海洋平台大厚度异种钢焊接接头的CTOD试验探究
2017-02-01 21:20侯文辉李红艳
焊管 2017年12期
侯文辉,郭 毅,李红艳,刘 涛
(太重滨海海工装备分公司,天津 300450)
海洋石油平台服役环境恶劣,不仅要承受巨大的静载荷,而且要承受由波浪、海流、台风引起的动载荷,容易产生疲劳破坏。因此,海洋平台的设计和制造部门应将平台在运行过程的安全问题放在首位[1]。随着海洋石油开发走向深海、远海,平台所使用的钢板厚度不断增大,服役温度越来越低,焊接接头部位发生脆性破坏的可能性不断增加。厚板焊接过程中,焊材熔敷金属填充量大,焊接时间长,热输入总量高,构件施焊时拘束度高,导致残余应力较大;焊接施焊过程中容易产生热裂纹和冷裂纹,致使焊接接头的韧性恶化[2]。为了保证大厚度钢板焊接接头的抗脆断能力,一般在设计过程中考虑采用焊后热处理的方法改善焊接接头的断裂韧度。目前国内外的海工焊接规范,如API、DNV、CCS等,对厚度大于50 mm的结构焊接要求采用焊后热处理或CTOD试验。海洋工程结构规模大,焊后热处理施工工期长,人力、物力成本高,因此CTOD工艺评定成为较好选择。CTOD工艺评定不但可以提高海洋工程结构的安全可靠性,而且可大幅度缩短工程结构的建造周期,节约生产成本。本公司CCS级钻井平台的桩靴结构中存在厚度为55 mm的EH36+E550异种接头,依据CCS《材料与焊接规范》[3]的要求需进行焊后热处理或CTOD试验,本研究选择采用CTOD试验来探究焊接接头的综合性能及寻求免除热处理的可能性。
1 试验材料及方法
1.1 试验材料
试验母材为国产船用高强钢CCSE550和CCSEH36,试板厚度为55 mm。钢板的化学成分见表1,力学性能见表2。

表1 E550和EH36钢的化学成分 %

表2 E550和EH36钢的力学性能
1.2 CTOD试板焊接
依据 BS7448[4-5]和DNV-OS-C401[6]两项标准规定的内容,同时,结合钻井平台桩靴结构中厚度为55 mm的EH36+E550的焊接节点形式,最终确定CTOD试板采用K形焊接坡口。本研究焊接节点为EH36+E550的异种钢焊接,为了方便CTOD试样焊缝、热影响区的取样工作,本次试验按照相同的焊接工艺焊制了两组CTOD试板,两组试板的坡口形式如图1所示,焊接工艺参数见表3。
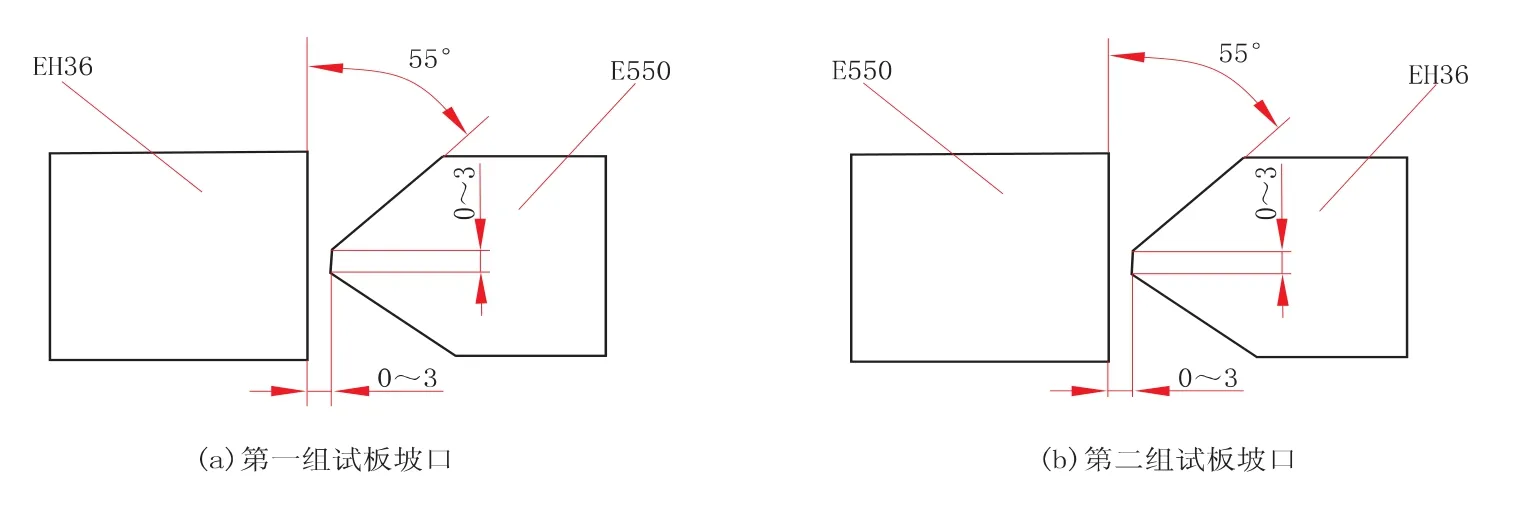
图1 两组试板的坡口形式

