PLC在机床电气控制中的应用
2017-05-30 10:48高雪松
现代盐化工 2017年6期
高雪松
摘要:PLC是可编程逻辑控制器的简称,其在机床电气控制中的应用,极大地提高了机床控制水平及作业效率。因此,有关PLC在机床电气控制中的应用研究,受到越来越多业内人士的关注。文章对PLC作简单介绍,探讨其在机床电气控制中的应用,以供参考。
关键词:PLC;机床;电气控制
机床是机械制造业常用设备,构成复杂,需要各子系统密切配合,才能保证生产作业的顺利进行,因此,提高机床控制水平及精密度,对保证生产质量意义重大。实践表明,在机床电气控制中应用PLC技术效果显著,使得机床控制水平得以显著提升,有效地促进我国制造业的蓬勃发展。
1 PLC构成及工作原理
PLC虽然外形存在一定差异,但内部构成相似,主要由中央处理器、存储器、输入∕输出单元、编程设备、通信接口等部分构成,各部分相互配合,实现自动化控制功能。
PLC包括运行(RUN)与停止(STOP)两种基本工作状态。其中处于RUN状态时不仅需要实现内部通信、处理功能,还需对用户程序作出反应。处于STOP状态时,PLC仅实现同步通信及内部处理,该状态通常用于修改与编制程序。PLC功能的实现基于编制的程序,运行时PLC按顺序对程序进行扫描,如程序以梯形图表示,则执行顺序为从上到下,从左到右。遇到跳转指令,对跳转条件进行判断,决定是否跳转。当程序执行结束后,PLC将元件映像寄存器中与输出状态相关的状态转存到输出锁存器中,并以一定方式输出,对外部负载进行驅动。
2 PLC在机床电气控制中的应用
PLC在机床电气控制的应用体现在很多方面,接下来以机床基本电路中为例,对PLC的应用进行探讨。机床基本电路较多,包括启动―保持―停止电路、三相异步电动机正反转电路、定时电路等。
2.1在启动一保持一停止电路中的应用
2.1.1启保停电路
在梯形图程序中启动一保持一停止是较为典型的程序结构,设计时应考虑的内容有:驱动线圈、线圈得电条件、线圈保持驱动条件,以及线圈失电条件。其中各梯形图逻辑行均应对线圈进行驱动;同时,逻辑行需对线圈得电条件加以明确。按下并放开启动按钮后常开触点能够自锁,使线圈能够持续驱动。另外,在梯形图逻辑行中应对线圈失电条件加以明确。
2.1.2启保停电路指令实现
使用SET和RST指令实现启保停电路的控制,即启动信号、停止信号分别驱动SET和RST指令。启动时将启动按钮按下则启动信号处于ON状态,线圈得电保持。停止时将停止按钮按下,停止型号变为ON,线圈失电且保持。
2.1.3常闭触点输入信号处理
除外部常开触点提供输入信号外,部分常闭触点也能提供输入信号。如和PLC输入端相连的为停止按钮的常闭触点,当将停止按钮按下时,常闭触点断开,线路的常开触点断开。因此,在梯形图中应将线路的常开触点和线圈进行串联。
2.2在三相异步电动机正反转电路中的应用
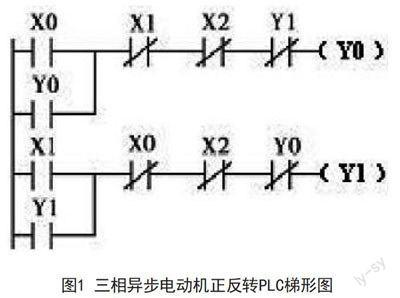
在PLC梯形图中可使用两个起保停程序,对电动机的正、反转进行控制(梯形图如图1所示)。将正向启动按钮按下,XO状态变为ON,常开触点接通,YO线路得电保持,接触器线圈得电,电动机正向转动。按下停止按钮,X2状态为ON,常闭触点断开,YO失电,电动机运行停止。按下反向启动按钮电动机反向运转。
另外,为保证安全性需实现“软件互锁”,即,将YO和Y1常闭触点均串联在对方线圈回路中,防止线圈YO和Yl同时得电。另外,在梯形图中还应设置“按钮联锁”,即,将控制正传的YO线圈和X1常闭触点串联,将Yl线圈和XO串联,以避免YO和Y1线圈同时得电。但需要注意外部硬件接线图还应“硬件互锁”,原因在于PLC内部继电器互锁响应时间扫描周期仅相差一个,而外部接触器触点动作时间通常超过一个扫描周期,具有较长的响应时间。
2.3在定时电路中的应用
机床中定时电路包括延合与延分电路、定时范围扩展电路、闪烁电路等,接下来对PLC在该电路中的应用进行分析。
2.3.1延合与延分电路
