成型和焊接对高强管线钢管焊缝及热影响区冲击韧性的影响*
2017-02-01 21:20刘海璋席敏敏
焊管 2017年12期
李 丽, 杨 军, 牛 辉, 刘海璋, 席敏敏
(1.川庆钻探工程公司安全环保质量监督检测研究院,四川 广汉 618300;2.国家石油天然气管材工程技术研究中心,陕西 宝鸡 721008;3.宝鸡石油钢管有限责任公司 钢管研究院,陕西 宝鸡 721008)
石油、天然气长距离管线输送是目前公认的最为经济合理的运输方式。我国2008年初开工建设的西气东输二线输气管线工程是世界上距离最长、直径最大、使用X80管线钢最多的天然气管线,主干线长4 918 km,全部采用X80钢级Φ1 219 mm管线钢管。与此同时,X90管线钢在我国西气东输三线的试验段应用也被提上日程,X100、X120钢级管线钢也在试验开发中。随着石油天然气需求的不断增长,远距离高压油气输送管道建设向着高强度、高韧性、大壁厚、大直径及大输量方向发展[1-4]。提高钢级、减小壁厚能有效节约管道建设成本,每提高一个钢级可节约成本7%[5]。高压远距离、大输量管线工程的建设,对管线用钢在强度、韧性、塑性等性能指标方面有更高要求,尤其对低温韧性和韧脆转变特性。在极端或严苛服役条件下,还会要求管线钢具有良好抗大变形能力[6-9]。
X80管线钢是在C-Mn系列低碳钢中加入微量Nb、V、Ti,并利用控扎控冷技术,通过碳(氮)化合物析出强化来提高材料强度[10],具有良好的冲击韧性和焊接性。然而,随着高强管线钢管的不断推广应用,服役管线的安全性和性能的可靠性将是关注的重点。对于高压超长大输量高强管线工程而言,焊缝及热影响区(HAZ)性能较其他位置更受到关注,而韧性是关注的焦点。焊缝和HAZ的韧性影响因素众多,就钢管成型和焊接过程的影响鲜有报道,因此,本研究系统综述钢管成型和焊接过程对高强管线钢焊缝和HAZ韧性的影响,对高强管线钢管生产、管线工程建设及服役安全和可靠性研究提供参考。
1 钢管成型对焊缝和HAZ冲击韧性的影响
1.1 成型角α的影响
螺旋焊缝的切线与管体表面上的纵向直线间形成的夹角即为成型角α(如图1所示[11])。由于螺旋焊管原料钢带沿轧制方向的冲击韧性高于横向,因此,增大成型角α将对螺旋焊管环向韧性有所改善。

图1 螺旋焊管成型示意图
1.2 成型角α对合缝间隙τ的影响
实践证明,螺旋焊管成型时合适的间隙对焊接有利[12-14],若间隙太小,则焊液不能流进缝内,容易形成虚焊;若间隙太大,焊液会流出发生烧穿,使焊缝组织变化,大大影响焊接强度及使用寿命;若无间隙,会形成错边。
成形角α与合缝间隙τ及钢管直径D的关系式[15]为

式中:△D―钢管直径增量变化;
△α―成型角增量变化。
由式(1)可知,影响焊缝间隙的主要因素是成型角和钢管直径。实际焊接中,△α变化,会引起τ有较大变化。所以需要调整成型角度,使焊缝实际间隙控制在规定的范围内。
当钢管直径不变,即ΔD=0时,则

