高强钢激光-电弧复合焊接接头力学性能研究
2017-04-12 07:47杨臻张平蔡志海秦航
兵工学报 2017年3期
杨臻, 张平, 蔡志海, 秦航
(装甲兵工程学院 机械产品再制造国家工程研究中心, 北京 100072)
高强钢激光-电弧复合焊接接头力学性能研究
杨臻, 张平, 蔡志海, 秦航
(装甲兵工程学院 机械产品再制造国家工程研究中心, 北京 100072)
为弥补高强钢在传统焊接中低效、变形严重、焊缝强度低等问题,采用6 kW光纤激光器和熔化极活性气体保护电弧焊复合焊接6 mm厚度的30CrNiMo钢板,在相同焊接工艺下使用ER50-6和ER308两种焊丝,焊后对两种焊缝的组织形貌和力学性能进行研究。研究结果表明:ER50-6焊丝焊缝为细小的针状马氏体组织,而ER308焊丝焊缝为粗大的柱状晶奥氏体;两种焊丝焊缝的硬度面分布也出现较大区别,ER50-6焊丝焊缝沿熔合线出现低硬度分布,ER308焊丝焊缝则在焊缝中心下部出现低硬度集中,二者对应拉伸断裂位置分别在熔合线处和焊缝中心;通过能谱分析得知,ER308焊丝中高含量的Cr元素在焊缝上部集中,导致焊缝上部淬硬性增强,硬度大幅上升,韧性急剧下降,并最终导致焊缝力学性能的薄弱。因此,采用复合焊接搭配ER50-6焊丝,可实现对6 mm厚30CrNiMo钢板以1.0 m/min速度的高效无变形焊接,焊缝强度高达1 197 MPa.
机械制造工艺与设备; 光纤激光; 高强钢; 激光- 电弧复合焊接; 焊接接头; 硬度面分布
0 引言
激光- 电弧复合焊接是一种全新高效的先进焊接技术,它将物理性质、能量传输机制截然不同的两种热源复合在一起,作用于同一加工位置,它既充分发挥了两种热源各自的优势,又相互弥补了各自的不足,从而形成一种全新的高效焊接热源[1-3]。激光- 电弧焊接以其自身优势引起人们的高度重视,并迅速取替传统焊接方法,在工业中获得日益广泛的应用[4-8]。
高强钢受其热处理工艺及成分的影响,在传统弧焊时焊接性能较差,焊接效率低且焊后变形大,焊缝易产生裂纹,这些问题限制了高强钢的广泛应用。复合焊接能量分布集中、焊缝熔深大、热输入小、焊接效率高的特点为提升高强钢的焊接性能提供了有利的帮助。
焊缝接头的显微硬度是其力学性能的研究基础,可以间接反映焊缝的力学性能。通常对激光- 电弧复合焊接接头硬度仅作横向或纵向单一线分布研究,获得的结果均为:热影响区(HAZ)>焊缝>母材[9-13]。本文以高强钢30CrNiMo为研究对象进行激光- 电弧复合焊接,并对焊缝接头进行性能测试,着重就焊缝接头的显微硬度分布进行了研究,采取逐行等间距测试方法,获得并分析了不同焊丝焊缝接头截面的硬度面分布结果。
1 实验方法和实验方案
实验设备为美国IPG光子公司产高功率YLS-6000光纤激光器与奥地利Fronius公司产TPS-5000焊机结合德国KUKA机器人公司产机器人联合构建的复合焊接工作平台。激光器额定功率6 kW,波长约1 070 nm,光束参数积(BPP)约4.2 mm·mrad,光纤传输芯径和准直镜焦长分别为200 μm和200 mm,经焦距300 mm的聚焦镜聚焦,获得直径0.2 mm的光斑。激光垂直于试板板面,焊丝与试板板面夹角60°,采用激光在前的方式进行焊接。
实验材料为30CrNiMo高强钢(质量分数为0.28%C,0.35%Si,0.30%Mn,0.015%P,0.008%S,1.8%Cr,1.8%Ni,0.30%Mo,余量Fe),其组织如图1所示,为回火马氏体组织,试件尺寸为200 mm×100 mm×6 mm,不开坡口。分别采用直径1.2 mm的ER50-6铁素体焊丝(质量分数为0.10%C,1.05%Si,1.50%Mn,0.015%P,0.020%S,余量Fe)和ER308不锈钢焊丝(质量分数为0.01%C,0.60%Si,2.50%Mn,0.020%P,0.015%S,20.5%Cr,10.0%Ni,余量Fe)进行平板对接焊。

图1 母材显微组织(放大1 000倍)Fig.1 Microscopic structure of base metal(1 000×)
焊接工艺参数:激光功率3 150 W,焊接电压24 V,焊接电流300 A,焊接速度1.0 m/min,装配间隙1.0 mm,离焦量1.0 mm,光丝间距2.0 mm,保护气95%Ar+5%CO2,流量28 L/min.