表3 试板焊接工艺参数
1.3 CTOD试样制备
依据BS7448标准规定,试验采用带预制疲劳裂纹的三点弯曲(TPB)标准试样。试样毛坯加工至截面积为 B×2B(55 mm×110 mm)的最终尺寸(B为试样厚度),随后在线切割机上用0.12 mm钼丝加工机械缺口。
依据试验要求缺口开在焊缝和热影响区。焊缝金属试样机械缺口位于名义焊缝的中心,热影响区试样的机械缺口沿着坡口直线边一侧距熔合线 0~1 mm 的范围内[7]。
采用高频疲劳试验机在室温(25℃)下预制疲劳裂纹。为了保证初始裂纹长度在(0.45~0.70)W的有效范围内,在疲劳裂纹的预制过程中应随时观测、监控疲劳裂纹的扩展长度和方向。为保证预制疲劳裂纹前缘具有合理的形状,对每一个试样均采用局部压缩的方法减少焊缝中心部位的焊接残余应力[8-10]。CTOD三点弯曲试样如图2所示。

图2 CTOD三点弯曲试样示意图
2 试验过程
试验在1 000 kN万能材料试验机上进行,具体试验步骤如下:
(1)用游标卡尺精确测量每个试样的B(厚度)和W(宽度),测量精度为0.02 mm,记录试样尺寸后将试样放入低温箱中进行冷却,待温度达到-10℃后进行保温,温度变化控制在±2℃。
(2)采用一次加载的方式直到试样失稳断裂, 加载速率控制在(0.50~1.30)mm/min, 试验过程中自动记录F-V(载荷-位移)变化曲线。
(3)试样失稳断裂后,将试样放入冷冻箱内冷冻。
(4)从冷冻箱中取出试样,在试验机上快速压断,然后将其烘干进行测量。从断裂试样上取下断口,用显微镜测量初始裂纹长度a0i,测量方法如图3所示,沿试样厚度方向等间距测量9个位置的疲劳裂纹前缘长度,并按公式(1)[7]计算其加权平均值a0,其中最外侧点位于距试样表面向内1%B处。
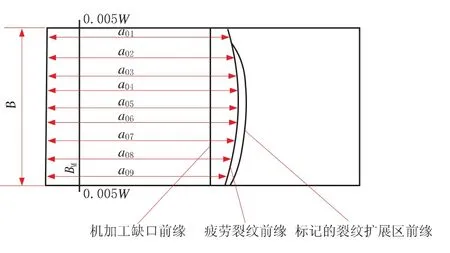
图3 初始裂纹测量示意图

(5)数据处理。在F-V曲线上读取最大载荷值F,对应最大载荷时的塑性张开位移VP和裂纹尖端处材料的屈服强度σs,代入公式(2)中计算CTOD值,即

式中:δ—裂纹尖端张开位移;
S—三点弯曲时试样的跨度,mm;
F—最大载荷值,N;
σs—屈服强度,取506MPa;
v—泊松比,取0.3;
E—弹性模量,取2.1×105MPa;
Z—刀口厚度,mm;
VP—对应最大载荷值的塑性张开位移,mm。

