
SMED技术在彩色滤光片生产中的应用研究
2017-04-11 07:44陈瑶徐广军
中小企业管理与科技·下旬刊 2017年3期
陈瑶++徐广军

【摘 要】S公司是专业的彩色滤光片生产企业,在多品种小批量模式下产线切换的工时损失对生产效率的影响日益增大,因此,快速换线技术的研究和应用对于减少稼动损失、提升设备效率具有至关重要的意义。通过剖析生产切换流程的各个环节,运用工业工程的理念和方法,得到缩短切换时间的可行措施,并在企业生产活动中得到广泛应用。
【Abstract】The S company is a professional enterprise in color filter manufacturing, whose production efficiency severely affected by product switching under the multi varieties and small batch circumstance, therefore the research and application of SMED is very important for reducing working time loss and improving equipment utilization efficiency. This paper analyzed all aspects of the product switching process with IE theories, obtained the feasible measures to shorten the switching time, which have been widely used.
【关键词】彩色滤光片;快速换线;工业工程;生产效率
【Keywords】color filter; SMED; IE; production efficiency
【中图分类号】TH186 【文献标志码】A 【文章编号】1673-1069(2017)03-0114-03
1 引言
彩色滤光片(Color Filter,CF)是液晶显示器件彩色化的关键零组件[1],随着显示技术的发展,消费市场步入存量替换阶段,多样化、个性化成为发展趋势,“多品种小批量”也逐渐成为S公司生产模式的主流。在此情况下,产线切换对生产效率、综合成本等方面的影响越加凸显,如何降低切换损失成为企业关注的焦点。
产线切换是指生产品种发生更迭时,为满足后继品种生产需要而进行的产线调整、试产确认等一系列工作,是无法完全避免却并不创造价值的活动[2]。为适应少量多变的市场环
境,快速切换的理念和方法应运而生,它是基于工业工程理论,将产品换模、生产启动及调整确认等时间尽可能减少的一种过程改进方法,能有效缩短停机切换时间,提升产线的综合效率,增强生产系统的柔性[3]。
在快速切换的研究和应用方面,日本丰田汽车首创的快速换模技术(Single Minute Exchange of Dies,SMED)是持续优化切换流程使用最多的工具[4]。为了减少切换动作的影响,实现柔性制造,关键在于依据是否影响设备运转将切换作业内容分为“内部作业”和“外部作业”两类,并尽量把“内部作业”转变为“外部作业”,缩短作业时间以保证准备工作的快速完成。
2 产线切换存在的问题
