学卷 [M].北京:中国电力出版社,2004:309-310.
[2]翟铁.发电厂制氢系统故障分析与解决办法 [J].安徽科技,2012(12):43-45.
[3]刘丽,李贺全.制氢系统氢氧分离器液位差增大原因分析[J].华北电力技术,2003(12):57-59.
[4]钱金川,王波.基于PLC在氢氧机控制系统的设计 [J].机床电器,2012(3):29-31.
Analysis and Treatment for the Problems Identified in the Start-up and Comm issioning of Hydrogen Product System in a 330MW Unit
TU Xiaofei,YANG Yanke
(North China Electric Power Research Institute(Xi'an)Co.,Ltd.,Xi'an,Shaanxi 710065,China)
During the start-up and commissioning process of the hydrogen product system of a 330 MW unit,problems were identified,including high temperature in electrolyzer,wide fluctuation ofalkaline solution,large deviations between hydrogen and oxygen separator liquid level and the risk of alkaline solution to operators.Then,correspondingmeasures were adopted to ensure the hydrogen product system to run correctly,efficiently and safely so that it can produce qualified hydrogen for steam turbine.This paper provides references for the design,installation,commissioningand operation of theequipmentof the same type.
hydrogen generator;start-up;electrolyzer;hydrogen and oxygen separator
TK264.1
B
1671-0320(2016)06-0062-04
2016-07-04,
2016-09-23
涂孝飞(1987),男,重庆人,2010年毕业于东北电力大学环境工程专业,工程师,从事电厂化学环保研究及基建调试工作;
杨彦科(1975),男,宁夏银川人,1999年毕业于东北电力学院应用化学专业,高级工程师,从事电厂化学环保研究及基建调试工作。
猜你喜欢
石油石化绿色低碳(2022年2期)2023-01-06
化学教学(2022年4期)2022-05-07
化学教学(2022年4期)2022-05-07
石油和化工设备(2022年2期)2022-03-11
四川化工(2020年4期)2020-08-28
纯碱工业(2019年6期)2019-03-17
中国设备工程(2018年11期)2018-06-14
江西建材(2018年1期)2018-04-04
化工设计通讯(2017年11期)2017-11-29
噪声与振动控制(2015年4期)2015-01-01
