
工具磨床的磨削主轴箱振动测试与分析
2017-05-12 02:16宋世毅
装备制造技术 2017年3期
宋世毅
(中国一拖集团有限公司,河南洛阳471004)
检测与测试
工具磨床的磨削主轴箱振动测试与分析
宋世毅
(中国一拖集团有限公司,河南洛阳471004)
机床主轴振动是影响产品加工质量以及刀具寿命的重要因素,在加工过程中,对机床主轴箱的振动情况进行检测和分析显得尤为必要。以公司自行研制的工具磨床为研究对象,利用加速度传感器和NI PXIe数据采集系统,测量机床在不同行程区间以及不同进给速度下,主轴箱在x方向的振动状态。实验表明,自研机床主轴箱x方向在磨削加工行程区间内振动较大,且在15 mm/min进给速度左右机床主轴箱在x方向的振动达到最大值。
工具磨床;主轴箱;振动;测试
数控机床是现代电子信息技术、电气工程技术及计算机发展的产物,目前已经成为机械制造业最常用、最重要的机电一体化设备[1]。主轴系统作为数控机床的关键部件,其动静态特性直接关系到机床的加工性能[2]。据不完全统计在机床故障中,绝大部分故障与机床主轴振动有直接或间接的关系[3]。主轴振动不仅影响机床的加工性能,而且降低零件表面加工质量和刀具寿命。由于机床主轴结构以及传感器类型的限制,无法直接测量主轴的振动情况,在此,传感器布置在靠近砂轮的主轴箱体平面上,对运动中的主轴箱振动情况进行测量。主轴箱振动测试是在不同进给速度下测量主轴箱各个方向的振动量,包含加速度、位移、速度、频率等。通过主轴箱振动试验可以找到主轴箱运行过程中的可能发生较大振动的进给速度区域,以解决机床主轴箱在较大振动状态下工作[4]。
