
晋豫鲁铁路钢轨焊接及应力放散技术研究
2017-01-12 02:44刘顺景
石家庄铁路职业技术学院学报 2016年4期
刘顺景
(中铁十六局集团铁运工程有限公司 河北高碑店 072251)
晋豫鲁铁路钢轨焊接及应力放散技术研究
刘顺景
(中铁十六局集团铁运工程有限公司 河北高碑店 072251)
以晋豫鲁铁路土建18标铺架工程为研究背景,对钢轨的气压焊接技术进行全面而详细的阐述,同时对钢轨的应力放散和锁定技术进行介绍,该标段铺架工程采用以上施工技术取得了很好的效果,施工的各项指标均满足规范和设计的要求,取得一定的经济效益。
无缝线路 气压焊接 应力放散
1 工程概况
新建晋豫鲁铁路土建18标,新建线路起点(DK948+600)东距宁阳东车站(DK950+400)1.8 km,东经宁阳东车站,本标段终点(DK981+900)止于东距天宝站(DK982+900)1.0km处。正线铺轨439.94公里,站线铺轨32.209公里。
线路经山东省,穿行于鲁西冲洪积平原,表层大部分为耕植土,总体上地势较平坦开阔。线路途经地区属暖温带亚湿润区;四季分明,冬长夏短;春季干燥多风,夏季炎热,雨量集中,秋季凉爽湿润,冬季寒冷干燥,雨雪偏少。铺架工程施工中的轨缝控制、机械养路整道、应力放散、焊接、锁定等工作是保证无缝线路施工质量的重要环节,是施工过程中的控制重点。

图1 锡乌铁路现场气压焊施工
2 气压焊焊接技术
2.1 焊接原理
气压焊可分为塑性气压焊和熔化气压焊,我们所采用的是塑性气压焊。它是把钢轨的两清洁端面紧密结合,并对贴合面用气体火焰加热,待贴合面及附近被加热至塑性状态,这部分金属原子具有足够的“活化能”,并穿过界面互相急剧扩散时,即对贴合面加以顶锻,以达到原子间的金属键联接,完成重新再结晶,而获得焊接接头的方法,现场气压焊施工如图1所示。
2.2 焊接施工流程及施工工艺
2.2.1 气压焊施工流程如图2所示。
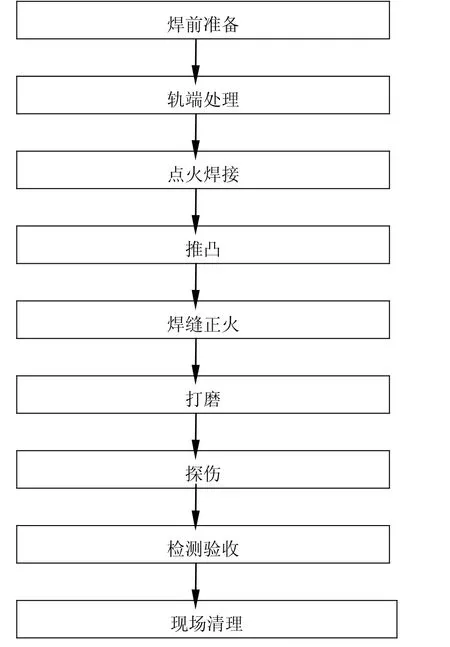
图2 气压焊施工流程图
2.2.2 气压焊主要施工工艺
(1)施工准备
检查设备,启动发电机组,检查其运行状态及供电情况,发现问题及时处理,一定要保证焊接过程的正常供电。检查高压电动泵站油箱内的液压油,检查氧、乙炔瓶的存气量,不足焊一个接头时,要及时更换。检查并使所有气路、水路、油路和电路等一律从线路钢轨底部通过,发现问题及时处理。
(2)轨端处理
首先要钢轨调直,焊前必须对钢轨的垂直面和侧面工作面进行调直,经调直的钢轨用1m直尺检查其矢度不得超过±0.5mm,现场调直检查如图3所示。
第二,端面打磨,用端面打磨机打磨钢轨端面时应注意端面打磨机的两个定位面必须与钢轨接触密贴。使用端面打磨机应做到轻拿轻放,以免破坏打磨机的精度。
第三,端面精锉,焊前精锉时,必须用四氯化碳或丙铜清洗锉刀。 锉削时不能带手套操作,刃口面不准翻面。要保证锉削时锉刀面与钢轨端面平行,锉削时先锉中间后锉两角,绝对不能锉亏两轨底角,锉后端面用角尺检查符合要求。
(3)点火焊接
首先,安装加热器,将加热器两侧分别从压接机导杆钢轨之间侧向掐入后,旋转90°置于导杆之上,并将其按要求正确连接。调整压接机摆动机构的挂钩长度,转动加热器支承小车的转动轴,使加热器的火孔面与焊接端平行最大偏差处≤1.0 mm,同时摇动加热器2~3次,再检查其火孔平面位置不变。调整加热器支承块小车构件,使用权加热器火孔端面与钢轨外廓周边的距离为25±1mm。
第二,预顶,高压泵站加油门使预顶力达到18~20 MPa。

图3 锡乌铁路现场调直测量
第三,点火焊接,将加热器距焊缝距离为50 mm外用火枪点火,禁止用手直接点火。点火时间应在按要求供给氧气、乙炔后,停3~4s点火,不能少于3s或时间过长,以免发生事故。摆动加热器加热,从0~3 min 30s至开始顶锻前,摆动量为15~20 mm摆动频率为每分钟60次左右。
第四,降压并保压,点火加热至钢轨产生塑性变形时,焊缝处及其附近产生微微凸起(高度为1~3 mm),将顶锻压力降低到8~10 Mpa并保压。
第五,顶锻,在保压和继续加热的过程中,当发现轨底角上表面出现几个面积约1.5~3 mm2的单个熔池,轨头顶面出现有随火焰而动的“镜面熔池”便开始顶锻。开始顶锻时摆动量为30 mm左右,摆动频率为每分钟80次左右。
