
矿井提升绞车主轴更换工艺
2017-05-30 23:23曹晓朋杨旭王斌
科技尚品 2017年2期
曹晓朋 杨旭 王斌

摘 要:重点介绍矿山主提升机主轴的更换方法,总结主轴更换的质量控制重点、施工工艺,为工程的优化施工总结了经验,在同类型施工过程中具有借鉴推广价值。
关键词:矿井提升机;主轴更换
1 前言
小康矿需更换提升绞车的主轴。该绞车新轴重11.32T、长4958mm。原绞车主轴11T、长4958mm。绞车电机定子重26.9T,转子重25.8T,滚筒半部重14.9T。
2 主要施工步骤及施工方法
2.1 施工前期准备
(1)电机定子两侧焊接滑道及限位块,便于施工后恢复。
(2)使用棉布蘸柴油对新轴表面进行清洗,核对主轴装配尺寸。
(3)对电机定子外壳、电气接线、滑环及闸桩进行拆除。
(4)检查电机定子、转子之间的气隙,做好记,便于施工恢复。
(5)对绞车电源停电闭锁,并悬挂停电牌。
2.2 施工的主要步骤
电机定子拆除→电机转子拆除→滚筒上半部拆除→主轴拆除→轴承拆除→轴承恢复安装→新轴安装就位→滚筒安装→电机转子安装→电机定子安装→其他附件恢复作业→试运转
2.3 主要施工方法
2.3.1 电机定子拆除
对电机定子、转子绕组进行放电,加短路接地线。拆除定子地脚螺栓,确定定子与其他构件无连接后拆除。将4根5m长Ф24mm钢丝绳扣挂在厂房天车大钩上,钢丝绳扣两端分别与电机定子4个起吊环连接,形成8绳受力。上提天车钩头使钢丝绳略受力后停车,检查钢丝绳扣受力情况,各绳扣受力应均匀一致。在电机端,将两台5T手拉葫芦分别挂在电机定子两侧的牵引环上,手拉葫芦的钩头挂在固定的起重环上,使手拉葫芦链略受力。点动上提大钩,使悬吊定子的钢丝绳受力缓慢增加,当定子出现轻微晃动时停止起吊。测量定子底座的离地间隙及转子与定子的间隙,定子的离地间隙必须小于电机规定的气隙。定子离地且与转子无刮碰,操作两台5T手拉葫芦,将定子牵离转子,同时指挥天车向远离转子方向移动。当定子整体被牵离转子后停至。利用天车对定子进行吊运,操作天车,将定子落在支架上。
2.3.2 电机转子拆除
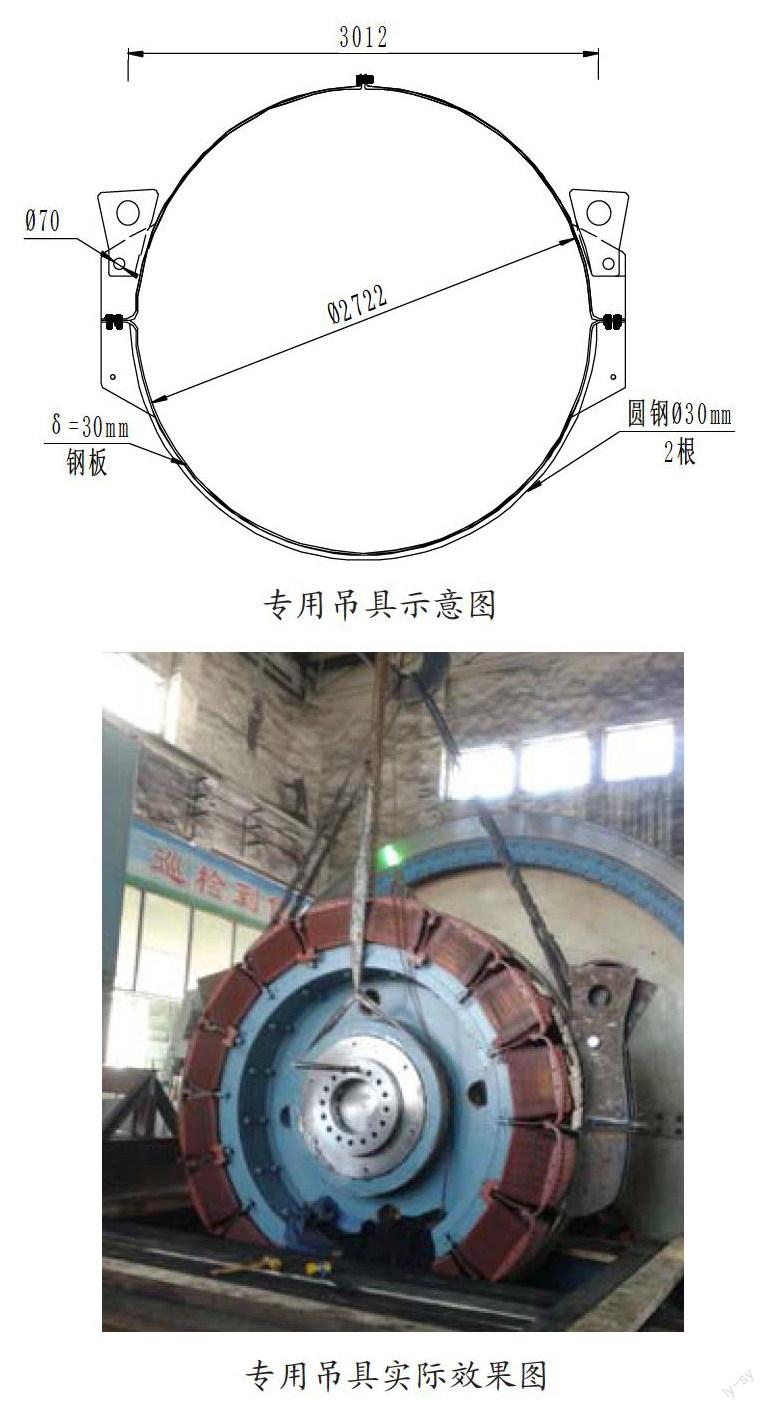
转子的拆除和安装为施工中质量控制点。转子自重25.8T,根据转子的重量、尺寸、结构特点及现场施工条件,加工专用吊装工具(如下图)。专用吊装工具简图及现场实际效果图如下。专用吊装工具安装时,需在卡具与转子之间均匀铺设5mm薄木板,防止吊装工具损伤转子。
专用吊装工具安装完毕后,点动上提天车使钢丝绳略受力。转子与主轴分离使用液压装置。施工压力根据设备说明书、现场温度、使用年限取值,拆除需3块压力表,压力表量程不小于120MPa。实际施工中压力约为105MPa。接通打压装置后,3台打压装置同步工作,待达到95MPa后保压,若转子无松动,继续升压,每次升压1~2MPa,升压后保压不少于20分钟。待转子与主轴脱离后,将转子移出主轴,放置在电机基础坑内,完成转子拆除。
2.3.3 滚筒及主轴拆除
