
基于LC谐振变换器的电子束焊机高压电源
2017-05-10 12:47王保民刘潇潇
电焊机 2017年4期
车 军,王保民,马 胧,刘潇潇
(兰州交通大学 机电工程学院,甘肃 兰州 730070)
基于LC谐振变换器的电子束焊机高压电源
车 军,王保民,马 胧,刘潇潇
(兰州交通大学 机电工程学院,甘肃 兰州 730070)
针对传统电子束焊机高压电源频率低,变压器体积、质量大的问题,利用LC谐振变换器,实现功率管的软开关,提高逆变器电路的工作频率,达到减少变压器体积、质量的目的。软开关技术避免了功率管在高速开通、关断下产生的谐波,并减少开关损耗。分析LC谐振变换器的工作原理,采用BUCK电路调节母线电压的方式,避免LC谐振变换器在负载较轻调频很难改变电压的缺点。通过调试电子束焊机高压电源,分析试验参数,验证设计的合理性。
电子束焊机;高压电源;LC谐振
0 前言
电子束焊机三级电子枪是通过高压电源产生的高压电场加速阴极加热发射的电子,通过偏压电源产生的电场调节束流大小和聚焦电源的聚束最终形成电子束流,轰击工件,实现对工件的焊接。电子束焊机高压电源为电子束提供加速电压,其性能好坏直接决定电子束流的性能好坏[1]。因此,电子束焊机高压电源必须具有稳定度高、纹波系数低等特点。目前国内的电子束焊机高压电源采用中频和高频电源,在控制策略上采用PWM(脉宽调制技术)、移相调压或者PFM(脉冲频率调制)。中频高压电源的高压变压器体积、质量较大,而高频高压变压器由于频率高,变压器的体积和质量都会大大减小,所以目前主要研究高频高压变压器。高频高压电源频率高,PWM或移相控制策略都是对占空比宽度进行控制,产生高次谐波,严重影响电路。PFM通过调节频率来控制电压大小,可以降低功率管开通和关断的高次谐波。但是电子束焊机的高压电源负载是一个变化的量,在调频时不容易调节输出电压,而且在轻载时频率调节的范围也较大,难以满足实际需求。本研究采用LC串联谐振方式,在调压时采用调整母线电压的方式,既能实现功率管的软开关,降低功率管开通与关断谐波,又能很好地调整输出电压大小[2-3]。
1 控制方式的选择
采用LC串联谐振,在变压器一次侧串联一个电容C起到隔直作用,防止高频变压器的偏磁。当采用调节频率的方式时,LC可以看作一个分压器,对加到变压器一次侧的电压进行分压,所以电压增益始终小于1[4]。
