
脂肪胺类产品生产过程含胺类恶臭尾气治理及其工程实践
2017-04-26 01:55阳科刘德启
化工管理 2017年8期
阳科刘德启
(1苏州大学材料与化学化工学部,江苏 苏州 215006;) (2索尔维(张家港)精细化工有限公司,江苏 张家港 215613)
脂肪胺类产品生产过程含胺类恶臭尾气治理及其工程实践
阳科12刘德启1
(1苏州大学材料与化学化工学部,江苏 苏州 215006;) (2索尔维(张家港)精细化工有限公司,江苏 张家港 215613)
本文针对酸法生产脂肪胺恶臭废气提出了吸收法处理与资源回收工艺。系统的探讨了进气流量、氨浓度、氢气杂质干扰及吸收体系温度等因素对氨回收、分离效果的影响。根据实验结果并结合生产实际,优化了吸收级数,并确定了最优的处理参数。采用3级水吸收循环利用与回收资源,1级酸液吸收,实现了对尾气中氨92%以上的回收并可使尾气稳定达标排放。
脂肪胺;恶臭废气;吸收法处理;资源回收
脂肪胺的生产大多是以脂肪醇或脂肪酸为基础原料,排放的尾气主要包括一甲胺、二甲胺、三甲胺和低碳链胺及氨气、氢气等[1]。有机氨及氨的嗅域值低,是一类典型的恶臭污染物,且有机胺也会抑制生物体内大分子物质合成,对动物晶胚有致畸作用[2],因此脂肪胺类生产过程排放的恶臭污染物已成大气污染控制的研究焦点。恶臭废气常见的处理方法有多种,如水吸收,酸吸收,燃烧法,吸附法,生物法[3],催化氧化还原法等[4-7],但由于脂肪胺类生产排放的废气组分复杂,尤其是废气中常含高浓度的氢气,致使针对实际脂肪胺类生产废气处理的研究鲜有报道。
本文针对公司酸法生产脂肪胺排放的恶臭气体中氨及有机胺浓度较高的现状,从资源回收利用及规避氢气爆炸风险的角度,尝试采用喷淋吸收法处理脂肪胺生产废气,并探讨进气氨含量、气水比、氨吸收塔级数及吸收液温度等主要影响因子对氨及有机胺分离、回收的影响规律,取得的研究结果可为实际生产提供科学依据。
1 实验装置与方法
1.1 实验装置
实验采用6级串联水吸收试验装置(如下图1所示),吸收器的有效容积为2L,实验时每只吸收器内装1L软水,为克服多级的阻力,一级吸收前设置鼓气泵,与末端吸收器的抽气泵构成进气系统,进气流量控制在1-4L/分钟。

图1 酸法生产脂肪胺排放废气的资源回收及净化装置
1.2 实验方法
从生产车间采集排放尾气并监测尾气中氨及总有机胺的含量。实际排放废气中氨含量变化在30.02%~70.46%之间,平均值56.82%。
实验时,首先开启进气系统并控制在某一进气流量下进行吸收处理,每隔20分钟取样测试一级吸收器中氨的浓度,氨达到最大浓度(平衡浓度)时停止进气;然后分别测定其余各级吸收液中氨的浓度。将第二级吸收器作为一级吸收器,其余吸收器按次序依次前移一级,将饱和的吸收器更换吸收液后作为第6级吸收器,按照上述方法进行吸收液中氨浓度监测。然后,改变抽气泵的流量,重复上述步骤,以确定最佳汽水比。最后,在最佳气水比下,改变尾气中氨和氢气组分的比例以及吸收液的温度,按照上述方法,开展对进气中氨分离与回收效果的影响实验。
1.3 评价指标及其测定方法
1.3.1 尾气中氨的测定方法。用0.1mol/L硫酸溶液作为吸收液,分别对进气和6级吸收后尾气中的氨进行吸收,用离子色谱法测定氨的含量。
氨去除率按照下式计算:
氨去除率%=(进气氨浓度×进气量-出气氨浓度×出气量)/ (进气氨浓度×进气量)×100%
1.3.2 吸收液中氨的测定方法
吸收一定时间后,对各级吸收液进行取样,用甲基红-溴甲酚绿指示剂,用0.1mol/L硫酸标准溶液滴定至微红,记录终点计算氨浓度,并计算每级吸收对氨的去除率。
对于一级水吸收由于进入的尾气中含有少量的低碳链脂肪胺,上述方法测的氨浓度包括有机胺的浓度(按照N元素折合为NH3),对于第二级和之后的水吸收有机胺含量很少,本实验不予考究。
2 结果与讨论
2.1 气/水比对氨的去除率及吸收液中氨浓度的影响
实验时,控制进气中氨浓度在实际废气浓度平均值56%左右。气水比对各级吸收液氨浓度分布的影响参见图2。在相同的吸收时间内,随着进气流量从1.38增加到4.15L/min时,1级对氨的吸收率从60.27%下降到54.18%。氨气逃逸到下一级水吸收,大约在90min内一级吸收达到平衡浓度,此时,2级-6级吸收器氨的浓度随着气量的增加而增加,1-6级水吸收系统对进气中氨的总吸收率基本维持在95.33%以上。