采用日本Olympus公司GX-51型光学金相显微镜观察焊缝微观结构。采用德国Bruker公司产D8型X射线衍射(XRD)仪分析焊缝中心的相结构。采用Cu靶的Kα射线,波长λ=0.154 060 nm,衍射范围20°~100°,步长为0.02°.
显微硬度测试以焊缝中心线为基准,左右取等间距,步长0.5 mm进硬度行测试,并以0.25 mm的行间距逐行测试,获得覆盖整个接头区域(不含上下余高)的硬度面分布结果。测试载荷100 g,加载时间15 s. 焊缝接头元素分布由Genesis型能谱仪(EDS)完成。
拉伸实验由WAW-600计算机控制电液伺服万能实验机在室温下进行。断口分析由荷兰Philips公司产 Quant200型扫描电子显微镜(SEM)完成。
2 结果与分析
2.1 焊缝宏观形貌
6 mm的30CrNiMo高强钢板可以单道焊透,且表面成型良好,无咬边,如图2所示。焊后静置48h后经着色检验及X射线探伤,焊缝外观及内部成型良好,均无裂纹、气孔等缺陷。
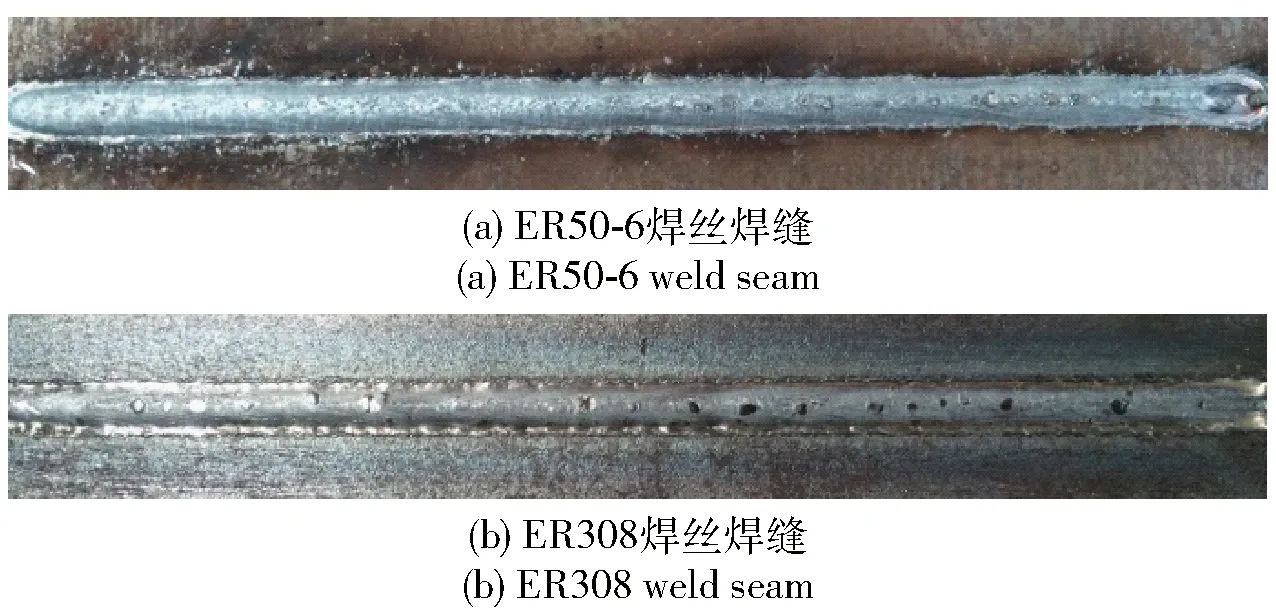
图2 焊缝宏观形貌Fig.2 Macro morphology of weld seam
图3为焊缝截面形貌,图3(a)为ER50-6焊丝焊缝,熔合比达59.35%,图3(b)为ER308焊丝焊缝,熔合比50.70%. 两种焊缝均可见明显熔化区(FZ)、HAZ和母材区(BM)。熔合比较低的ER308焊丝焊缝呈明显的酒杯形状,母材熔化量少,导致大量焊材在表面堆积,也使得ER308焊丝焊缝具有更大的HAZ.