(4)推凸
当顶锻完,加热器熄火后,立即摘下加热器上的挂钩,将加热器迅速推向压机右侧横梁(摇火端)的极限位置。与此同时,泵站换向、松开左侧横梁(活动端)的轨顶螺栓后,泵站给油倒车,当左横梁松动时,立即打松该端斜铁继续倒车,目测焊瘤与推刀垫间距能放下刀体时,停止推车,同时迅速放入前刀体,并推入腰刀装上底刀,泵站换向给油开始推凸,当确认焊瘤推离焊逢,泵站换向给油倒车使两横梁距离拉至最大允许值后,关闭泵站,卸下推凸装置,推凸结束。
(5)焊缝正火
焊后需正火钢轨接头的温度,起始温度为500℃~400℃,终了温度850℃~900℃。从0 min至2 min时其摆动以焊缝为中心,总宽度40 mm每分钟为50~60次,从2 min至3 min以焊缝为中心,在总宽度约为60~80 mm的范围摆动,每分钟35~40次。待被正火处降温至全黑后再撤掉垫轨的枕木墩以免焊接处变形。
(6)焊后打磨及探伤
利用仿形打磨机打磨焊接接头的轨顶面各侧面且不使钢轨表面“发蓝”,打磨时若温度过高,要适当暂停打磨,待温度适宜时再进行打磨。焊缝打磨时应用一米直尺检测,若焊缝变形弯曲,应先用弯轨机矫直焊缝。
探伤要待焊缝自然冷却到50℃以下才能进行。焊缝内部任何部位发现有未焊透、裂纹、气孔夹渣等缺陷时,该焊头必须报废重焊。
3 应力放散及锁定技术
3.1 应力放散的原因
由于铺设长钢轨时的轨温与单元轨设计锁定轨温并不一致,另外在补碴整道、动力稳定、焊轨等作业时,造成钢轨温度的变化,内部产生温度拉或压应力。因此,为了防止无缝线路的长轨条因气温变化和车辆运行等引起的折断或胀轨跑道,必须对长轨条进行应力放散处理,并进行强有力的锁定,以确保线路的高稳定性。
3.2 应力放散原理
采用低温下拉伸放散为主,并辅助自然温度放散,其原理是:在放散段自然温度的条件下,轨下垫滚筒,松开全部扣件使其失效,使钢轨能自由伸长或缩短,并使用一定的外力,让放散轨节处于零应力状态。根据设计锁定轨温和实际轨温(低于或等于设计锁定轨温范围)计算出零应力状态下放散钢轨的拉伸量,用拉轨器拉出该伸长量后即锁定钢轨。
3.3 应力放散施工工艺
(1)通过现场调查,了解近期轨温的变化情况,决定应力放散与线路锁定的作业时间。
(2)位移观测桩必须在单元轨节应力放散前预先设置完毕。单元轨节起终点的位移观测桩尽量与单元轨节焊接接头对应。道岔区的位移观测桩必须按要求位置设置准确,成对的位移观测桩连线应垂直于线路。
(3)由于长轨铺设时轨温与正在进行的作业轨温不一致,弹条卸除、钢轨顶起后,钢轨的束缚解除,钢轨将产生位移,但由于钢轨内部应力及滚轮摩擦阻力等影响,此时钢轨内部应力不为零,记录钢轨临时位移,作为以后施工放散的依据。
(4)记录钢轨应力放散为零时的轨温,若此时轨温正好符合设计锁定轨温,则锁定钢轨。若此时轨温低于设计锁定轨温,记录轨温,按下列公式计算拉伸量进行拉轨,拉轨时,应用撞轨器进行撞轨,使应力放散均匀。并现场测量钢轨的实际拉伸量,与计算拉伸量比较,若与计算拉伸量相符合,则锁定钢轨,若与计算拉伸量不符合,则要查找原因并采取相关措施,如应力放散不均匀滚轮卡死钢轨等因素。
σl=α×L×(T锁-t)
σl:各临时位移观测点的钢轨计算拉伸量;
α:钢轨的线膨胀系数:取0.0000118m/℃;
T锁:施工控制锁定轨温;
t:拉伸钢轨时钢轨的平均轨温;
L:各位移观测点至上次放散单元轨伸缩区起点的距离;
(5)轨温合适或钢轨拉伸到位时,依次去除支垫在钢轨下的滚轮,将钢轨落到轨枕上,上好扣件,紧固钢轨,在拉轨器前后各50 m范围内的钢轨锁定完成后,方可松掉拉轨器的液压油门,拆除拉轨器。
(6)对本次放散单元轨与上一次放散单元轨的接头采用拨S弯的方式进行移动气压锁定焊接。
(7)线路锁定后,应在埋设有钢轨永久位移观测桩位置的垂直线上钢轨轨头外侧面标记钢轨位移零点。并定期对钢轨的位移进行观测,放散之后第一个月内每一星期观测一次,以后每一个月观测一次。位移观测桩处换算200 m范围内的相对位移量不得大于10 mm,任何一个位移观测桩处位移量不得超过20 mm,发现位移量超标者,应迅速查找原因,并对该单元轨重新进行应力放散及锁定。
4 质量控制
(1)锁定轨温