在电子束焊机的工作过程中,在调节焊接工件位置时,通常会关掉灯丝电源或将偏压电源调到最大,使焊枪不会出电子束。这样高压很长一段时间都是工作在空载情况下。而高频变压器在空载情况下,变压器二次侧会感应出很高的电压。如果此时采用调频的方式:其一,由于负载太轻,调频很难调节输出电压的大小;其二,即使可以调整电压,频率变化也会很大。
因此,本研究采用固定频率和占空比调节母线电压进行调压的方式。这样可在电子束焊机高压电源发生空载时,降低母线电压,避免输出电压过高且方便调节输出电压。焊接时由于负载的实时变化,也可以通过调节母线电压的大小很方便地调节输出电压,使其稳定在60 kV。既利用LC谐振实现了功率管的软开关,也减小了负载对LC谐振产生的影响[5-6];既满足功率管的软开关,又平滑调节了电压,使输出电压达到电子束焊机高压电源的性能要求。
2 LC谐振变换器高压电源的主电路系统结构
主电路由EMC滤波器、全桥不可控整流电路、滤波电路、BUCK电路、桥式逆变电路、吸收电路、LC谐振变换器、高频高压变压器等组成。工作过程如下:380 V三相交流电压通过EMC滤波电路进行滤波处理,整流滤波电路将它变为稳定的直流电压;通过BUCK电路调节母线电压;通过全桥逆变电路实现直流电压到高频的交流电压的转换;再通过LC谐振电路对电压进行分压;最后通过高频高压变压器进行升压,经过整流、滤波输出高压直流60 kV、最大电流100 mA的电压。电压取样采用精密电阻分压在高压输出低压侧取电压的方式,然后通过传感器进行隔离等处理传输给控制系统。电流取样采用在高压对地侧加传感器进行取样的方式。电路结构如图1所示。

图1 电路结构Fig.1 Circuit diagram
3 LC谐振变换器的工作原理
LC谐振变换器全桥电路简化示意如图2所示,Lr为谐振电感,Cr为谐振电容,从逆变器输出的电压经过Lr、Cr的分压最后加到变压器一次侧。当调整主振频率f时,输出电压会随着主振频率的变化而变化。谐振频率,为了使开关管实现零电压开关,开关管在工作时电流应滞后于电压,这样就必须使谐振回路始终工作在感性状态下。
电路波形如图3所示。在全桥电路中,功率管IGBT1、IGBT4关断,IGBT2、IGBT3导通;同样,IGBT1、IGBT4导通,则IGBT2、IGBT3关断。避免了一个桥臂上的功率管同时导通而损坏功率管,并且在一个桥臂的两个功率管上留有足够的死区时间。LC谐振电路的工作过程如下:
(1)t0~t1(见图4)。由于谐振电流反向流动,谐振电流通过二极管VD1和VD4形成电流回路,二极管VD1和VD4的导通将功率管IGBT1、IGBT4两端的电压箝位在0 V,此时开通功率管IGBT1、IGBT4可以实现功率管的零电压开通,即实现了功率管IGBT1、IGBT4的软开通。

