
核电站汽水分离再热器用的翅片管介绍
2017-06-01 12:46任一峰
发电设备 2017年3期
任一峰
(上海电气电站设备有限公司 上海电站辅机厂, 上海 200090)
核电站汽水分离再热器用的翅片管介绍
任一峰
(上海电气电站设备有限公司 上海电站辅机厂, 上海 200090)
介绍了用于核电站汽水分离再热器管束中翅片管的特性,指出了在翅片管制造和质量控制中需要注意的问题,供相关制造厂参考。
核电站; 汽水分离再热器; 翅片管
汽水分离再热器(MSR)是核电站常规岛重要设备之一,位于汽轮机高压缸与低压缸之间,其功能是去除循环蒸汽中夹带的液体,以保护汽轮机低压缸叶片;同时通过加热再热器管束对循环蒸汽进行加热,以提高效率。而高压和低压再热器管束中大量采用的铁素体不锈钢U形TP439翅片管,至今还是依赖进口解决。
当前国内一些企业开始涉足翅片管的制造领域,而国内生产线的设计、TP439原材料采购、翅片管的制造、生产过程清洁度、外观上热处理颜色均匀性、检验设备及方式方法、样管制作的精致性等,距离世界先进水平还有很大的差距。笔者针对MSR翅片管制造特性和质保要求作一分析介绍。
1 翅片管的特性
用于制造MSR翅片管可分作两个步骤:不锈钢TP439焊管的制造[1]和翅片管的轧制。MSR选用翅片管是通过有效地增加管子外表面并合为一体的翅片来优化换热过程,其最大换热效率可达到光管的2倍以上,一种常用的比较典型翅片管可提供高效和高性价比换热面积,大大减少MSR的外形直径和总体价格。此类整体翅片管采用轧片机在TP439焊管的光滑外表面上直接轧制而成的,该翅片管无接触热阻,强度高、耐热震和机械振动,传热、机械及热膨胀性能均较好,但制造成本高。
焊管和翅片管的材料牌号为SA-268 TP439、SA-803 TP439。钢带的熔炼分析和成品分析的化学成分见表1[2-3]。
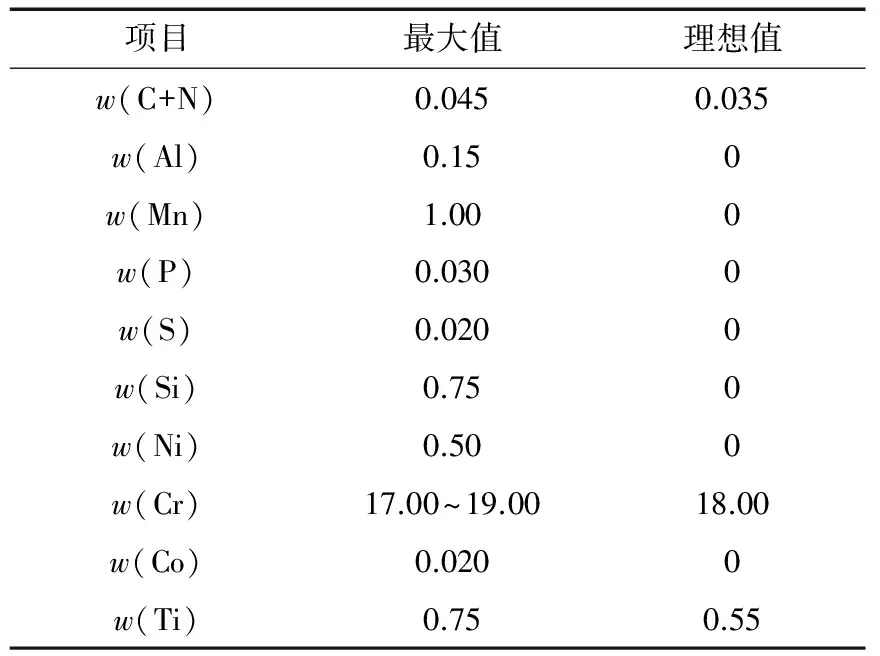
表1 化学成分 %
焊管的力学性能应符合表2要求。
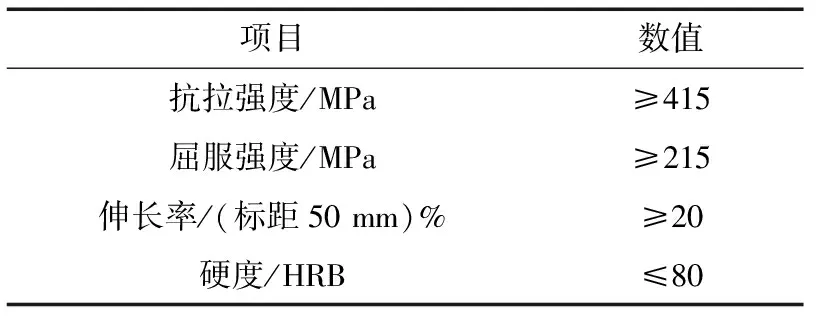
表2 力学性能
国内常用的MSR翅片管外径为19.05 mm,平均壁厚为1.65 mm,翅片部分管子壁厚为1.06 mm,平均高度为1.27 mm,每25.4 mm长度方向有27翅,管子最长不超过42 m,翅片部分的直径应不超过光管部分的直径,见图 1。MSR高、低压再热器管束用翅片U形管的展开示意图见图2,图3为国外样管剖面图、图4为国外的样管截面图。
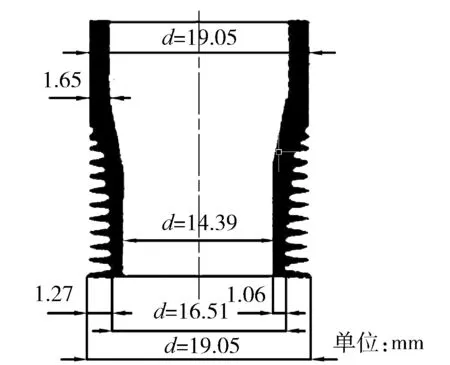
图1 翅片管截面图

图2 MSR再热器翅片管展开示意图

图3 翅片管外形及剖面图

图4 翅片管外形和截面图
2 翅片管的制作工艺流程
翅片管轧片流程主要是轧片、除应力和涡流检查三个工序。
国外成熟的制造经验一般有2种方式:
(1) 前端TP439焊管制造完毕经检验合格后,将成品焊管绕在类似于绕电缆的圆盘上,装运至另一个场地进行轧片。在生产和运输过程中,管子表面需要进行防护,在管层之间避免表面划痕。当然也有短途运输,将焊管截成有效长度,加上水压试验后的截管余量,整个过程保持管子免受伤害。
(2) 焊管制成后,经过着色、涡流和超声检查后,直接进入下一个轧片流程,减少了运输及次生的风险。
3 翅片管制造过程质量控制
为尽快提升制造能力和质量控制,需要关注以下几点:
(1) 清洁度。对于核电产品及部件在整个生命周期中是最重要的指标之一。保证生产车间、制造链过程的清洁,异物、夹杂物和受其他元素影响都是不允许的。
(2) 轧片。翅片管最重要制造过程工序,不得有丝毫马虎。国外用靠轮方式轧制翅片,管子边旋转边慢慢向前经过靠轮后翅片就形成,这是一个专利技术,更是制造翅片管的核心技术。若采用轧制螺栓的螺纹方式,用上下二个模具夹住旋转向前的管子(内衬芯棒),成型的翅片管外形像螺栓的螺纹。