式(2)体现的是成型角的变化对焊缝宽度的影响,负号表示变化方向相反。
当成型角不变,即△α=0时,则

式(3)体现的是焊管直径的变化对合缝间隙的影响。
1.3 成型合缝的影响
螺旋埋弧焊管成型合缝质量严重影响钢管焊接质量和焊缝性能。成型合缝前要求板边平整、无挤伤、无刮伤、无氧化皮、无凹坑、无结疤、无裂缝、无折叠、无夹杂等,成型合缝后要求坡口间隙均匀、无错边、挤厚、噘嘴等。但在实际生产中,受管径、成型角、铣边/剪边质量、设备稳定性等众多因素影响,常出现异常合缝。异常合缝的出现将对钢管焊接质量产生影响,容易出现气孔、夹渣、焊偏等焊接缺陷,进而影响焊缝性能。按异常合缝的形貌特征可将它们分为间隙异常合缝(如图2[16]所示)、错位合缝(如图3[16]所示)和非对称合缝(如图4[16]所示)3种。
间隙异常合缝产生的原因分别是立辊挤厚、卷边辊挤压和自由边/递送边变形不足造成。合缝间隙异常易在焊缝中心沿纵向形成夹渣、气孔、 铁豆等缺陷,严重影响焊缝性能。解决途径是:选用合适卷边辊并防止带钢跑偏,避免焊剂夹带进入内焊成型合缝间隙内。
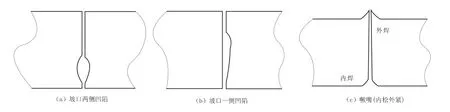
图2 合缝间隙异常示意图

图3 错位合缝示意图

图4 非对称合缝示意图
带钢跑偏后受限位立辊作用自由边一侧挤厚,合缝后即呈错位合缝(如图3(a)所示)。错边产生的原因有带钢“月牙弯”、递送边与自由边变形不均匀、焊垫辊位置不合适、成型咬合过紧及带钢位置不正等。错位合缝的错边和挤厚引起的焊接缺陷主要有焊偏、偏流、夹渣、气孔等,缺陷偏离焊缝中心。主要预防措施是:防止带钢跑偏挤厚,调整成型工艺参数减弱“月牙弯”带来的错边影响,调整焊接参数及焊缝跟踪解决未焊透、未熔合、焊偏等缺陷,防止内焊咬和缝内夹带焊剂。
非对称合缝的产生主要是由圆盘剪或铣刀加工量及带钢“波浪弯”、 “月牙弯”综合作用的结果。3种非对称合缝(图4)易产生焊偏、未焊透、未熔合,严重时于内焊缝根部产生气孔、夹渣。精确设置刀具铣削加工参数,提高矫平工序的效能,采用高质量的原料带钢是预防和解决非对称合缝的主要方法。
2 钢管焊接对焊缝和HAZ冲击韧性的影响
2.1 坡口设计的影响
一般采取钢板边缘开I形(壁厚≤8 mm)、Y形(8 mm<壁厚≤15 mm)或 X 形(壁厚>15 mm)坡口后进行埋弧焊接。不合理的焊接坡口形式及尺寸严重影响螺旋埋弧焊管焊缝质量。文献[16]研究了X80钢级、壁厚18.4 mm管线钢试样在其他焊接条件不变的情况下,随外焊坡口角度增加焊缝韧性略有增加,热影响区韧性有所下降。表明外焊坡口角度对大壁厚高钢级螺旋埋弧焊管焊缝和热影响区冲击韧性有显著影响。
2.2 焊接工艺参数的影响
焊接热输入、层间温度和焊接材料等是焊接工艺参数的主要组成部分,焊接热输入集中反映了焊接电流、电压和焊接速度的综合影响,是决定焊缝冷却速度和性能的主要因素,而层间温度(通常指预热温度)则是决定焊缝冷却速度的重要因素之一[17]。在其他条件相同的条件下,冲击韧性随线能量增加而显著下降,且大线能量下试样冲击韧性具有明显分散性;当预热温度在100℃左右时,韧性较好;温度过低和过高,韧性均下降,且小线能量应匹配较高预热温度,而大线能量应匹配较低预热温度[18-19]。X80管线钢粗晶热影响区韧性随预热温度的变化曲线如图5所示[20]。