图2 LC全桥电路Fig.2 Full bridge circuit
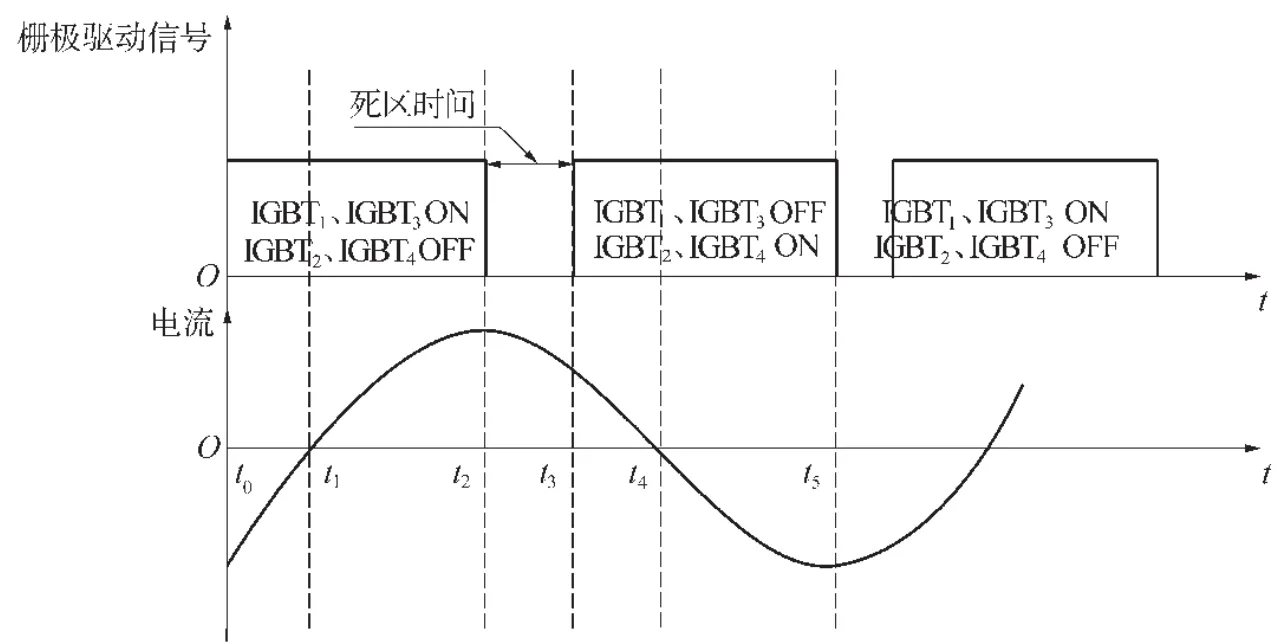
图3 电路波形Fig.3 Waveforms of the circuit

图4 t0~t1工作过程Fig.4 t0~t1process
(2)t1~t2(见图5)。由于功率管IGBT1、IGBT4的导通,电流逐渐正向流通。当到达时间t2时,正向电流最大,电容C1、C4上的电压为零。t2时刻关断IGBT1、IGBT4,由于电容C1、C4上的电压不能突变,功率管IGBT1、IGBT4可实现软关断。
(3)t2~t3间(见图6)。谐振电流为正,功率管IGBT1、IGBT4关断,电流通过VD2、VD3流通,形成电流回路,将IGBT2、IGBT3两端的电压箝位到0 V,此时开通IGBT2、IGBT3,可实现功率管IGBT2、IGBT3的零电压开通。

图5 t1~t2工作过程Fig.5 t1~t2process

图6 t2~t3工作过程Fig.6 t2~t3process
(4)t5时刻,反向电流达到最大值。此时电容C2、C3上的电压不能突变,功率管IGBT2、IGBT3可实现软关断。t5时刻以后,功率管按照上述分析,执行下一个周期的工作,过程与t0~t5过程一样。
4 控制电路
利用DSP高速处理数据的优点,在控制核心芯片上采用以TMS320F2812的DSP芯片为核心控制系统。利用DSP芯片完成信号的采样、PI调节等处理,最终产生PWM信号送给驱动电路。
在进行数据采样时,DSP F2812中有ADC模数转换器模块,具有12位的分辨率,既能够以16通道进行工作,也可以拆分成2个分别独立的8通道模块。F2812中的两个8通道的ADC转换通道分别对应2个序列发生器SEQ1和SEQ2,它们既可以单独工作也可以随着ADC的级联而级联。DSP F2812中的SCI模块完成与上位机的数据传输,通过触摸屏控制电子束焊机的高压电源[7]。
TMS320F2812中有两个事件管理器EVA和EVB,本研究采用事件管理器EVA进行PWM波形的输出。采用EVA中的PWM1、PWM2控制逆变全桥的一路桥臂上下两路驱动波形,采用PWM3、PWM4控制另一路桥臂上下两路驱动波形,采用PWM5控制BUCK电路中IGBT的驱动信号。对高压输出的电压进行采样,通过PI调节形成闭环控制电路,保证电路的稳定性。