由于机床主轴箱在X方向是影响零件加工质量的主要敏感方向,本文在自行研制的工具磨床(如图1所示)上对不同进给速度、不同行程区间下主轴箱在X方向的振动位移进行测量,研究进给速度对主轴箱振动的影响。
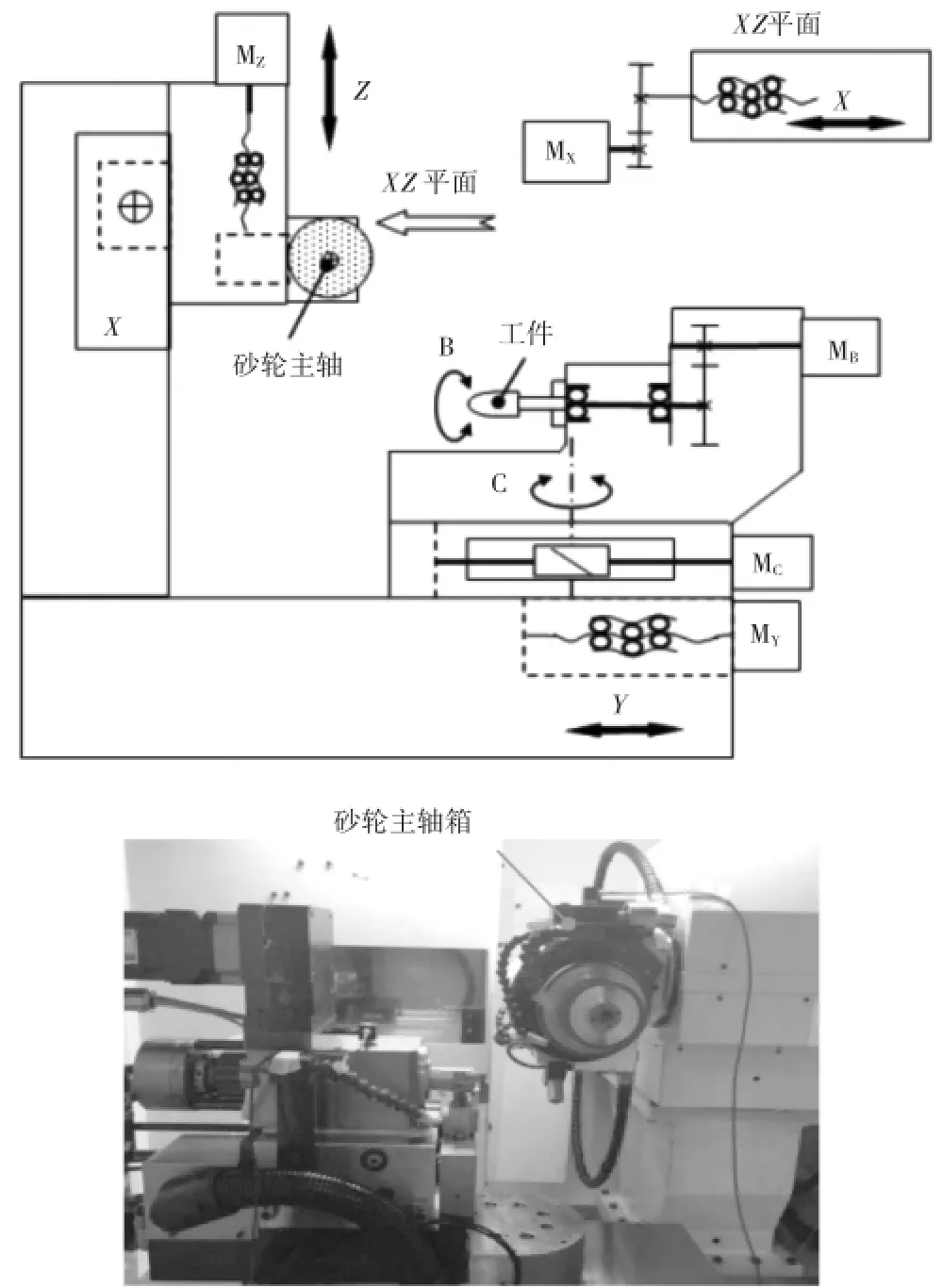
图1 工具磨床传动路线及主轴箱示意图
1 主轴箱振动试验
本次试验使用3相加速度传感器检测主轴箱在X方向的振动位移量,如图2所示。
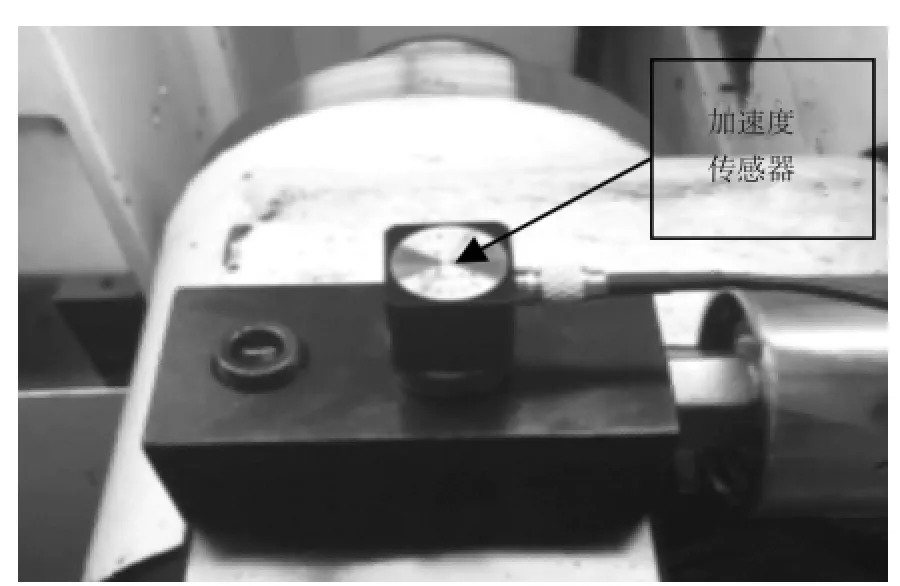
图2 加速度传感器布置
针对机床正常加工过程中,X轴的行程范围和进给速度的变化范围来设计工作中主轴箱振动实验方案,取X方向快速进退刀行程中的一段区间70 mm~100 mm,正常磨削加工行程区间20 mm~50 mm,使X轴在两行程范围内分别以进给速度5 mm/min、10 mm/min、15 mm/min、20 mm/min往复移动,同时测量每一进给速度下的X轴振动幅值。振动试验方案如表1所示。

表1 主轴箱振动试验方案
2 试验结果及分析
如图3所示,X方向行程在70 mm~100 mm范围内,主轴箱在X轴方向振动随着进给速度的增大,先减少后增大。在进给速度10 mm/min左右,主轴箱在X方向振动达到最小,振动幅值为4.7 um.如图4所示,X方向行程在7 mm~37 mm范围内,主轴箱主轴X方向振动是先增大后减少,在进给速度15 mm/min左右,振动幅值达到最大,为6.4 μm.