3 试验结果与讨论
3.1 试验结果
EH36+EH550焊接接头的CTOD试验结果见表4。
3.2 试样有效性判断
根据BS7448标准,焊接接头断裂韧度试样的有效性判断依据如下:
(1)试样的平均裂纹长度 a0=(0.45~0.70)W,机械缺口的最大宽度为0.065W;
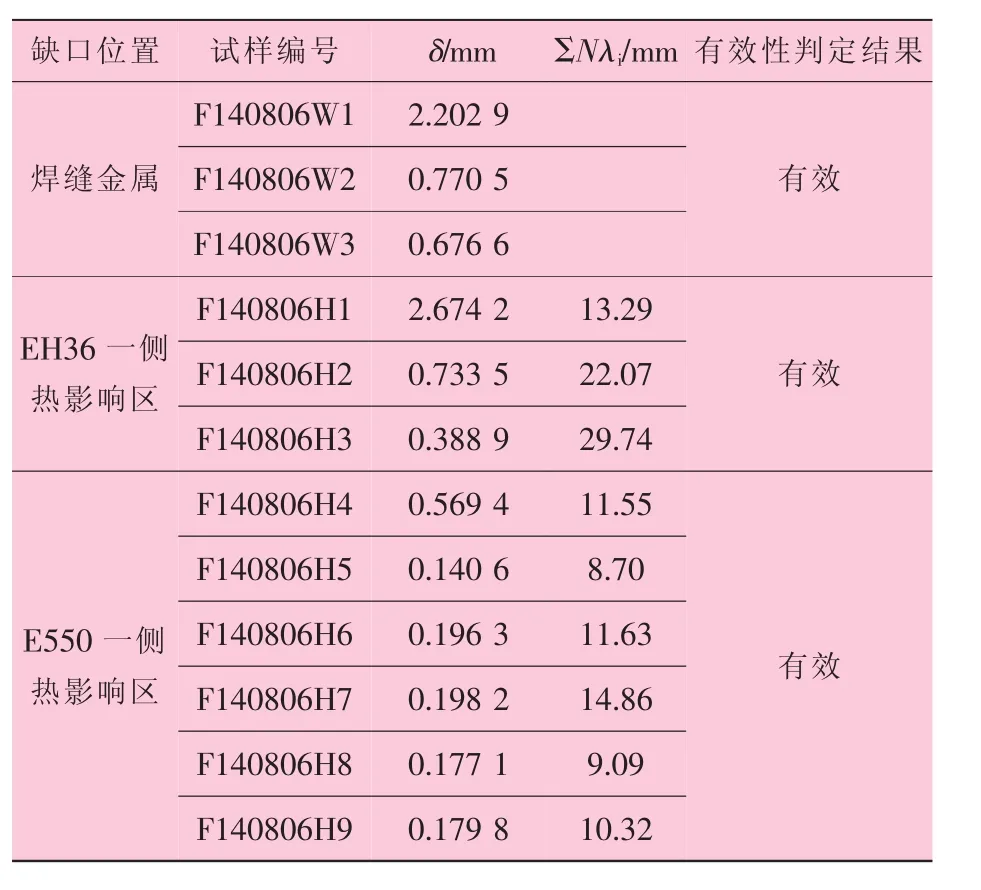
表4 EH36+EH550焊接接头的CTOD试验结果
(2)在断口上测量初始裂纹长度a0i时,要求任意两个裂纹长度的差值均不大于20%a0;
(3)在断口预制疲劳裂纹的最小值不应小于1.3 mm和2.5%W两者中取较大值;
(4)预制疲劳裂纹扩展方向与垂直试样长度方向的夹角不大于10°;

图4 焊缝试样典型宏观坡口照片
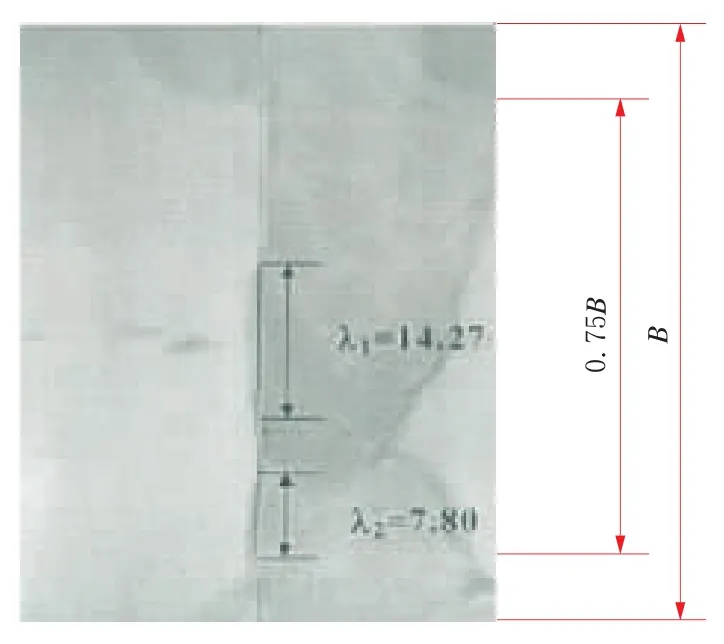
图5 典型热影响区断口剖面
(5)根据DNV-OS-C401的规定,对于热影响区试样必须通过断口金相检查来确认试验的有效性。断口金相检查主要是测量ΣNλi的长度,是指试样厚度中间75%区域内,裂纹尖端落在熔合线和预制疲劳裂纹之间的距离小于0.5 mm范围内的累积长度。根据DNV-OS-C401的要求,ΣNλi≥75%×20%B,图4为焊缝试样的典型宏观断口照片,图5为典型热影响区断口剖面,通过图5计算ΣNλi值,表5为试样尺寸及有效性检验的主要项目。