图5 X80管线钢粗晶热影响区韧性随预热温度的变化曲线
研究显示[20-22],内焊余热和焊接热循环作用对焊缝及HAZ韧性有较大影响。在内焊余热和焊接热循环作用下,焊缝及HAZ夏比冲击功均有明显降低,韧性呈衰减趋势。随焊接热输入增大,X80高强管线钢焊缝柱状晶区宽度增大,针状铁素体板条粗化,低温冲击吸收功先升高后降低,当热输入为31 kJ/cm时焊缝金属低温冲击性能最好[23]。而X100管线钢则强韧性降低[24-25],当热输入约10 kJ/cm时,焊接HAZ粗晶区的显微组织以贝氏体铁素体和粒状贝氏体为主,材料具有最佳强韧性水平;当热输入约20 kJ/cm时,焊接HAZ粗晶区的显微组织以粒状贝氏体和准多边形铁素体为主,材料有较好强韧性匹配;而当热输入大于30 kJ/cm时,由于多边形铁素体及M-A组元增多,材料强韧性降低。图6为X100管线钢在-20℃条件下,冲击吸收功随焊接热输入增加的变化曲线。

图6 X100管线钢在不同热输入下的夏比冲击功(-20℃)
2.3 焊材选用的影响
高强管线钢埋弧焊接用焊丝和焊剂在制管焊接中均参与冶金反应,是焊缝性能的决定因素之一,要求其在提高焊缝强度的同时还要保证有优良的低温韧性。焊缝属于熔敷金属,其性能与HAZ和母材有明显不同,主要由焊材合金成分、性能特点和焊接工艺决定。
X80及以上钢级管线钢焊接时,需根据相关标准对钢管焊缝合金成分、性能指标、微观组织等要求进行焊材的合理选用,一般为超强匹配。即焊缝抗拉强度要高于母材,且其他性能指标均要满足相关生产标准要求。X80高强管线钢管的生产制备,焊丝/焊剂主要根据匹配使用原则选用,主要牌号有BG-H08E/BG-SJ101G、BGH08C/BG-SJ101G、 BG-H06H1/BG-SJ101H1和CHW-SG4/CHF102GX。X90和 X100管线钢焊接,焊材使用各管厂自主开发的专用焊丝和焊剂。X80级管线钢管焊缝熔敷金属区组织为晶内针状铁素体(IAF)+粒状贝氏体(B粒)+先共析铁素体(PF)+珠光体(P), 而 X90和 X100钢级管线钢管焊缝熔敷金属区组织为针状铁素体(AF)+多边形铁素体(QPF)+M-A组元+少量PF。图7为X80、X90和X100管线钢管焊缝熔敷金属区OM微观组织。
焊丝的多元合金化+微合金化特性在焊缝熔敷金属区形成的复杂冶金作用过程中,抑制了大量QPF的形成,促进AF转变,有效提高了焊缝中AF比例[26]。图8[27]给出了微合金元素Nb、V、Ti对针状铁素体体积分数的影响。陈延清[27]等人根据合金元素强韧化机理及作用,设计确定Mn-Mo-Ti-B-Zr作为X80管线钢埋弧焊丝的合金系。该焊丝熔敷金属力学性能优良,屈服强度>560 MPa,抗拉强度>660 MPa, -40℃冲击吸收功为102 J,金相组织以细小针状铁素体为主,低温冲击韧性优良,实现了高强韧性的目标。与F80焊剂匹配使用,焊接马钢、首钢、太钢、武钢生产的厚18.4 mm X80热轧板卷,钢管焊接接头抗拉强度、硬度及焊缝金属-10℃的冲击韧性等主要性能指标均满足《西气东输二线管线工程用螺旋缝埋弧焊管技术条件》的要求。