图4 吸收液温度对一级吸收液最大平衡浓度及废气净化效率的影响
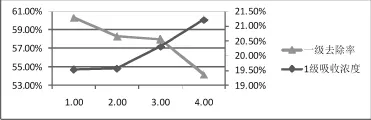
图2 气水比对一级吸收液最大平衡浓度及净化效率的影响

图3 进气氨浓度对一级吸收液最大平衡浓度及废气净化效率的影响
当达到平衡吸收浓度时,将吸收的氨等用氨解析塔进行分离,获得较高含量的氨气,经压缩机压缩获得液氨,回用于生产,达到变废为宝的目的。考虑到生产实际,吸收液中的氨含量需达到15%以上才具有实用价值。显然,在平均进气浓度下,进气流量在1~4L/min范围,一级吸收器的氨的平衡浓度在19.0%~21.5%的范围,均具有很好的回收利用价值。
2.2 进气氨浓度对氨吸收的影响
酸法生产脂肪胺排放的尾气中氨与氢气是主要组分,氨含量所占比例不同,可直接影响水对氨的最大平衡吸收浓度[8],进而影响尾气资源化利用的经济性。由图图3可见,随着进气氨含量的增加,1级水吸收的平衡浓度随之增加。由于氢气的存在,降低了吸收液氨的分压,并会对吸收的氨起到吹脱作用,降低吸收液中氨的平衡浓度,这种效应会在后级吸收器中越来越明显。
2.3 吸收液温度的影响
由于生产废气的温度较高,且氨吸收过程是放热的,因此长时间吸收会引起吸收液温度的升高。根据亨利定律,温度的升高对氨的吸收不利,且会增加有机胺的溶解度,参见图4。当温度超过25℃,一级氨吸收率及其平衡吸收浓度大幅度的降低。在实际生产运行中,当吸收液温度超过30℃时,可增加循环水冷却或者冷冻盐水进行温度的控制,满足生产需要;同时在在较低温度下又能够冷凝回收低分子脂肪胺。
2.4 吸收级数对氨去除率的影响
吸收级数的增加对氨及有机胺回收率的提高是肯定的,但吸收级数的增加也必然会增加气体输送能耗及操作的困难。随着进气流量的增加或进气氨气比例的下降,一级吸收液中氨的最大平衡吸收浓度会随之下降,1至6级水吸收塔对氨的去除率分别为61.1%,24.9%,6.1%,2.0%,0.7%及0.7%;对应的1至6级水吸收器的最大浓度分别为20%,8%,3%,1.5%,1%及0.5%。显然,吸收级数越多,对尾气中氨处理效果越好,但吸收主要集中在第一级和第二级,二者的总吸收率达到86%。考虑到资源回收的最大化及对恶臭废气的达标排放,可选4级吸收,其中1-3级交换使用,第4级采用酸液进行吸收而不参加循环。这样既能实现对尾气中92%以上氨的回收,又能实现尾气的稳定达标排放。
3 结语
结果表明进气氨含量越高,一级吸收的平衡浓度越高;进气流量越大、吸收液温度越高、杂质组分氢气等越高,对氨的吸收具有负效应。考虑到实际的可操作性,选4级吸收,其中1~3级交换使用,而第4级采用酸液进行吸收而不参加循环。在水吸收前级增加低温并流喷射水洗罐[9],冷凝尾气中的脂肪胺。这样既能够除去低分子脂肪胺,又能实现对氨达到92%及以上的回收和实现尾气的稳定达标排放。
[1]龚建华.脂肪胺生产工艺技术及催化剂研究进展.化学工业与工程技术.第31卷第1期.2010年2月.44~47.
[2]Guest I,Varma D R.Tera to genic and macromolecular synthesis inhibitory effects of trimethylamine on mouse embryos in culture.J Toxicol Environ Health,1992,36(1):27~41.
猜你喜欢
食品安全导刊(2021年21期)2021-08-30
石油与天然气化工(2020年1期)2020-02-17
物理学报(2019年24期)2019-12-24
农业机械学报(2018年9期)2018-09-17
消费导刊(2018年10期)2018-08-20
中成药(2018年7期)2018-08-04
中国学术期刊文摘(2016年8期)2016-02-13
安徽农业科学(2015年6期)2015-12-24
浙江大学学报(工学版)(2015年1期)2015-03-01
中国洗涤用品工业(2015年2期)2015-02-28
