皮带输送机的PLC电气控制系统设计
2017-03-29 12:33刘超元
科学与财富 2016年24期
刘超元
摘要:传统的皮带机采用的是继电器控制系统,从成本的角度考虑继电器控制系统要低一些,也基本能满足工作的要求,但是它存在着设备体积大,动作速度较慢,工作的可靠性较差,维修难的问题。PLC的初期由于器价格高于继电器控制装置,使其应用受到限制。但近几年来由于微处理芯片及有关原件价格大大下降,时PLC成本下降,同时又由于PLC的功能大大增强,使PLC的应用越来越广泛,用PLC来控制皮带传输系统设备简单,操作和使用方便,维护和维修更容易。
关键词:PLC:控制系统;皮带机
皮带输送机通常采用采用传统的继电器控制和PLC控制两种控制方法,两种控制方法比较如下:
方式:传统的继电器是利用继电器机械触点的串联或并联及延时继电器的滞后动作等组合方式形成控制逻辑,只能完成既定的逻辑控制;PLC采用存储逻辑,其控制逻辑是以程序的方式存在内存中,要改变控制逻辑,只需要改变逻辑程序即可,不需要硬件连接,是软的连接。
速度:传统的继电器控制逻辑是依靠触电的机械动作实现控制的,工作速度低、毫秒级的、且机械触点有抖动现象;PLC控制是由程序指令控制电子电路来实现的,速度快、微妙级、严格同步且无抖动现象。
控制:传统的继电器控制系统是靠时间继电器的时间滞后动作来实现延时控制的,时间继电器定时精度不高,受环境影响大,调整时间困难且是有级调时。PLC控制是采用集成电路做成的计时器,时钟脉冲是由晶体振荡产生,精度高,调整时间方便且是无级调时,不受环境影响。
通过对两种控制方式的大概比较,PLC控制方式控制效果比较好,可实现皮带输送机的自动化控制,而采用傳统继电器控制方式,还停留在以人工手动操作为主(当然也可以实现自动化控制,但是线路较为复杂,使用硬件元器件太多,不经济也不划算,且维修困难),控制效果也就不是很明显,因此设计PLC控制系统很有必要。下文为PLC控制系统硬件电路的设计。
一、PLC的选择及I/O分配
输入信号:启动开关1个,停车开关1个,故障输入4个(M1、M2、M3、M4)(注:这里不考虑跑偏开关、张力保护器、物料探测器等)以上共6个输入的开关量信号,考虑以后的扩充,预留50%的备用点,共9个数字量输入点DI。
输出信号:电动机启动信号4个(M1、M2、M3、M4)综合报警灯1个,停车1个,故障4个(M1、M2、M3、M4)。以上共需要10个数字量输出信号DO,考虑到以后对系统的调整扩充,预留30%的备用点,共需要13个输出点。根据以上输入DI点及输出DO点的要求,我们选用日本欧姆龙(OMRON)公司的CPM2A系列30点I/O的可编程PLC(其输入点DI为12点,输出点DO为18点),它具有如下优点:
1)同步控制:CPM2A/2C的高速计数器功能可以和脉冲输出功能结合起来,依照输入脉冲频率按比例产生一个特定的脉冲输出。