图3 焊缝截面Fig.3 Cross section of weld seam
2.2 焊缝显微组织
图4为焊缝熔合线处显微组织,图4(a)为ER50-6焊丝焊缝熔合线位置,即图3中A处金相,左侧为焊缝区,由细小交错的针状马氏体组织构成,因其形核于长大的奥氏体晶粒内部及晶界,生长方向无序,相互制约,使得晶粒细小,右侧为HAZ,可见板条状马氏体粗晶。图4(b)为ER308焊丝焊缝熔合线,即图3中B处金相,左侧为焊缝区,可见大量柱状晶结构,晶粒非常粗大,且几乎垂直于熔合线向焊缝中心生长,右侧为HAZ粗晶。柱状晶晶界为裂纹的扩展提供了潜在的通道,焊缝组织粗大是造成性能降低的主要原因。

图4 焊缝显微组织Fig.4 Microscopic structure of weld seam
2.3 XRD分析
对两种焊缝中心部位进行XRD测试,得到图5谱图。从图5中可以看出,采用ER50-6焊丝的焊缝其主要成分是体心四方的马氏体组织,并无残留奥氏体存在,其择优取向为(110)(200)(211)晶面,而采用ER308不锈钢焊丝的焊缝主要成分是面心立方的奥氏体组织,其择优取向为(111)(200)(220)晶面。

图5 不同焊丝焊缝的XRD谱线Fig.5 XRD of weld seams with different welding wires
2.4 显微硬度分布
通过对逐行扫描得到焊缝接头显微硬度面分布,如图6所示,其中图6(a)为ER50-6焊丝焊缝,图6(b)为ER308焊丝焊缝,二者差异较大。

图6 焊缝接头显微硬度面分布Fig.6 Microhardness distribution of weld seams
在图6(a)中,焊缝高硬度区域主要集中于HAZ,低硬度沿熔合线位置出现,并汇集于焊缝下部,焊缝上部中心也存在硬度较大区域,但与低硬度区域过渡不明显,硬度差较小。在图6(b)中,高硬度区域分布于HAZ以及焊缝上部,低硬度出现在焊缝中部及下部,并且焊缝上下部分硬度差值较大,在中部出现明显的硬度断崖,同时相较于ER50-6焊丝焊缝,ER308焊丝焊缝的最低硬度值进一步下降。
焊缝作为母材和焊材的混合物,母材的性能对其有重要影响。母材30CrNiMo为强度1 000 MPa级的高强钢,强度较高的母材会对焊缝金属产生拘束作用,使焊缝强度得到提高。复合焊的焊缝呈酒杯型,即焊缝上部宽下部窄,焊缝上部有更多的母材熔入焊缝,也使焊缝上部拘束更强,这也是引起焊缝上部硬度大于中下部的原因。同时,高强钢的淬硬性较大,这也使得HAZ及焊缝上部的硬度陡增。
对焊缝中心从上到下进行元素分布线扫描,获得能谱如图7和图8所示,纵坐标仅表示元素间的相对含量,并非各元素的定量分析。
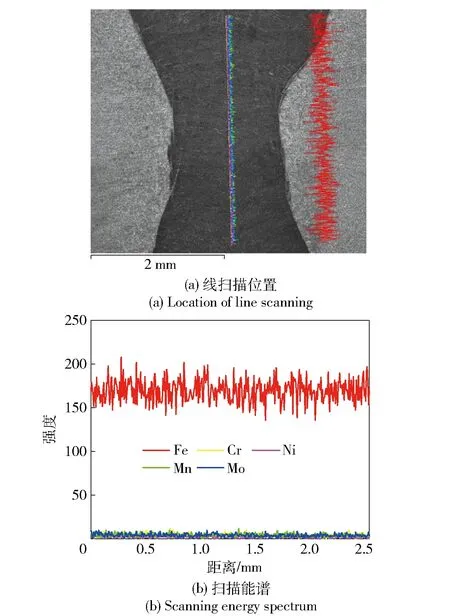
图7 ER50-6焊缝中心元素线扫描能谱Fig.7 Element line scanning energy spectrum of ER50-6 weld center

图8 ER308焊缝中心元素线扫描能谱Fig.8 Element line scanning energy spectrum of ER308 weld center