(3) 光亮退火。翅片加工完成后应在保护气氛中进行光亮退火热处理,其温度应足够高,以消除翅片加工过程中产生的内应力,恢复管子的机械性能和抗腐蚀特性,避免氧化物进入核电站常规岛回路。在退火过程中如果管子不直,应进行校直或直接报废处理。翅片管成型后必须在4 h内及时进行退火处理,以消除冷成型过程中的冷脆风险(焊管成型焊接过程中需要消除热脆风险)。必须清理在轧制过程中在翅片管表面和翅片间隔所留有的金属细屑、油腻、杂质及残余物,由于碳在铁素体中的溶解度低,碳污染可以导致局部马氏体的形成(导致脆性)和铬碳化物(导致残余腐蚀);脱脂,除去管内外油脂,因为管子比较长,内表面脱脂比较难。这个工序须重视光亮退火后翅片管表面应该是光亮的,而不是有暗有亮,使得外观色差严重。
(4) U形管弯管处理。U形管弯管热处理区域是弯头部分和距弯头切点50 mm的直段部分,这个工序就要确保翅片管表面不得有任何外击损伤,U形弯头应有过弯反弹措施,保证U形弯头尺寸到位,在穿管现场不再出现损伤管子的状况。目前国内已经有这样自动弯管的设备,弯管过程受力均匀,不得有人为的额外附加力出现;弯头部分应进行消除应力处理,必须有风扇助冷的效果。
(5) 检查与防护。最后检查除常规项目检查外,应进行尺寸、外表面检查,去毛刺,翅片管应用环规检查外径公差。一旦发现翅片的缺陷,必须全部清除,不允许对缺陷管进行修补。在运输过程中避免损坏箱子,在储存阶段保持气相防护,以防生锈。
4 可能存在的问题
4.1 轧片形式与试验数据
翅片管的整体和焊接翅型及结构与MSR的传热效果是不尽相同的,再热器翅片管管内热交换率高,管内蒸汽有凝结,流动呈汽液两相流,最后成为凝结水排出;管外热交换率低,干蒸汽流过一、二两级再热器,提升了蒸汽的温度进入汽轮机做功。一般来说,一种翅片管的结构必须要做管外的传热特性试验,对于这样一个试验,需花费数百万元。
翅片管的翅型对传热效果关联度十分密切,用靠轮和制螺栓方法制造的翅片管的翅型当然是不同的。一般翅片管供应商必须提供管子外径及壁厚的传热特性试验曲线供MSR制造商使用;一旦外径和壁厚改变,就必须根据新的试验提供相应的特性曲线,查看外商的样本中的数据曲线推荐给使用者。试验数据的提供必须有资金的支撑。
翅片管供应商需要提供一些特性参数:U形管展开长度、直段长度(见图2)、直管长度、导热及机械特性、NDT达到的要求、参考标准、传热计算公式、管外传热系数与雷诺数的关系曲线等。
4.2 车间环境及流程优化布局
核电MSR翅片管制造是集技术和设备为一体的高新技术产业,制造车间的周边环境(包括运输)和布局要经过精心勘察与反复比较才能取得良好效果。选择远离海边化工区,可以临近公路或江湖边。
TP439焊管制造流程分为在线焊接和无损检测两个流程,翅片管就轧片一个流程,U形弯管和完工包装是收尾流程。在每个流程中,包括一些简单工序是必不可少的。为了有效利用厂房面积,将U形弯管工序放在不同层,占空间不占地。车间每个区域安排流程要考虑物流的走向,退火设备和探伤检测设备要单独隔离。
4.3 按核电质保要求编制规程和文件
虽然MSR属于核电站常规岛汽轮发电机的配套辅机,但其重要性不亚于汽轮机。MSR中的高压或低压再热器翅片管一旦发生泄漏,发现一有带水滴的蒸汽进入汽轮机叶片就必须强行停机,严重的会导致非正常核反应堆紧急停堆。因此仅焊管轧片及U形管弯制两个流程就要编制大量的质量控制文件和操作规程,包括:采购规范书、盘管作业指导书、盘管校直和接受盘管操作规程、轧片机械控制和轧片过程检查操作规程、退火前清理操作规程和水质要求、涡流试验规程、退火热处理操作规程、管子弯管操作规程、U形管应力释放操作规程、水压试验规程、翅片管压差泄漏试验规程、U形管最后切割和检查规程、U形管包装规程等。而这些文件需要进行不断更新和升版。