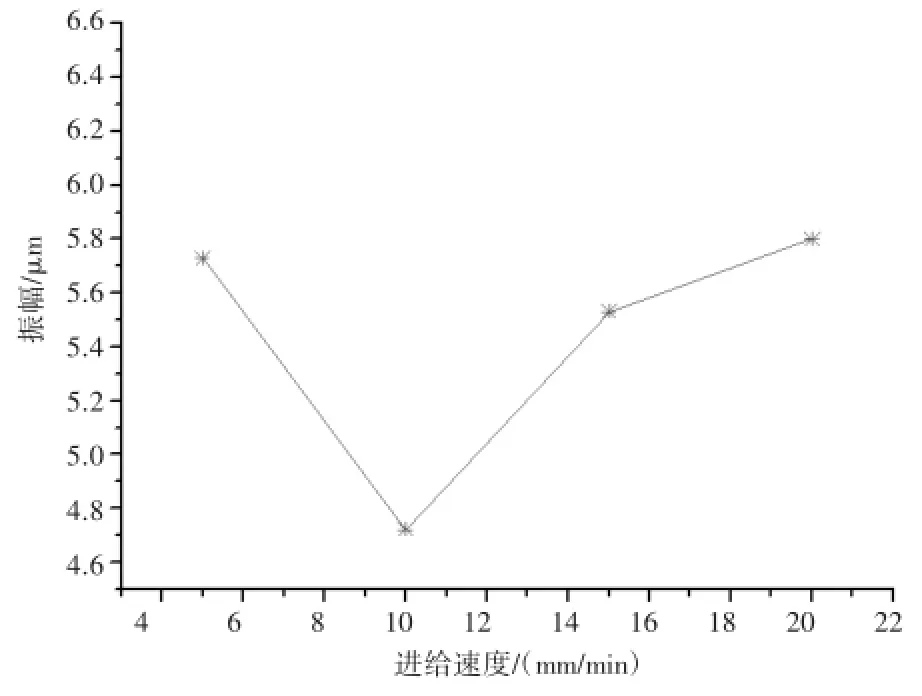
图3X方向行程在70 mm~100 mm范围内的振动图
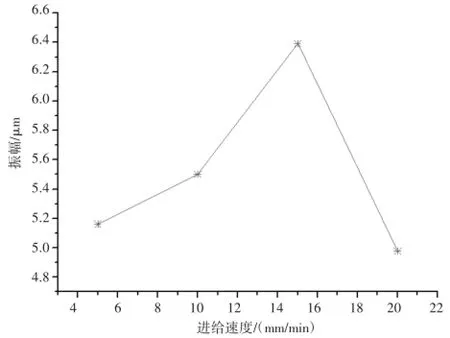
图4X方向行程在7 mm~37 mm范围内的振动图
由图3和图4可知,在不同的进给速度下,主轴箱在X方向的振幅呈现非线性趋势,且振幅值相差不大,振幅均在4 μm~6 μm内;同时反映,在磨削行程内机床主轴箱的X方向振幅要大于快速进退刀行程。
3 结束语
本文通过对自行研制的工具磨床主轴箱振动特性进行测量分析,分别研究了主轴箱在不同行程区域下X方向的振动情况和不同进给速度下主轴X方向的振动变化规律,找到了为以后的机床设计和结构改进,提供了依据。通过研究发现随着进给速度的变化,机床主轴箱的振幅呈现出非线性趋势,在磨削区X行程范围内,主轴箱振幅先增大后减小,在进给速度为15 mm/min左右达到6.4 μm,因而在加工过程中应尽量使进给速度避开15 mm/min.
[1]李红光,魏协奔,谢跃鹏,等.数控机床振动监测及故障诊断系统研究[J].轻工科技,2016(07):48-49.
[2]吴玉厚.数控机床电主轴单元技术[M].北京:机械工业出版社,2002.
[3]汪顺利,丁毓峰,王琳,等.基于LabVIEW的机床主轴振动测量与分析[J].组合机床与自动化加工技术,2014(02):32-35.
[4]张祥雷,冯伟,陈站,等.主轴振动测试及温升对主轴振动的影响[J].机械工程师,2014(02):8-9.
Vibration Measurement and Analysis on Headstock of Tool Grinder
SONG Shi-yi
(YTO Group Corporation,Luoyang Henan 471004,China)
As an important factor for the product machining quality and tool life,the spindle vibration measurement and analysis plays a critical role in machining process.With the NI PXIe data acquisition system and accelerometer,the vibration signals are acquired from the headstock of tool grinder in different moving range and feed speed.The experiment results show that X-directional vibration is significantly higher than other components and reach its maximum when the feed speed was at 15mm/min or so.
tool grinder;headstock;vibration;measurement
TG659
A
1672-545X(2017)03-0187-03
2016-12-02
2016年智能制造综合标准化与新模式应用项目(编号:豫洛工业制造[2016]07744)
宋世毅(1964-),男,河北衡水人,硕士研究生,高级工程师,研究方向:机械装备制造技术研究。
猜你喜欢
哈尔滨轴承(2020年3期)2021-01-26
哈尔滨轴承(2020年3期)2021-01-26
当代陕西(2019年24期)2020-01-18
制造技术与机床(2019年12期)2020-01-06
装备制造技术(2019年12期)2019-12-25
科学与财富(2016年34期)2017-03-23
股市动态分析(2016年24期)2017-01-07
股市动态分析(2016年23期)2016-12-27
股市动态分析(2016年4期)2016-09-29
股市动态分析(2016年25期)2016-07-23