从图7可知,ER50-6焊丝焊缝宽度窄,成分相对均匀,合金元素含量非常低。从图8中可以看出,ER308焊丝焊缝上下部分出现明显的成分变化,焊缝上部出现富Cr区域,同时此区域Fe元素含量相对较少。
在焊缝熔池中,合金元素相当于溶质元素。ER308焊丝中Cr、Ni等合金元素含量较高,相对于ER50-6焊丝,其成分过冷的影响更甚,导致ER308焊丝焊缝凝固过程中晶粒长大的驱动力增大,造成晶粒生长粗大。同时高含量的Cr元素,将使焊缝韧性下降,引起接头脆化。Cr元素还容易和Fe元素形成置换固熔体,因其原子半径大于Fe原子,发生置换的晶格会产生严重的畸变,成为金属内部的高应力集中区,这也造成焊缝上部硬度的增加。
2.5 拉伸实验
通过拉伸实验进一步检测焊缝力学性能,两种焊丝焊缝均断裂在焊缝处,均未发生颈缩现象,如图9所示。ER50-6焊丝焊缝断裂是沿着一侧熔合线区域,ER308焊丝焊缝沿焊缝中心断裂。结合硬度面分布可以看出,ER50-6焊丝焊缝在熔合线区域两侧硬度差较大,导致熔合线及其附近区域成为焊缝的薄弱环节,ER308焊丝焊缝中心上下部分硬度的巨大差异导致焊缝中心成为接头的危险区域。二者的抗拉强度、条件屈服强度和伸长率见表1.

图9 拉伸件断口侧面照片Fig.9 Side photos of tensile fracture

表1 拉伸件性能Tab.1 Properties of tensile sample
两种焊丝焊缝虽然都断裂于焊缝,但抗拉强度和屈服强度都不低,这和母材的高强性能有关,强度高的母材对焊缝产生拘束,焊缝内部产生沿熔合线指向焊缝中心的拉应力,同时部分高强母材熔入焊缝,使得焊缝强度得以提高,但高强钢的淬硬性也是导致其焊接性能较差的原因之一,焊缝的应变极低,伸长率分别仅2.4%和1.4%,说明焊缝接头的韧性非常差。ER50-6焊丝焊缝的所有指标均高于ER308焊丝焊缝的,结合图4可知,细化的组织能有效提高焊缝的力学性能。
两种焊缝的断口形貌如图10所示。ER50-6焊丝焊缝虽然伸长率低,但断口分布不少较小的韧窝(见图10(a)),说明断裂前经受的塑性变形较小,材料趋于脆性断裂,韧窝周围还存在部分准解理面,可观察到“河流状”花样,说明焊缝中的部分区域加速了裂纹的扩展,从而导致焊缝的伸长率较低。图10(b)中的ER308焊丝焊缝断口没有明显韧窝存在,脆性断裂的特征明显,裂纹沿晶界迅速扩展,粗大的柱状晶粒产生的大面积晶界,为裂纹扩展提供了天然的“通道”,裂纹一旦产生,扩展极为迅速。
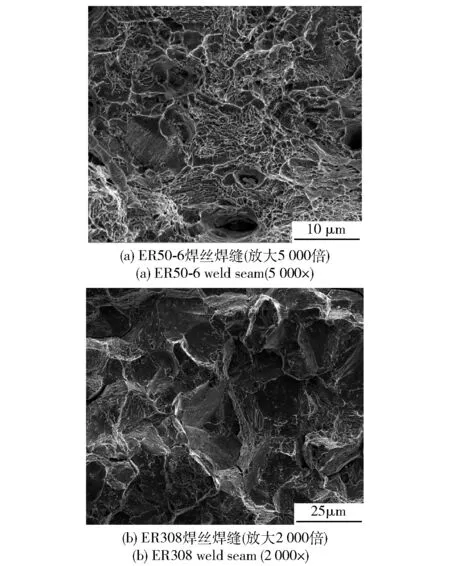
图10 断口SEMFig.10 SEM of tensile fracture
3 结论
1)激光- 电弧复合焊接可以单道焊接成型6 mm厚的30CrNiMo高强钢板,且无需加工坡口,无需焊前预热,无焊后变形,同时焊接速度1.0 m/min,大大提升了焊接效率。
2)在相同工艺参数下,ER50-6焊丝焊缝成分更均匀,组织更细小,焊缝呈细密交错的针状马氏体结构,焊缝的强度高达1 197 MPa.