图7 不同钢级管线钢管焊缝熔敷金属区微观组织特征

图8 Nb、V、Ti含量对针状铁素体体积分数的影响
管线钢埋弧焊接过程中一般选用氟碱性烧结焊剂[28],由于碱性烧结焊剂含有较多碱性氧化物,利于清除焊缝中S、P等杂质元素,且与SiO2结合有利于降低SiO2的活度,使钢中的Si与O更易形成SiO2,促使焊缝脱氧,减少合金元素的烧损流失,有利于提高焊缝冲击韧性[29-32]。目前制管过程中广泛使用的烧结焊剂是SJ101G,该焊剂属于氟碱型烧结焊剂,碱度值为1.6~2.0,熔渣成分: w(CaO+MgO+MnO+CaF2)≥50%、 w(SiO2)≤20%、w(CaF2)≥15%,与管线钢专用埋弧焊丝匹配可以得到高韧性的焊缝。
3 结 论
(1)油气管道的可靠性和安全性是管道输送系统正常运营应该考虑的重点。管线设计和安全评定主要使用平面应变冲击韧性及平面应变断裂韧性作为材料破坏的指标。冲击韧性是管线钢重要的性能之一,也是管道设计必须考虑的重要因素。
(2)高强管线钢管焊缝区冲击韧性影响因素很多,从工程生产角度,由于各生产单位生产设备的不同和原料性质的差异及生产过程实际情况的变动等不确定因素的存在,使得通过调整生产工艺参数达到提高焊缝中心和HAZ冲击韧性的方法存在一定局限性,其效能有限。对于提高焊缝及HAZ冲击韧性最直接有效的方法是在正确制定成型和焊接工艺前提下合理选用焊材。
(3)焊剂按氧化物性质可分为酸性、中性和碱性。酸性焊剂对铁锈不敏感,而当焊剂中主要组分为 w(CaF2)≥15%、 w(CaO+MnO+MgO+CaF2)≥50%、w(SiO2)≤20%时,该焊剂为氟碱性焊剂。碱性焊剂可使焊缝抗热裂性能优良,强度韧性提高。
(4)焊缝中O、S、P和N的含量对其韧性有严重影响。在焊丝生产制备时,通常向焊丝中添加不同合金元素使其在焊接过程中达到降低或消除有害元素的目的。因此,在焊丝生产制备时,尽可能降低O、S、P和N,适当控制 Mn、Ni、Si、Ti和B等含量,加入适量Nb,开发出含Nb微合金的新型高强韧性焊丝。另外,适当减少Mo含量,而添加适量Ni,也可作为开发新型高强韧性焊丝的新途径。
[1]潘家华.我国的天然气及天然气管道工业[J].焊管,2008,31(4):5-6.
[2]李鹤林,吉玲康,谢丽华.中国石油管的发展现状分析[J].河北科技大学学报,2006,27(1):1-5.
[3]张斌,钱成文,王玉梅,等.国内外高钢级管线钢的发展及应用[J].石油工程建设,2012,38(1):1-5.
[4]王晓香.焊接钢管技术的新进展[J].焊管,2011,34(3):5-11.
[5]YOO J Y,AHN S S,SEO D H,et al.New development of high grade X80 to X120 pipeline steels[J].Materials and Manufacturing Processes,2011,26(1):154-160.
[6]余志峰,史航,佟雷,等.基于应变设计方法在西气东输二线的应用[J].油气储运,2010,29(2):143-147.
[7]李鹤林,李霄,吉玲康,等.油气管道基于应变的设计及抗大变形管线钢的开发与应用[J].焊管,2007,30(5):5-11.
[8]申坤,王斌.TRIP效应在基于应变设计的大变形管线钢中的应用[J].焊管,2013,36(3):11-14.
[9]毕宗岳,杨军,牛靖,等.X100高强管线钢焊接接头的断裂韧性[J].金属学报,2013,49(5):576-582.
[10]冯耀荣.油气输送管道工程技术进展[M].北京:石油工业出版社,2006:69-81.
[11]罗秀峰.螺旋焊管成型参数的优化设计[D].哈尔滨:哈尔滨工业大学,2007.
[12]朱旭,吴金梅.浅谈螺旋埋弧焊管成型对接焊质量的影响[J].焊管,2001,24(6):51-53.
[13]白金生,李伟武,段世新.窄间隙埋弧焊坡口形式和尺寸[J].电焊机,2009,39(8):94-96.
