
基于SPC的气动测量检测系统研究
2017-02-10 23:12徐淑萍李尔东
中国高新技术企业 2016年34期
关键词:系统结构
徐淑萍 李尔东

摘要:文章介绍了基于SPC的气动检测系统的系统结构,SPC(统计过程控制)的发展历程及其特点、主要原理、控制图分类、过程能力分析及计算,SPC是针对全过程的事先预防,进而提高产品的生产效率,降低了生产成本。
关键词:SPC;控制图;过程能力分析;气动测量检测系统;系统结构 文献标识码:A
中图分类号:TG839 文章编号:1009-2374(2016)34-0075-02 DOI:10.13535/j.cnki.11-4406/n.2016.34.037
在当今社会,产品质量问题一直以来备受全世界的普遍关注,其不仅关系着民生问题,还关系着一个国家的综合实力。企业在市场经济中生存和取胜的至关因素就是质量的好坏,一个国家增强综合实力和提高国际竞争力的必然要求也体现在质量问题上。SPC正是生产制造业的最好帮手,其质量控制成效显著,降低缺陷率,打造企业更精锐的产品。
1 本系统总体结构设计
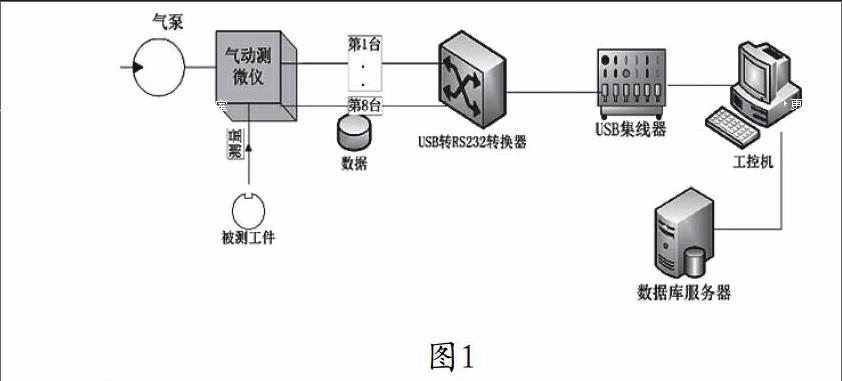
系统总体分为三部分,分别是数据采集部分、数据分析处理部分、数据备份部分。结构图如图1所示:
1.1 数据采集部分
利用气动测量仪进行测量工件,最多可接入8台测微仪,可同时对8路测微仪的数据同时进行实时采集,也可分时采集,收集到的数据经过USB转RS232转换器再经过USB集线器利用串口通讯把数据传输到工控机PC中。
1.2 数据分析处理部分
1.2.1 数据的保存:可以将采集到的数据存储到数据库中,方便日后分析汇总。
1.2.2 数据的显示:得到的数据能够在SPC的公差图中标注出来,若不在公差范围,可进行报警(公差:实际参数值的允许变动量)。
1.2.3 数据的分析:
SPC的两个执行阶段:
分析阶段:采集阶段得到的数据计算控制界限,做成直方图,分析用控制图或者进行过程能力分析,检验生产过程的状态是否是统计可控的,判断过程能力是否能够满足生产质量需求。只有满足分析阶段的两个目的:一是过程处于稳定状态;二是能力得到满足,分析阶段的任务才算完成。否则继续调整。
监控阶段:主要目的是使用控制图进行监控。这个阶段的控制图界限可以利用上一个阶段的结果而确定,采集的数据及时绘制到控制图上,并密切观察控制图,过程的失控还是受控可通过点的波动来体现出来,如果发现是统计失控的,必须及时找出原因并快速地消除其影响。
1.3 数据备份部分
数据库文件能够备份,已确保数据丢失时,无法恢复。
2 SPC发展历程及其特点
美国贝尔实验室的休哈特博士于20世纪20年代提出了统计过程控制理论及其控制图的应用,这一理论的提出为统计过程控制奠定了理论基础。从理论的提出到目前阶段,总共经历了三个阶段即SPC、SPCD及SPCDA。
起初阶段SPC是Statistical Process Control的简称,即统计过程控制。
SPC发展的第二阶段SPCD是Statistical Process Control and Diagnosis的简称,即统计过程控制与诊断。该阶段可以对异常进行报警,却不可诊断出何种异常。
SPC发展的第三阶段SPCDA是Statistical Process Control,Diagnosis and Adjustment的简称,即统计过程控制、诊断与调整。该阶段可以发现异常并可诊断原因及调整。
3 SPC应用的主要原理