3)两种焊丝焊缝成分分布的差异使得硬度面分布也出现较大差异,应力集中的部位不同,ER50-6焊丝焊缝的薄弱位置在熔合线附近,而ER308焊丝焊缝的中心位置较为脆弱。
References)
[1] 肖荣诗, 吴世凯. 激光- 电弧复合焊接的研究进展[J]. 中国激光, 2008, 35(11):1680-1685. XIAO Rong-shi, WU Shi-kai. Progress on laser-arc hybrid welding[J]. Chinese Journal of Lasers, 2008, 35(11):1680-1685.(in Chinese)
[2] Kah P. Overview of the exploration status of laser-arc hybrid welding processes[J]. Reviews on Advanced Materials Science, 2012,30(2):112-132.
[3] 刘凤德, 张宏, 杜劭峰, 等. 激光功率对CO2激光- MAG电弧复合焊电弧与熔滴行为的影响[J]. 机械工程学报, 2013, 49(4):75-81. LIU Feng-de, ZHANG Hong, DU Shao-feng, et al. Influence of laser power on arc and droplet behaviors in droplets on CO2laser-MAG arc hybrid welding[J]. Journal of Mechanical Engineering, 2013, 49(4):75-81.(in Chinese)
[4] 徐国建, 李响, 邢飞, 等. 激光- 电弧复合焊接高强钢的性能[J]. 沈阳工业大学学报, 2014, 36(6):647-651. XU Guo-jian, LI Xiang, XING Fei, et al. Performances of laser-
arc hybrid welded high strength steel[J]. Journal of Shenyang University of Technology, 2014, 36(6):647-651.(in Chinese)
[5] 宋刚, 刘澈, 宋秋平, 等. 基于Labview的脉冲激光- 电弧复合焊接相位匹配触发控制系统[J]. 焊接学报, 2014, 35(10):13-16. SONG Gang, LIU Che, SONG Qiu-ping, et al. Study on phase matching control system for pulsed laser-arc hybrid welding based on Labview[J]. Transactions of the China Welding Institution, 2014, 35(10):13-16.(in Chinese)
[6] 刘黎明, 王红阳, 宋刚. 能源节约型激光诱导电弧复合焊技术及应用[J]. 焊接学报, 2015, 36(11):9-12. LIU Li-ming, WANG Hong-yang, SONG Gang. Energy-saving mode laser induced arc hybrid welding technology and application[J]. Transactions of the China Welding Institution, 2015, 36(11):9-12.(in Chinese)
[7] 姜亦帅, 杨尚磊, 王妍, 等. 激光- 电弧复合焊接技术的研究现状[J]. 焊接技术, 2016, 45(3):1-4. JIANG Yi-shuai, YANG Shang-lei, WANG Yan, et al. Research status of laser-arc hybrid welding technology[J]. Welding Technology, 2016, 45(3):1-4. (in Chinese)
[8] 程魁魁, 刘双宇, 张宏, 等. 激光诱导等离子体辅助脉冲电弧导电的机制研究[J]. 应用激光, 2016, 36(1):33-39. CHENG Kui-kui, LIU Shuang-yu, ZHANG Hong, et al. Study on mechanism of laser induced plasma assisted pulsed arc welding[J]. Applied Laser, 2016, 36(1):33-39. (in Chinese)
[9] Roepke C, Liu S, Kelly S,et al. Hybrid laser arc welding process evaluation on DH36 and EH36 steel[J]. Welding Journal, 2010, 89(7):140-150.