5 试验结果
本研究设计了一台基于调母线电压的LC谐振电子束焊机高压电源,高压电源输出60 kV,负载最大电流100 mA。高压变压器采用两个高压包串联升压的方式,材料为铁氧体。在试验调试中,确定谐振电感Lr、谐振电容Cr、全桥逆变器的开关管频率、全桥逆变器开光管的占空比和死区时间。高压电源负载是一个变化的量,因此,必须在高压电源输出功率最大的情况下确定逆变器频率、占空比和LC谐振参数,即在高压电压输出60 kV、电流100 mA的情况下来确定。
实验步骤如下:
(1)确定BUCK电路参数。因为BUCK电路是对母线电压进行调节,对谐振参数没有太大影响,取频率为20 kHz,占空比0~0.9。
(2)确定逆变器参数和谐振参数。假定电路的主振频率f=20 kHz,取谐振电容Cr=2 μF,因f>fr,,可以算出Lr>20 μH,故取Lr=30 μH。
(3)调整参数。将逆变器的占空比设定为30%,通过BUCK电路对母线电压进行升压。当高压输出为30 kV时,将灯丝电流调节到15 A,并确保此时的偏压电压能够保证无束流输出。将高压电压稳定到60 kV,调节偏压电源确保输出的束流为最大值100 mA。此时,观察IGBT的开通状态是否实现了软开关。
由图7a可知,A路为IGBT的驱动波形,B路为谐振电流波形。当IGBT驱动波形开通时,谐振电流为0,可以实现一定的软开关,但IGBT存在开通上升时间,此时并不能很好地实现软开通。最好是IGBT驱动波形开通时,谐振电流小于0。
(4)修正参数。首先,微调谐振参数,将谐振电感加大到40 μH。由图7b可知,驱动波形开通时谐振电流小于0,可以很好实现IGBT的软开通。主振频率28 kHz。
6 结论
设计了一种基于LC谐振的电子束焊机高压电源,利用LC谐振变换器可实现功率管软开关的特点,在高频的情况下减小谐波,减少损耗,优化电流波形。利用BUCK电路调节母线电压大小弥补LC谐振变换器在轻载情况下调节频率不能改变电压的情况。分析调试电子束焊机高频高压电源,通过对数据的调整满足实际需求。采用LC谐振变换器调节母线电压的方法,可实现负载变化高压电压输出稳定在60 kV,实现了功率管的软开关,保证了高压电源电压输出的稳定性。
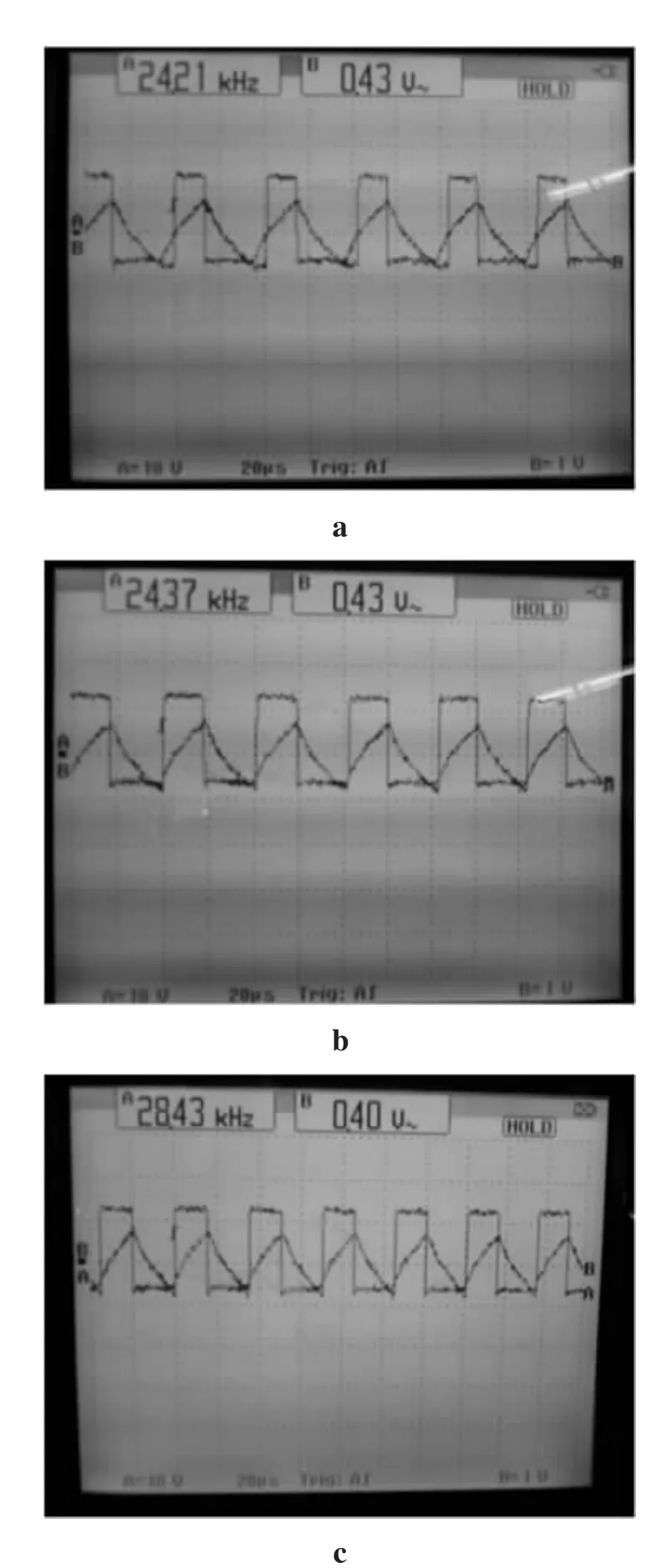
图7 实验结果Fig.7 Results of experiment
[1]李正熙,王泽庭,樊生文.高频高压电子束焊机电源的研制[J].北方工业大学学报,2010(3):16-18.