滚筒拆除使用平衡梁,可以在确保施工安全的前提下,提高施工效率。将平衡梁挂至大钩上,平衡梁两端吊点挂2根Φ24mm钢丝绳扣,将钢丝绳扣下垂至滚筒内横梁上并与其连接。点动提升32T天车钩头,将滚筒上部分缓慢吊起,移动天车将滚筒放置在预先摆放好的道木上。滚筒拆除完毕后,拆除主轴,将天车大钩停在主轴上方,利用一根6m、Φ24mm钢丝绳绳扣捆绑在主轴的法兰盘外侧,将天車钩头与钢丝绳扣连接在一起;另用一根较短的Φ24mm钢丝绳扣在天车大钩上挂一台10T手拉葫芦,手拉葫芦的钩头通过一根Φ24mm钢丝绳扣与主轴的另一端连接在一起,在钢丝绳与主轴的接触面用皮带做保护。点动上提大钩试吊,确认安全后继续起吊。观察主轴两端若有一端已被吊起时,停止起吊,操作10T手拉葫芦,调整主轴使主轴保持水平。继续起吊,待主轴的下面高过轴承座的最高点时,水平移动天车将主轴放置在摆好的道木垛上。
2.3.4 轴承拆除
轴承的拆除为施工中的技术要点。主轴上共有2套轴承型号分别为:SKF231/500 CAK/W33、SKF231/630 CAK/W33。将轴放置平稳后,利用轴承厂家专用工具拆除轴承。首先拆除SKF231/500 CAK/W33,轴承拆卸需2套打压装置,每台压力值约为1MPa,当压力到达0.8MPa轴承无松动后,保压20分钟,若无松动继续升压,每升压0.1MPa后保压10分钟。待轴承松动后使用铜棒均匀敲击轴承四周使轴承脱离主轴。SKF231/630 CAK/W33拆除方法同SKF231/500 CAK/W33。待轴承完全松动后采用吊装带吊装轴承,拆除的轴承使用柴油清理。
2.4 安装恢复
2.4.1 轴承恢复安装
将SKF231/500 CAK/W33轴承内侧的密封圈和端盖套在新轴上,安装轴承端盖对称均匀拧紧端盖螺栓,拧紧后在轴承轴向移动前方设1台百分表用于监测轴承移动。连接打压装置,2台打压装置同时缓慢升压,同时观察百分表的读数,待百分表监测轴承已发生移动,缓慢升压,直至轴承移动到设计安装位置。SKF231/630 CAK/W33轴承安装方法与SKF231/500 CAK/W33基本相同,必须采用百分表进行监测,3台打压装置同步缓慢升压,当百分表监测轴承移动后,再次拧紧固定环上的M12螺栓确保液压环紧贴轴承保持轴承内压力,按此循环将轴承安装至设计位子。轴承安装就位后需保压1小时。轴承安装完毕后安装主轴,新轴安装完毕后,复核轴水平度,要求轴的水平度不超过0.1/1000。
2.4.2 滚筒安装
滚筒安装前需对各接合面进行打磨清洗,接合面要光洁、无污迹,打磨完毕后再使用酒精进行擦拭。各接合面均按此方法处理。利用平衡梁吊运滚筒,对正滚筒与主轴法兰的螺栓孔,穿入高强螺栓并紧固。
高强螺栓紧固时,使用力矩扳手且必须分为初拧和终拧。为提高施工效率使用扭矩倍增器。高强螺栓初拧扭矩建议约为终拧扭矩的75%,螺栓的初拧顺序为从刚度大的地方向不受約束的自由端顺序进行,或者从螺栓中心群向四周方向进行。
2.4.3 电机转子及定子安装