2)高速处理功能:高速处理包括50ms的快速响应输入,0.64ms的扫描周期,高速处理在很大程度上可以提高劳动效率,以包装机械为例,这可以显著缩短检测标签记号和检测产品之间的时间间隔。
3)高速计数器功能:CPM2A/2C支持单轴高速计数20KHZ单相和5KHZ双向,线性计算从-8388608到388607,25KHZ的四轴高速计算等。
4)脉冲输出位置控制:CPM2A/2C支持4种脉冲输出的有2个点;IO--IOKHZ脉冲输出的有1个点;PWM输出1.0-999.9KHZ的1个点,其具有同步功能。
5)RS232通讯端口:CPM2A/2C提供一个内置的RS232端口,能很方便地连接可编程终端,确认操作环境和调试时能实现可视化,将来扩充时刻选择其它的组网模块。
6)价格低廉:在价格方面PLC也是比较便宜的,因为一个PLC可控制整个控制系统,欧姆龙PLC经济实惠,价格低于西门子及三菱PLC,且性能稳定,性价比较高。
一般情况下输入点与输入信号,输出点与输出信号在控制上一一对应,分配好以后,按系统配置的通道与接点信号分配给每一个输入信号和输出信号,在本系统中报警器是几个信号共用一个输出点,个报警因素按逻辑关系并联后接到报警输出点。
二、PLC外围硬件电路设计
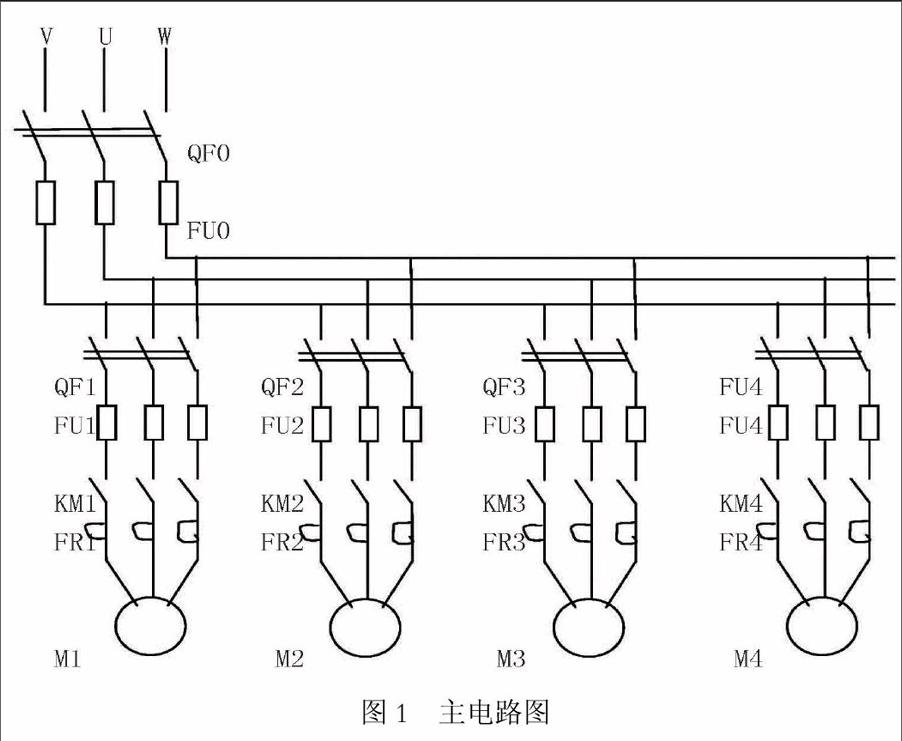
SB1为启动按钮(地址00000),SB2为停止按钮(地址00001),SB3……SB6为四台电机对应的故障信号(电机正常时为常开,故障时为常闭),01004为故障报警输出,当任何一台电机发生故障时,HA便开始报警,电机故障信号由热继电器FR和空气开关QF的辅助触点串联后输出的。图1为硬件主电路图。
电气主回路主要由塑壳空气开关QF1……QF5、熔断器FU1……FU5、接触器KM1……KM5及热继电器FR1……Fk4组成。
三、硬件电路的接线要求
在硬件电路图(见图1)的基础上,对一些相关的控制接线作如下要求:
1)采用远程集中控制,完全由PLC按照工艺要求来启动生产线上各个设备。
2)电动机容量小于45KW或其容量不超过电源变压器容量的15%容量时,均采用直接启动方式。
3)交流接触器的触点容量根据电动机容量确定,所有接触器线圈的控制电压为220VAC。
4)所有电机都配有相应的低压电路保护,具有短路、过载、过电流等保护功能,这些保护的元件选型QF、FR、FU均根据电机容量选取。
5)电控系统采用380VAC三相四线制供电。
6)PLC的故障输出端直接接到AC220V报警上。
猜你喜欢
科教导刊·电子版(2016年26期)2016-11-21
数字技术与应用(2016年9期)2016-11-09
同煤科技(2015年2期)2015-02-28
河南科技(2014年23期)2014-02-27
河南科技(2014年6期)2014-02-27