单元轨节实际锁定轨温要在设计锁定轨温范围内,左右股单元轨节锁定轨温之差不大于3℃,前后单元轨节锁定轨温之差不大于5℃,同段无缝线路各单元轨节实际最高与最低锁定轨温相差不超过10℃。
(2)无缝线路位移检测
在无缝线路试运营前,应对无缝线路中单元轨的位移进行定期观测分析,这也是衡量应力放散是否均匀、无缝线路铺设成功与否的重要指标。必须满足任何一个位移观测桩位移量不得超过20 mm、位移观测桩处换算200m范围内的相对位移量均不大于10 mm的技术要求。
(3)其他质量控制措施
钢轨应力放散与线路锁定前,一定按照规范和设计文件要求,对道床横向阻力、枕下道床刚度、轨道几何尺寸等项目进行检测,确认线路达到初期稳定状态后方可进行锁定施工。
钢轨扣件卸除顶起在滚筒上,滚筒放置的位置要基本一致,顶起的钢轨在平面、纵面内均要基本平顺,不可高高低低、左右弯曲等。钢轨内部应力为零,锁定落轨上扣件锁定要迅速,时间控制在15min以内。
5 结语
新建晋豫鲁铁路土建18标正线铺轨439.94公里,站线铺轨32.209公里,采用上述的气压焊接施工技术和应力放散与锁定技术进行施工,取得了比较好的效果。克服了由于自然环境恶劣,昼夜温差大、天气变化无常等等施工困难,施工技术成熟可行,在施工中进一步取得宝贵经验,可为类似的铺架工程焊接施工和应力放散与锁定施工提供借鉴。
[1]刘雄义.钢轨气压焊焊后正火处理工艺的探讨[J].铁道标准设计,2006(05)
[2]于国英.钢轨焊后热处理工艺及设备的研制[J].铁道标准设计,2000(12)
[3]田承祯,程永威.无缝线路应力放散和调整方法[J].铁道建筑,1999(09)
[4]崔学峰,陈玲玲.无缝线路应力放散作业标准化研究[J].铁道标准设计,2003(02)
On Rail Welding and Distressing Technology of the Shanxi-Henan-Shangdong Railway
LIU Shun-jing
(China Railway 16th Bureau Group Railway Transportation Engineering Co.,Ltd Gaobeidian Hebei 072251 China)
With No. 18 standard framing engineering in the Shanxi-Henan-Shangdong Railway as the research background, the technology of rail gas pressure welding is comprehensively illustrated in details, meanwhile the stress dispersion and locking rail technology are introduced. the section of construction achieved good results with the above-mentioned technology, and all the indicators meet the design specifications and requirements. It achieved a certain amount of economic benefit.
seamless tracks pressure welding stress dispersion
A
1673-1816(2016)04-0057-05
2016-04-17
刘顺景(1978-),男,学士,河北顺平人,工程师,研究方向施工技术与施工管理。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
云南化工(2021年8期)2021-12-21
中国科技纵横(2021年13期)2021-09-06
装备制造技术(2020年2期)2020-12-14
节能技术(2018年6期)2019-01-03
建筑机械(2018年1期)2018-03-01
上海铁道增刊(2017年3期)2018-01-22
时代农机(2016年6期)2016-12-01
设备管理与维修(2016年6期)2016-03-16
制造技术与机床(2015年10期)2015-04-09
