ZFW20—252(12)8KBd.288.083 弹簧国产化制造工艺的攻关总结
2017-03-27 15:33闫常鹏刘美
科技创新与应用 2017年4期
关键词:制造工艺
闫常鹏+刘美

摘 要:ZFW20-252小型化六氟化硫封闭式组合电器样机试制生产过程中国产弹簧特有的旋绕比大、圈数少、钢丝强度不足等难点,国内尚无制造的成功经验,只能依靠国外进口。考虑到今后的批量生产会对该件的需求量越来越大,如果单纯依赖从国外进口,公司会支出很大一笔资金;同时,跨国贸易一向存在诸多不便的因素,一旦供求双方在价格上产生争议,供货延期,事必影响到产品的生产进度。我们攻关组从公司的长远利益出发,以研制科学新工艺、为公司创效益为己任,承担了ZFW20-252(12)8KBd.288.083 弹簧国产化制造工艺的攻关课题。
关键词:弹簧成型;钢丝强度;制造工艺
1 课题的提出
ZFW20-252小型化六氟化硫封闭式组合电器是我公司引进日本AE-POWER技术开发生产的新产品。其ZFW20-252(12) 8KBd.288.083 弹簧装于导体卡槽内,起着限制弹性触指自由窜动的作用。在样机试制生产过程中,因其特有的旋绕比大、圈數少、钢丝强度不足等难点,国内尚无制造的成功经验,只能依靠国外进口。
考虑到ZFW20-252小型化六氟化硫封闭式组合电器的小批试制生产和今后的批量生产会对该件的需求量越来越大,如果单纯依赖从国外进口,公司会支出很大一笔资金;同时,跨国贸易一向存在诸多不便的因素,一旦供求双方在价格上产生争议,供货延期,事必影响到产品的生产进度。我们攻关组从公司的长远利益出发,以研制科学新工艺、为公司创效益为己任,承担了ZFW20-252(12)8KBd.288.083 弹簧国产化制造工艺的攻关课题。
攻关组对奥氏体不锈钢丝弹簧的制造工艺进行了深入地理论研究,参考有关弹簧制造的专业资料并结合自身行业经验及分厂现有设备能力等状况,从弹簧成型、提高钢丝强度等方面入手,大胆假设,小心求证,在技术难度大、时间紧迫、设备简陋等诸多不利因素下,勇敢地接受了挑战。
2 攻关内容
2.1 特征分析
2.1.1 成型难度大
此弹簧的旋绕比C(C=D/d D:圆截面材料弹簧中径;d:弹簧材料直径)为42.6,根据《弹簧手册》,当d=1.2mm时,C推荐值为4~12,可见此弹簧的旋绕比远远高于推荐值,而弹簧的回弹量与旋绕比是成正比的,则该弹簧的回弹量也超过了常规的参数,绕制成型非常困难。我们曾与沈阳市一家拥有瑞士进口自动绕簧机的弹簧厂联系,试图利用其先进的设备,与对方合作共同摸索此弹簧的绕制方案,对方经分析后称没有绕制的可能。
2.1.2 钢丝强度不足
此弹簧为单圈,工艺上采用绕制成型单圈剪成的方式,它的内径必须涨大到?准66mm,扭转变形角?准约达到70°以上,才能顺利装入导体卡槽。根据《机械设计手册》阐述,当许用应力δb一定时,弹簧圈数n越小,许用扭转变形角?准就越小,对于此单圈弹簧(常规弹簧n≥3),?准远远小于常规扭转变形角。查阅此件的日本原图,在材料规格上只标明不锈钢,并未给出具体的材料牌号。小型化组设计员在转化图纸时,选用1.2不锈钢丝1Cr18Ni9(131-7),我们制造中发现按此材料制成的弹簧,扭转变形角?准未达到70°时施力F就已经超过了许用应力,弹簧产生永久变形无法回复。基于奥氏体不锈钢丝1Cr18Ni9固溶处理后强度降低的特点,不能考虑以热处理的方式提高它的强度,由此断定,选用1Cr18Ni9材料制造此弹簧是不合适的。
2.2 制造工艺的确定
2.2.1 弹簧成型方式的确定
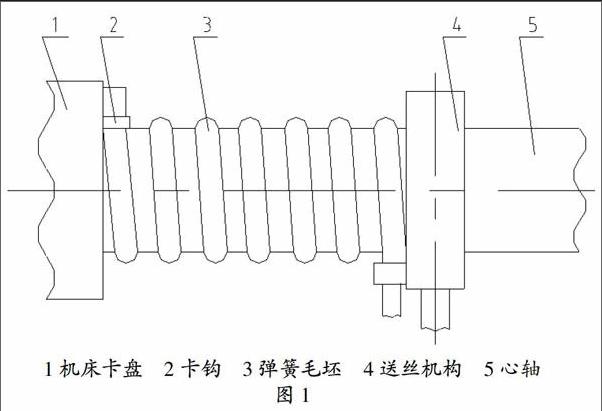
在外委加工无法实现的前提下,我们决心立足厂内,利用弹簧组有心轴绕簧机绕制成型,绕簧机的工作原理见图1,心轴装在主轴
卡盘上与主轴一起旋转。主轴通过交换齿轮及丝杠使弹簧材料的送进装置在床身轴向左右移动,将弹簧材料绕在心轴上绕制成弹簧毛坯。螺旋压缩弹簧的支承并圈则通过自动并圈装置或操纵机床或操纵机床丝杆的开合螺母手柄来实现。由此,我们分析,要绕制此弹簧需从特制钢丝送丝机构及弹簧节距控制工具入手,经多次的改进和实验,此工具现已成功制造出来,目前,绕簧机已能完成此弹簧的绕制。
2.2.2 提高弹簧钢丝强度
为使弹簧钢丝具有更高的强度,我们选用了抗拉强度较大的奥氏体不锈钢丝2Cr19Ni9Mo,再通过冷拔强化的手段提高钢丝强度。为此,我们与钢丝厂取得联系,因选用的钢丝材料强度很高,钢丝厂用现有的硬质合金模无法达到,不得不选用钻石模,经过反复三次试验,最终制出了我们所需要的高强度钢丝。
2.2.3 绕制与检测
在解决了前面两个问题后,试制了样品并对样品进行了检测:
(1)样品几何尺寸符合图样规定;(2)永久变形试验,将弹簧内径由自由状态Φ50mm,涨大到Φ66mm,弹簧没产生永久变形,样品符合图样规定,为合格品。
至此,本次攻关达到了预期的目的。
3 结束语
本次攻关成功制造出ZFW20-252(12)8KBd.288.083弹簧,实现了国产化制造,为小批试制生产及批量生产提供有力的技术支持,为公司创造了经济效益,这是与公司领导的英明决策和大力支持分不开的。
参考文献
[1]张英会,刘辉航,王德成.弹簧手册[M].机械工业出版社.
[2]邱宣怀.机械设计[M].高等教育出版社.
猜你喜欢
科技创新与应用(2017年3期)2017-02-18
中小企业管理与科技·上旬刊(2017年1期)2017-01-06
科技创新与应用(2016年34期)2016-12-23
中国市场(2016年41期)2016-11-28
科技资讯(2015年19期)2015-10-09
科技资讯(2015年7期)2015-07-02
中国高新技术企业(2015年10期)2015-03-19