[10] Hee S B, Han S B, You C K. Analysis of residual stress on AH32 butt joint by hybrid CO2laser-GMA welding[J]. Journal of Computational Materials Science, 2010, 49(2):217-221.
[11] 宋丙文, 刘双宇, 刘凤德, 等. 原位内生TiC对激光- 电弧复合焊接高强钢接头组织和性能的影响[J]. 机械工程学报, 2015, 51(12):76-82. SONG Bing-wen, LIU Shuang-yu, LIU Feng-de, et al. Effect of in situ TiC on microstructure and properties of the laser-arc hybrid welding joints of high strength steels[J]. Journal of Mechanical Engineering, 2015, 51(12):76-82.(in Chinese)
[12] 甄舒, 孙大千, 高丹丹, 等. 16 mm S355J2W+N耐候钢板激光电弧复合焊对接工艺[J]. 吉林大学学报:工学版, 2015, 45(1):181-186. ZHEN Shu, SUN Da-qian, GAO Dan-dan, et al. Butt-welding process of laser-MAG hybrid welding of 16 mm S355J2W+N steel plates[J]. Journal of Jilin University:Engineering and Technology Edition, 2015, 45(1):181-186.(in Chinese)
[13] 徐国建, 刘珊珊, 杭争翔, 等. D406A钢的光纤激光- 电弧复合焊接性能[J]. 焊接学报, 2015, 36(8):59-62. XU Guo-jian, LIU Shan-shan, HANG Zheng-xiang, et al. Fiber laser-MAG hybrid welding performance of D406A steel[J]. Transactions of the China Welding Institution, 2015, 36(8):59-62.(in Chinese)
Research on Mechanical Properties of High-strength Steel Laser-arc Hybrid Welded Joints
YANG Zhen, ZHANG Ping, CAI Zhi-hai, QIN Hang
(National Engineering Research Center for Mechanical Product Remanufacturing, Academy of Armored Force Engineering, Beijing 100072, China)
6 kW fiber laser-MAG hybrid welding is used for 6 mm-thick 30CrNiMo high-strength steel plate. The microstructure and mechanical properties of the steel plate which were welded with ER50-6 and ER308 wires in the same welding process are studied. The result shows that the ER50-6 weld seam is an acicular martensite, and the ER308 weld seam is a coarse columnar austenite. The welded joints of diverse welding wires have significantly different hardness distributions. The low hardness distribution along the fusion line appears in the ER50-6 weld seam, and the low hardness of ER308 weld seam is concentrated in the lower part of the weld seam center. The corresponding tensile fracture positions are found in the fusion line and the weld seam center, respectively. The energy spectrum shows that the high content of Cr in ER308 weld seam is concentrated in the upper part of the weld seam center, which leads to the increase of hardenability and hardness, and sharp decline in toughness on this part, and finally leads to the weakness of the mechanical properties of the weld seam. The hybrid welding method and ER50-6 wire can be used to weld 6 mm-thick 30CrNiMo steel plate without distortion, and the weld strength is up to 1 197 MPa.
manufaturing technology and equipment; fiber laser; high-strength steel; laser-arc hybrid welding; welded joint; hardness distribution
2016-05-19
杨臻(1986—), 男, 博士研究生。E-mail: 6521456@qq.com
张平(1958—),男,教授,博士生导师。E-mail:vichile@foxmail.com
TG457.11
A
1000-1093(2017)03-0549-06
10.3969/j.issn.1000-1093.2017.03.018
猜你喜欢
建材发展导向(2022年20期)2022-11-03
电焊机(2022年5期)2022-06-01
陶瓷学报(2021年4期)2021-10-14
理论与创新(2020年11期)2020-07-26
航天制造技术(2018年6期)2019-01-11
故事会(2015年21期)2015-11-17
汽车零部件(2014年5期)2014-11-11