[2]樊生文,杜军,王泽庭,等.串联谐振型电子束熔炼炉高压电源的研究[J].电力电子技术,2015,49(3):38-39.
[3]张伟,杜慧聪.150kV/30kW逆变式电子束焊接高压电源设计[J].北京航空航天大学学报,2014,40(11):1531-1536.
[4]赵本虎,罗进,杨涛,等.应用于电子束焊机的80kV/15kW高压直流电源的研究[J].电工技术,2011(05):16-18.
[5]阮新波,严仰光.直流开关电源的软开关技术[M].北京:科学出版社,2000.
[6]Lee J Y,Jeong Y S,Han B M.AnIsolatedDC/DCConverter using high frequency unregulated LLC resonant converter for fuel cell applications[J].IEEE Transactions on Industrial Electronics,2011,58(7):2926-2934.
[7]程善美,蔡凯,龚博,等.DSP在电气传动系统中的应用[M].北京:机械工业出版社,2010.
High-voltage power supply for electronic beam welder based on LC resonant converter
CHE Jun,WANG Baomin,MA Long,LIU Xiaoxiao
(School of Mechatronic Engineering,Lanzhou Jiaotong University,Lanzhou 730070,China)
In view of the problems that the low frequency of high-voltage power supply for traditional electronic beam welder and large volume and weight of transformer,the LC resonant converter is used to realize the soft switch of the power tube,improve the working frequency of the inverter circuit,to reduce the volume and weight of transformer.Soft switch technology is also utilized to avoid the harmonic and to reduce the switching loss when the power tube opens and shuts off under high speed.The working principle of LC resonant converter is also analyzed.The fault that the voltage is hard to change by FM in lighter load is avoided using BUCK circuit to adjust busbar voltages.By adjusting the high voltage power supply of the electron beam welding machine,the test parameters are analyzed,and the rationality of the design is verified.
electronic beam welder;high-voltage power supply;LC resonance
TM46
A
1001-2303(2017)04-00
10.7512/j.issn.1001-2303.2017.04.
献
郭吉昌,朱志明,闫国瑞,等.基于UG的弧焊机器人离线编程系统开发[J].电焊机,2017,47(03):1-6.
2016-11-24
兰州交通大学青年科学研究基金(2013020);甘肃省青年基金(148RJZA050);甘肃省科技支撑计划(1304GKCA015)
车 军(1962—),男,甘肃天水人,高级工程师,主要从事电力应用技术的研究工作。
猜你喜欢
现代信息科技(2022年1期)2022-06-20
现代信息科技(2022年2期)2022-06-15
测控技术(2018年9期)2018-11-25
电子制作(2017年19期)2017-02-02
焊接(2016年1期)2016-02-27
电源技术(2015年1期)2015-08-22
焊接(2015年10期)2015-07-18
焊接(2015年9期)2015-07-18
电子工业专用设备(2015年4期)2015-05-26
军事交通学院学报(2014年11期)2014-12-25
