
空调器单冷外机低压侧充氮焊接研究及改进方法
2017-04-12 15:18李标华
科技经济市场 2017年1期
关键词:空调器
李标华
摘要:空调器单冷外机正常生产过程中在低压侧管路焊接时出现高概率的焊接产生气孔的异常问题,本文将通过对产品结构、生产工艺等方面进行理论及实验分析验证,揭开空调器单冷外机低压侧充氮焊接异常的原因及改进方法。
关键词:空调器;火焰钎焊;充氮焊接
0.引言
制冷行业对于空调器管路的对接连接方式依然普遍采用火焰钎焊的方式,为了保证焊件内表面的光洁度、产品系统清洁度,需对待焊产品管路系统进行预充氮的方式进行保护,此为了保证充氮效果,会在大截止阀处预先安装弯角充气阀。对于低压侧管路,在大截止阀处进行预充氮操作,然后对低压侧管路焊点进行焊接。对于单冷机,如此操作方式是否会造成一些意想不到的影响?下面对空调器单冷外机低压侧的充氮焊接进行结构分析和实验研究。
1.结构分析
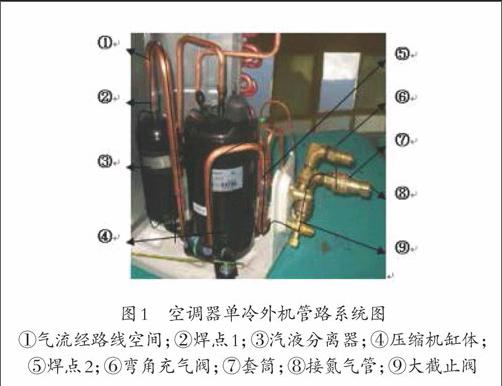
1.1空调器单冷外机低压侧系统结构相对比较简单,一般包括压缩机、连接管、大截止阀三个部分,而在焊接过程还包括弯角充气阀。如下图1所示:
1.2目前家用空调器上使用的压缩机主要类型为转子式、涡旋式、活塞式等,由于各种压缩机工作原理及内部结构的差异,在压缩机非工作状态下,气液分离器与压缩机缸体间是否连通也各不相同。涡旋式几乎不连通,活塞式连通,而转子式存在不确定性。下面就以转子式压缩机为例来分析气液分离器与压缩机缸体间的连通状态。
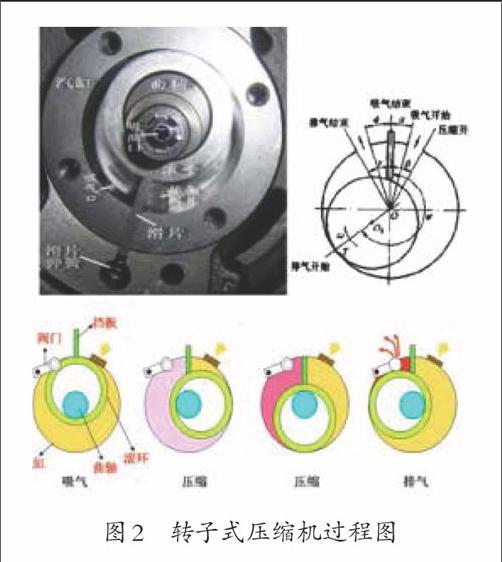
转子式压缩机主要靠从吸气口吸进的气体推动滚子和转子贴着缸体转动,从而实现气体的吸气—压缩一排气。如下图2所示:
转子式压缩机在出厂时转子在缸体的位置并不相同。如果转子位置刚好堵住吸、排气口,此时在油密封的情况下气液分离器与压缩机缸体间是阻隔不连通的,外界压力小于0.4MPa的条件下转子难以旋转(充氮压力要求最大为0.2Mpa),吸气口充入的氮气无法从压缩机排气口排出,且压缩机越大,需要的压力就越大。当然如果转子位置刚好避开吸、排气口,这时氮气不需要克服很大的阻力,较容易从排气口排出。从以上分析可知,存在一定比例的压缩机其气液分离器与压缩机缸体间是阻隔不连通的,此类压缩机在空调器单冷外机中未正常运行前(充氮焊接就是这种状态)低压侧管路与高压侧管路是不連通的。
1.3低压侧焊接前预充氮方式为氮气管上的套筒(⑦)对接到装在大截止阀上的弯角充气阀(⑥)上,此时弯角充气阀将被打开,氮气顺着管路空间①所示路径填满低压侧管路,完成充氮过程。充氮完成后,取消充氮套筒,此时弯角充气阀将关闭,此时低压侧管路内充满了氮气,如图1。
空调器单冷外机低压侧管路两侧分别被弯角充气阀、气液分离器阻隔,形成单独的空间。预充氮过后低压侧管路内部充满了氮气,焊工将依次对焊点1(②)、焊点2(⑤)进行火焰钎焊。
在进行焊点2焊接时,此时低压侧已经完全成为一个充满氮气的密闭空间,焊工在加热铜管的同时也对低压侧内部的氮气进行了加热,导致氮气受热膨胀,焊点2成为高压氮气唯一的出口,因此焊工在添加焊料的时候氮气在熔池内形成气孔,甚至出现焊接冒泡的情况,如图1。