CF产品切换准备过程的对象主要是光阻材料、工艺参数以及部分工装治具。近年来为顺应技术发展趋势和市场需求潮流,CF向高精细、广色域发展的同时,产品还要满足市场多样化的需求,因而材料种类相应日益增多。当光阻材料之间所需曝光光谱存在较大差异时,产线切换工作尤其是工装治具交换的难度随之增大。
曝光光谱按波长通常可分为:G Line,H Line,I Line,J Line和K Line,同一型号曝光灯的发光光谱可认为是固定的,改变光谱只能通过吸收特定波段的滤镜(或玻璃)来实现,譬如负压玻璃。所谓负压玻璃是用来构建负压腔室的透明材料,是紫外光线必须经过的机构,其吸收特征会对最终的曝光光谱产生影响。S公司的负压玻璃分高透玻璃和石英玻璃两种,主要差异在于对J (334nm)、K (313nm)波段的吸收程度,当光阻材料感光特性变更时,负压玻璃也随之需要更换,但此过程不仅耗费人手多、时间长,还存在品质隐患。
3 快速切线技术应用
SMED的实践主要是基于工业工程理念,运用工作研究中的方法研究和作业测定两大技术,采用“5W1H技术”和“ECRS原则”对切换流程进行分析,发现问题并着手改善,其操作流程一般分为以下五个步骤:
①计算总体切换时间:分解切换过程动作、测量动作作业时间,并计算总体时间;
②划分内外部作业:依作业内容是否要求设备停机的标准,初步划定内外部作业的范畴;
③内外部作业转化:减少内部作业内容以缩短停机时间;
④缩短内部作业时间:利用合并、调整等方式以缩短时间;
⑤改进外部作业流程。
3.1 计算总体切换时间
依据工业工程理念,对于产品切换全过程中的各个环节进行时间测定以确定标准时间。标准时间主要通过观测熟练操作工人完成各个动作的有效工作时间,并考量环境、压力和疲劳等因素的影响后计算得出[5]。
CF产品切换的准备工作主要分两类:第一类是任何产品切换都必须完成的动作,主要有制程能力切換、光罩交换、工艺参数切换等;另一类是部分产品切换才需要的作业,如光阻材料交换、负压玻璃更换等。通过对切换流程的各个程序进行时间测定,并将可以并行开展的工作进行统筹优化后,汇总准备工作项目及对应时间:在需要进行负压玻璃更换的情况下,切换过程的标准时间计算值在200min左右。
3.2 划分内外部作业
列举产线切换准备工作列表,并依据内外部作业的含义对其进行区分,汇总对应标准时间如表1所示。
其中,“光阻领料与回温”是耗时特别长的外部作业,万一发生领料错误,它就会转化成内部作业而极大影响切换时间。CF型号和材料种类都非常多、对应关系复杂,因此需要制定作业标准和确认手顺,依据产品BOM及时领料并确认以免影响切换时间。
3.3 内外部作业转化
作业类型转化或者作业时间转移的最终目的其实是一致的,即尽可能地将切换过程所需的各个环节在时间轴上分散开来,使人力资源可以在某个时间段达到最大程度的集中,从而缩短作业时间。
CF生产系统自动化、信息化程度很高,在系统中可以建立产品型号与参数(Recipe)两者的对应关系,从而由系统根据产品型号检索对应参数号码、并控制设备单元自动进行切换。
多数设备的手动切换需要停止运转后才能操作,而自动切换没有这个限制,因此熟悉并合理利用现代化、信息化的工具可以实现某些内外部作业内容的转化,从而省略了“停止-切换-启动-稳定”这个不必要的流程。
3.4 缩短内部作业时间
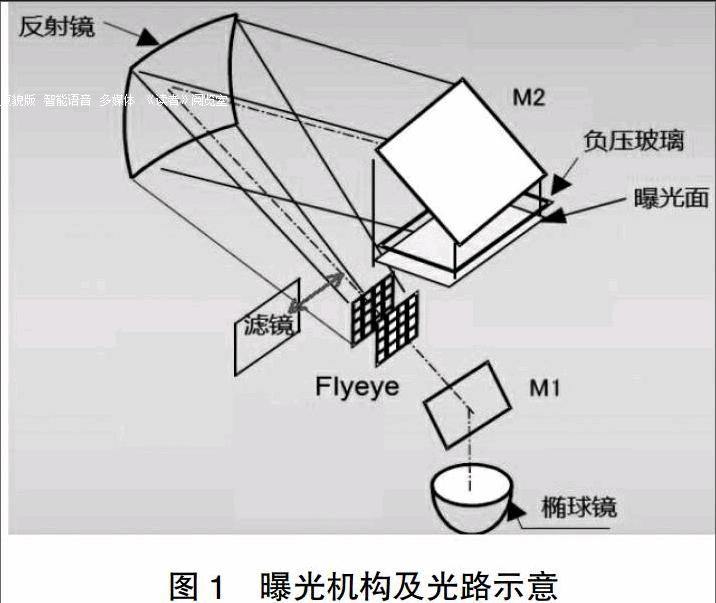
缩短内部作业时间的重点是缩短关键作业即负压玻璃更换的时间,负压玻璃装载于曝光机内部,位于整个光路系统的末端(见图1),光路系统的构成大致如下:光源发出的紫外光线由椭球镜聚焦并反射到第一平面镜,利用蝇眼(Flyeye)改善均匀性和平行度后,经反射镜和第二平面镜改变光路,形成竖直向下的平行光线并依次穿透负压玻璃、光罩,最终照射到基板表面。图1中,光路是否经过滤镜可通过机械动作移动其位置来控制。