[14]毛浓召,乔凌云,张继成.成型合缝对螺旋埋弧焊管质量的影响[J].焊管,2013,36(11):39-47.
[15]韩丽娟,郭卫东.螺旋焊管成型角的合理选择[J].焊管,2001,24(5):31-32.
[16]田均平,康万平,赵红波.外焊坡口角度对X80级螺旋埋弧焊管焊缝质量的影响[J].焊管,2009,32(11):16-20.
[17]尹士科,刘绍维.焊接工艺参数对焊缝力学性能的影响[J].机械制造文摘(焊接分册),2013(3):9-12.
[18]陈翠欣.X80高强管线钢的焊接性及其模拟仿真[D].天津:天津大学,2005.
[19]刘哲.X80高强管线钢焊接性的模拟研究[D].天津:天津大学,2006.
[20]李为卫,马秋荣,赵新伟,等.预热温度对X80管线钢焊接热影响区组织性能的影响[J].石油工程建设,2005,31(4):10-13.
[21]刘文月,任毅,张帅,等.二次热循环对 X100管线钢粗晶热影响区组织与性能的影响[J].材料热处理学报,2012,33(3):99-103.
[22]杨军,刘海璋,符利兵,等.内焊余热和焊接热循环对螺旋埋弧预精焊管焊缝性能的影响[J].焊管,2014,37(9):30-36.
[23]翟战江,魏金山,彭云,等.热输入对X80焊缝金属低温冲击性能的影响[J].热加工工艺,2011,40(9):145-154.
[24]张骁勇,高惠临,庄传晶,等.焊接热输入对X100管线钢粗晶区组织及性能的影响[J].焊接学报,2010,31(3):29-32.
[25]YOUY,SHANGCJ,NIEWJ,etal.Investigationonthemicrostructure and toughness of coarse grained heat affected zone in X100 multi-phase pipeline steel with high Nb content[J].Materials Science and Engineering A,2012,558:692-701.
[26]毕宗岳.管线钢管焊接技术[M].北京:石油工业出版社,2013.
[27]陈延清.X80高钢级管线钢埋弧焊丝的研究[D].天津:天津大学,2010.
[28]李为卫,王庆国,田鹏,等.X80管线钢埋弧焊焊接材料的选材研究[J].焊接技术,2005,34(3):48-50.
[29]KANJILAL P,MAJUMDAR S K,PAL T K.Prediction of submerged arc weld-metal composition from flux ingredients with the help statistical design of mixture experiment[J].Scandinavian Journal of Metallurgy,2004,33(3):146-159.
[30]苏仲鸣.焊剂的性能与使用[M].北京:机械工业出版社,l989.
[31]张敏,姚成武,李继红,等.X80管线钢埋弧焊用烧结焊剂的研制[J].焊接学报,2006,27(10):29-32.
[32]吴在盛,赵国仙,马长权.X80级螺旋埋弧焊管用高强度高韧性烧结焊剂的研制[J].焊管,2009,32(10):22-24.
猜你喜欢
汽车实用技术(2022年12期)2022-07-05
粉末冶金技术(2021年3期)2021-07-28
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19
四川有色金属(2020年2期)2020-12-08
建材发展导向(2019年11期)2019-08-24
中国特种设备安全(2019年2期)2019-04-22
现代制造技术与装备(2018年8期)2018-09-25
金属加工(热加工)(2018年1期)2018-01-24
中国科技纵横(2016年20期)2016-12-28