质量计划是控制制造过程最重要的文件之一,按照翅片管制造工序,列出质量控制点及控制要求,分为现场见证(停工待检H点和现场见证W点)及文件见证(R点)三类,经用户或第三方监理见证签字认可方可执行下一个工序,这些见证点的设置有其科学性、可控性和操作性,保证了翅片管制造全过程的质量控制。
5 结语
核电站常规岛重要设备MSR在机组运行中十分重要,其中再热器管束所使用的铁素体不锈钢U形TP439翅片管的制造过程分步进行,其管材用料讲究、控制微量元素要求高、制造过程复杂、精准性强、检验工序严格、制造过程质保控制严密且质保文件编制难度高、升版快。应按需要对不同规格翅片管进行试验研究给出传热特性,并提供特性曲线,方便用户。
[1] 任一峰. 核电站高压加热器用TP439焊管的评估[J]. 发电设备, 2013, 27(1): 37-39.
[2] Standard specification for seamless and welded ferritic and martensitic stainless steel tubing for general service: A 268/A 268M[S]. ASME BPVC. II. A-2015.
[3] Welded ferritic stainless steel feedwater heater tubes: SA-803/SA-803M[S]. ASME BPVC. II. A-2015.
An Introduction to the Finned Tubes for MSR of Nuclear Power Stations
Ren Yifeng
(Shanghai Power Station Auxiliary Equipment Works, Shanghai Electric Power Generation Equipment Co., Ltd., Shanghai 200090, China)
An introduction is presented to the features of finned tube banks for moisture separator reheater (MSR) of nuclear power stations, together with a discussion on problems needing to be cared in manufacture and quality control of the finned tubes, which may serve as a reference for relevant manufacturers of finned tubes.
nuclear power station; moisture separator reheater; finned tube
2016-06-16;
2016-08-05
任一峰(1959—),男,教授级高级工程师,从事电站辅机的技术开发和质量管理工作。E-mail: renyf@shanghai-electric.com
TM623.4
A
1671-086X(2017)03-0185-03
猜你喜欢
电子乐园·下旬刊(2022年5期)2022-05-13
中国特种设备安全(2022年1期)2022-04-26
设备管理与维修(2021年5期)2021-04-21
制冷(2019年2期)2019-12-09
中国特种设备安全(2019年4期)2019-05-20
听力学及言语疾病杂志(2018年6期)2018-01-24
制冷技术(2016年3期)2016-12-01
当代化工研究(2016年9期)2016-03-20
天津城建大学学报(2015年5期)2015-12-09
真空与低温(2015年4期)2015-06-18