负压玻璃不具备简易拆装的功能,更换和清洁难度都很大:
① 拆装难度大,需要专人操作且耗时两小时以上,人力和工时损失可观;
②表面清洁度要求高,但其安装位置狭小而难以作业,常需返工导致时间难以掌控;
③曝光腔室洁净度要求达到100级,人员进出会引起洁净度恶化,影响制品良率。
有鉴于此,负压玻璃切换流程优化成为刻不容缓的课题。在此对负压玻璃功能以及交换过程各要素进行考量,从多维度提出问题并应用简化、重排、合并、剔除等原则对流程进行检讨。
从功能上看,吸收光谱的切换是工艺所必需的(不能剔除)、最初由负压玻璃更换实现,但滤镜才是设计用以改变曝光光谱的机构,若能找到合适型号配合负压玻璃起到同等效果,可使负压玻璃回归其原本作用(功能简化),而将吸收光谱转换的功能划归给滤镜(功能重排);从方法上,滤镜通过机械运动实现切换,且可通过工艺参数预设而实现自动化;从地点和时间上,滤镜机构位于曝光机外,更换、清洁等操作不会影响曝光腔体洁净度,而且切换动作无须额外时间。
据此,改善方向得以明确,即负压玻璃固定化,光谱吸收功能由滤镜来实现。我们通过思路创新找到了理想的解决办法:石英玻璃对各波长段透过率都较高,将负压玻璃种类固定为石英玻璃,同时将高透玻璃切割成滤镜相同尺寸、当成滤镜安装,通过参数控制使用与否来实现两种组合即“石英玻璃”“石英玻璃+高透玻璃”。跟优化前相比,区别在于组合②多经过一道石英玻璃,但石英玻璃在全波段透过率都较高,对实际使用效果影响甚微。
3.5 改进外部作业流程
一方面,改进外部作业流程可以减少切换作业的人工,合理分配作业内容,以达到劳动强度的分散和平衡;另一方面,效率低下的切换往往在找寻、取放工具方面耗费了过多的时间,因此缩短外部作业时间还要彻底推行5S。
4 成果及展望
实现以“多品种小批量”为特征的均衡化生产,最关键和最困难的一点就是设备的快速換装调整问题。通过合理运用快速换线技术,实现了滤光玻璃切换的自动化、降低了人力成本和品质风险,更为重要的是将每次切换时间缩短110min之多。按照目前的切换频度来算,可减少产线稼动损失约400h/a,每年实现新增销售收入88万元以上。
快速换线技术的意义不仅在于产能的提升,而且提高了企业柔性生产的能力,使生产更加灵活、品质损失减少,能够快速应对多变的市场,为企业的生存和发展奠定良好基础。
【参考文献】
【1】李宏彦,杨久霞,吕艳英,等. TFT-LCD用彩色滤光片[J].现代显示,2005(6):41-44.
【2】大卫M.安德森,B.约瑟夫派恩二世.大规模定制模式下的敏捷产品开发[M].北京:机械工业出版社,1999.
【3】丹尼尔·T·琼斯,丹尼尔·鲁斯.精益思想[M].北京:机械工业出版社,2008.
【4】李登记.基于精益生产理论的换模过程改进研究[D].合肥:合肥工业大学,2009.
【5】谢曲.基于IE 技术的S企业生产线生产效率优化研究[D].天津:天津大学,2012.
猜你喜欢
商情(2016年43期)2016-12-26
科学与财富(2016年18期)2016-12-22
科学与财富(2016年18期)2016-12-22
科学与财富(2016年18期)2016-12-22
考试周刊(2016年56期)2016-08-01
考试周刊(2016年45期)2016-06-24