2.实验分析
上述已从结构上对空调器单冷外机在低压侧焊接时出现气孔的原因进行分析,下面将从实验方面进行论证。
2.1气液分离器与压缩机缸体连通性验证
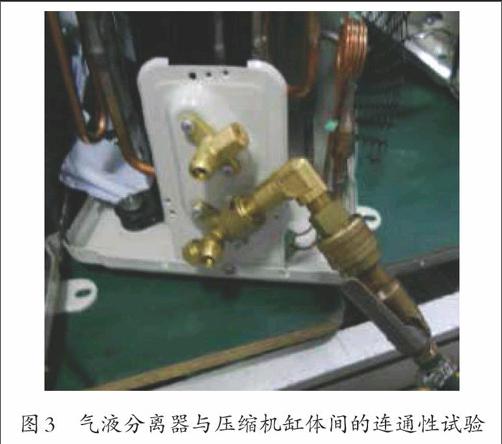
按照下面图3的方式从大截止阀进行充氮,氮气压力采用充氮要求的最高压力:0.2Mpa,验证在压缩机缸体排气管是否有气体冒出。若有,为两侧连通,否则为阻隔不连通。
根据上述实验方法得出实验结果如下表1:
结论:通过实验结果印证了上述压缩机结构理论分析结果,如果转子位置刚好堵住吸、排气口,此时在油密封的情况下气液分离器与压缩机缸体间是阻隔不连通的。
2.2低压侧焊接产生气孔实验验证
选取转子式压缩机的空调器单冷外机进行试验,机型:A,压缩机:B,某厂转子式压缩机。按照正常的充氮焊接流程,验证焊接产生气孔的实际情况。
实验1按照正常的生产操作流程:大截止阀装配弯角充气阀-配管-大截止阀充氮-取下充氮管-低压侧焊接,进行试验。
实验结果:19台实验空调器,其中9台出现气孔,焊缝气孔明显,如下图5所示:
实验2改变正常的生产操作流程:配管-大截止阀充氮-取下充氮管-低压侧焊接-接大截止阀装配弯角充气阀,改变装配弯角充气阀的顺序进行实验。
实验结果:30台实验空调器,未出现气孔,焊缝熔合良好。
实验结论:转子式压缩机有很大的概率存在气液分离器与压缩机缸体之间阻隔不连通,此种情况下空调器单冷外机在正常的生产工艺(预先在大截止阀处安装弯角充气阀)将会引起低压侧焊接产生气孔问题。若焊接时将低压侧与大气连通,此种情况可以完全消除。
3.解决方案
解决空调器单冷外机生产过程低压侧管路焊接产生气孔问题,关键为焊接过程中保持低压侧管路系统与外界大气连通,消除低压侧管路的密闭空间,避免存在氮气受热膨胀导致焊缝出现气孔的问题。
解决方案:在正常的预充氮气操作之后,使用套筒对接在大截止阀弯角充气阀上,使得大截止阀与外界大气连通。套筒如下图6所示。
4.结论
焊接前充氮气能很好的保护铜管,避免产生氧化皮,但如果操作不当可能会对产品带来意想不到的危害。从上述理论结合实验可以发现,为充氮气而预先安装在大截止阀上的弯角充气阀可使低压管路侧形成密闭空间,焊接过程中会导致焊缝气孔的概率大大增加,严重影响空调泄露率及可靠性。及时发现并制定解决措施,保证了产品的质量,值得其它空调企业借鉴。
猜你喜欢
家电科技(2021年6期)2022-01-10
家电科技(2020年2期)2020-04-02
电子制作(2017年17期)2017-12-18
农村青少年科学探究(2017年6期)2017-09-11
制冷学报(2014年6期)2014-03-01
河南科技(2014年11期)2014-02-27
河南科技(2014年8期)2014-02-27
河南科技(2014年8期)2014-02-27
河南科技(2014年8期)2014-02-27
家电科技(2013年12期)2013-11-15