表5 试样尺寸及有效性检验的主要项目
通过图4、图5,表4、表5可以得出,试验中全部试样都获得良好的裂纹前缘形状,其裂纹前缘任意两个裂纹长度差值均小于20%a0,a0/W值均大于0.45,且小于0.70,热影响区的9个试样剖面 ΣNλi值均大于 75%×20%B, 满足 DNV标准,为有效试样。
3.3 试验结果分析
根据DNV-OS-C401的规定,海洋平台构件免除焊后热处理的条件是焊接接头的焊缝和热影响区试样的CTOD值必须满足3个有效试样的CTOD值≥0.15 mm,如果3个试样中有不满足条件的,必须追加CTOD试验。如果试样数量是3~5件,试样的CTOD值取所有试样中的最低值,如果试样数量是6~10件,试样的CTOD值取所有试样中的第二低值,如果试样数量为11~15件,则取有效试样测试值中的第三低值[6]。根据以上规定,EH36+E550焊接接头焊缝CTOD值为0.676 6 mm,EH36侧热影响区CTOD值为0.388 4 mm,E550侧热影响区CTOD值为0.177 1 mm,均大于0.15 mm,故可以免除焊后热处理。
4 结 论
(1)采用本研究所述的药芯焊丝气体保护焊打底,埋弧焊填充盖面的工艺得到的EH36+E550大厚度异种钢焊接接头的CTOD值满足DNV要求,从而可以免除焊后热处理。
(2)目前,该工艺已经在钻井平台桩靴结构制造过程中应用。实践证明,采用该焊接工艺在保证焊接结构安全性的前提下,免除焊后热处理,能够极大提高生产效率,降低焊工的劳动强度,节约建造成本,缩短平台的建造周期。
[1]孔祥鼎,夏炳仁.海洋平台建造工艺[M].北京:人民交通出版社,1993.
[2]霍立兴.焊接结构的断裂行为及评定[M].北京:机械工业出版社,2000.
[3]CCS2014,材料与焊接规范[S].
[4]BS7448—1997,Fracture mechanics toughness tests partⅠmethod for determination of KIC,critical CTOD and critical J values of metallic materials[S].
[5]BS7448—1997,Fracture mechanics toughness tests partⅡmethod for determination of KIC,critical CTOD and critical J values of welds in metallic materials[S].
[6]DNV-OS-C401,Fabrication and testing of offshore structures[S].
[7]胡艳华,牛虎理,唐德渝,等.大厚度船用钢板焊接接头低温CTOD韧度试验研究[J].石油工程建设,2012,38(2):51-54.
[8]王志坚,蒋军,王东坡,等.海洋平台用钢D36超大厚度焊接接头 CTOD试验[J].焊接学报,2007,28(8):103-107.
[9]钱保义,杨文华,吴凤民.CTOD试验在海工装备制造业的应用[J].焊接技术,2013,42(5):42-45.
[10]蔡新荣,温志刚,靳伟亮,等.海洋工程厚板低温CTOD埋弧焊工艺开发与对比[J].焊接技术,2017,46(2):35-37.
猜你喜欢
机电元件(2022年6期)2023-01-18
材料科学与工程学报(2022年4期)2022-08-25
环境技术(2022年3期)2022-07-21
宁夏电力(2022年1期)2022-04-29
理化检验(物理分册)(2022年3期)2022-03-31
军民两用技术与产品(2021年8期)2021-11-24
铀矿冶(2021年2期)2021-05-24
石油化工腐蚀与防护(2021年2期)2021-04-27
模具制造(2019年10期)2020-01-06
模具制造(2019年7期)2019-09-25