按拆除方法将电机转子套至主轴后,使用16根8.8级M36×150mm螺栓固定端盖,并均匀、对称紧固螺栓,螺栓扭矩按2500NM紧固,使端盖压紧转子,利用液压工具打压安装。打压前在主轴上对称安装2台百分表监测转子的轴向移动,3台打压装置同步缓慢升压,同时观察百分表的指针,当发现百分表读数变化时,严格监测转子的轴向移动距离,待转子到达设计位置后停止升压。转子就位后打压的液压装置不可以撤离,至少要保压2小时,保压3小时以上为最佳。转子就位后,按顺序安装转子的隔离环、密封圈、端盖及螺栓。电机定子安装方法基本同转子施工方法,定子安装完毕后复测电机定子与转子之间的气隙,并做好记录。
2.4.4 其他附件恢复
将滑环、闸桩、电器等其他设备恢复。试运行前使用酒精擦拭闸盘。
3 施工的经验总结
(1)电机定子水平方向的牵引可以利用厂房内已有的建筑屋主梁,减少暂设的工程量,提高施工效率。
(2)电机是设备的核心部件,吊运时必须确保其安全。电机转子吊装时采用如本次施工中的专用吊装工具,可以确保转子与吊装工具均匀接触,使转子均匀受力,确保转子在起吊时保持平衡,防止起吊过程中起吊工具对转子绕组的损伤。电机转子、定子重量大、设备昂贵吊装时尽量减少其吊装量,如本次施工中利用电机基础坑放置转子,减少起吊工程量及占用的空间,防止其他构件起吊时误伤转子且安全可靠。
(3)采用预制的平衡梁悬吊滚筒,可以合理分配各吊點的载荷、保持滚筒悬吊平稳及有效保护滚筒不受钢丝绳挤压,确保设备及施工的安全。
(4)轴承的拆除和安装为本次施工中的技术难点,应根据轴承的型号及说明书,查找轴承的径向及轴向的压力值范围,结合施工现场的温度、现场轴承实际情况,确定轴承径向及轴向的压力值。升压必须缓慢防止压力过高损伤轴承。
(5)设备上拆除的螺栓数量多、规格多,施工时按使用位置分别存放,便于保管和施工恢复。施工中的高强螺栓必须分别进行初拧和终拧。高强螺栓紧固完毕后,设备试运行8小时后,使用扭矩扳手逐个进行检查。
5 结语
该施工方法的应用实施,优化了施工程序,解决了转子及轴承分离的技术难点,在实际应用中缩短了施工工期,将国外专家认可的11天施工工期缩短为4天,节约了人力、物力、财力,增加经济效益。在矿山行业、水泥行业及冶金行业有广泛的推广价值。
参考文献
[1]煤矿安装工程质量检验评定标准MT5010-95[M].煤炭工业出版社,2009.
[2]煤矿安全规程[M].煤炭工业出版社,2011.
(作者单位:铁法煤业集团矿建分公司)
猜你喜欢
幼儿教育·教育教学版(2022年10期)2022-07-04
冶金设备(2021年1期)2021-06-09
山东交通科技(2020年2期)2020-08-13
中国特种设备安全(2019年11期)2020-01-16
中国特种设备安全(2018年11期)2019-01-08
测控技术(2018年6期)2018-11-25
制造技术与机床(2017年9期)2017-11-27
制造技术与机床(2017年3期)2017-06-23
消费导刊(2016年10期)2016-12-01
设备管理与维修(2016年7期)2016-04-23