延合与延分电路指当按下或松开启动按钮,保持一定时间后电路才会接通或断开。该类型电路在机床中较为常见,可通过设计PLC程序确定延迟时间。
2.3.2定时范围扩展电路
当PLC定时器最长定时时间无法满足实际要求时,可设计定时范围扩展电路延长最长定时时间。例如FX系列PLC定时器最长定时时间为3276.7s,可采用以下方法对这一时间进行延长。一方面,应用多个定时器,即当将XO接通后,TO线圈延时时间设置为3000s,延时时间到后,常开触点TO闭合,T1线圈得电进行3000s的延迟,延时时间达到后YO线圈得电,使得XO至YO共获得6000s的延迟。另一方面,将定时器和计数器组合在一起。将XO断开,TO与CO复位,一旦XO接通,TO开始定时,当定时时间到后,常闭触点TO断开使其复位。常开触点闭合计数器CO计为1。TO复位后当前值变为0。同时,常开触点断开、常闭触点接通,TO线圈再次得电计时,反复进行,达到延迟目的。
2.3.3闪烁电路
闪烁电路本质上为具备正反馈的振荡电路,能够产生特定通断时序脉冲,在闪光报警以及脉冲信号源电路中较为常用。一方面,定时器闪烁电路的实现。定时器闪烁电路的实现有两种方法:(1)使用TO和T1两个定时器分别进行定时。开始时设TO与T1均处于OFF状态,当XO转变为ON时,TO线圈得电开始定时,0.5sTO常开触点接通,TO得电而接通。与此同时,Tl线圈得电定时开始,Tl线圈得电0.5s后,常闭触点断开,TO线圈失电,TO常开触点断开,YO和T1线圈断电。当Tl线圈断电后Tl常闭触点接通,TO再次定时,YO线圈也呈现周期性的断电与通电,当XO变为OFF为止。(2)使用TO定时器与Tl累计定时。YO通电与断电时间和Tl与TO的设定值保持一致,对定时器设定值进行调整,对输出脉冲的宽度进行调整。另一方面,二分频电路的实现。二分频电路指通过一定的电路同一个时钟信号转变为频率不同的时钟信号。应用PLC程序时,当XO的上升沿要到来时,第一个扫描周期映像寄存器状态为ON,Ml线圈因YO断开而失电,YO线圈因连通而得电。进入下个扫描周期MO映像寄存器状态为OFF, YO常开触点接通,但MO常开触点断开。因此,M1线圈仍处于失电状态,YO线圈因自锁触点一直处于得电状态,当下个XO上升沿达到时,M1线圈得电,YO线圈断电,达到二分频目标。
3 结语
在科技发展推动下,PLC技术在各个领域广泛应用,极大地提高各领域的生产控制水平,尤其在机床中的应用,大大提高机床控制水平与效率,推动我国机械制造业的快速发展。
本研究通过研究得出以下结论:(l) PLC构成复杂,应用中需要根据实际情况进行编程,因此,要求技术人员明确PLC工作原理,熟练掌握各种程序指令,按照一定的流程编制控制程序,保证程序编制的合理性。(2) PLC在机床电气控制中的应用体现在很多方面,要求技术人员明确不同电路运行特点,做好电路设计以及PLC控制分析,设置合理的程序参数,保证PLC执行相关程序对机床电路进行精确控制。
[参考文献]
[1]黄丽梅.机床电气控制中PLC的应用分析[J]科技经济导刊,2017(4):43.
[2]付 强.PLC技术在数控机床电气控制中的应用[J]现代制造技术与装备,2017 (5):141-142.
[3]蒋可可.PLC在机床电气控制中的应用探讨[J]时代农机,2017,44(7):41.
[4]魏立国.机床电气控制PLC的应用分析[J]山东工业技术,2015(18):148.
猜你喜欢
中国设备工程(2022年12期)2022-07-11
制造技术与机床(2019年2期)2019-03-06
通信电源技术(2018年5期)2018-08-23
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年9期)2017-11-27
电子制作(2017年19期)2017-02-02
山东工业技术(2016年15期)2016-12-01
河南科技(2014年10期)2014-02-27