统计过程控制(SPC)是应用统计原理对过程生产的状况进行实时监控和分析,确保过程维持在仅受随机性因素影响的统计控制状态,来达到事先控制的效果,进而提高产品的质量与服务。若过程仅受随机因素影响时,此时过程处于统计控制状态(简称受控状态)即产品的特征值X会服从正态分布即,在正态分布正负范围内,即样品特征值出现在中的概率为99.73%(如图2所示)。而落在之外的概率为0.27%,即为小概率事件,据概率统计原理认为小概率事件发生的概率极小或者不可能发生,若发生了就是过程分布受到了系统因素的影响处于统计失控状态(简称失控状态)。
当过程是稳定随机分布的,即认为过程是受控的,当过程分布发生了变化,不是随机分布的,即认为是失控的,SPC正是根据这种过程的统计规律性来控制和分析过程。
4 控制图的分类
SPC控制图是对过程质量加以测定、记录、分析和检测过程是否处于稳定状态含有控制界限的一种图。1928年由沃特·休哈特博士率先提出。其指出:每一个方法都存在着变异,都受到时间和空间的影响,即使在理想的条件下获得的一组分析结果,也会存在一定的随机误差。若某一个结果不在随机误差的允许范围时,可运用数理统计的方法,判断这个结果是异常的、不足信的。
最初的控制图分为计量型与计数型两类,包含八种基本图表:计量型见表1;计数型见表2。
5 过程能力指数及计算
过程能力指数(又叫工序能力指数)指的是过程能力满足产品质量要求的标准程度。工序即指设备、工艺、人的操作、材料、测量工具与方法以及环境对过程质量指标要求的综合过程。它是质量管理一项重要的技术基础工作。它为产品设计,工艺,工装设计,设备的维修、调整、更新、改造提供必要的资料和依据。
:计算公式(不考虑过程偏移)
:计算公式(考虑过程有偏移)
一般情况≥1.33,如果客户有特殊要求按客户特殊要求处理。若达不到要求,可计算一下值。如果值达到要求,说明过程稳定,过程能力满足要求,只是过程发生偏移,致使过程能力不好。此时应该通知相关人员对尺寸进行调整。若值也满足不了要求,说明过程能力不足,则应继续通过识别/纠正/重新计算程序,提高过程能力,直到满足客户要求。
6 结语
针对当前汽车气缸套质量生产检测中,测量数据和记录数据都需要人工来进行,成本高,效率不高,准确性较低,工作强度大,满足不了当前质量管理要求,因此将气动测量检测与SPC相结合,在低成本的情况下,可实现事先预防、高效控制的目的,进而提高产品的质量。
参考文献
[1] 张根保.现代质量工程[M].北京:机械工业出版社,2007.
[2] 赵又力,张秋菊,李克修.多功能零件尺寸检测及其质量控制系[J].仪表技术与传感器,2007,(10).
[3] 钱夕元,荆建芬.统计过程控制(SPC)及其应用研究[J].计算机工程,2004,(19).
[4] 张公绪,孙静.常规控制图标准及其应用[M].北京:中国标准出版社,2000.
基金项目:陕西省科技厅项目编号:2015GY067,陕西省教育厅项目编号:15JF019。
作者简介:徐淑萍(1974-),女,山西运城人,西安工业大学计算机科学与工程学院研究生导师,研究方向:嵌入式、计算机控制;李尔东(1989-),男,陕西咸阳人,西安工业大学计算机科学与工程学院硕士研究生,研究方向:计算机软件与理论。
(责任编辑:蒋建华)
猜你喜欢
中国新通信(2017年1期)2017-03-08
山东工业技术(2016年23期)2016-12-23
通信电源技术(2016年5期)2016-03-22
西部广播电视(2015年17期)2016-01-18
西北工业大学学报(2015年3期)2015-12-14
机械工程师(2015年10期)2015-02-02
河南科技(2014年11期)2014-02-27
河南科技(2014年8期)2014-02-27
