
HDPE管热熔焊接温度场模拟
2017-06-10 19:40刘立君姜婷婷戴鸿滨
哈尔滨理工大学学报 2017年2期
关键词:温度场
刘立君+姜婷婷+戴鸿滨
摘要:对于高密度聚乙烯管道的连接,焊接技术是直接影响高密度工程塑料压力管道安全应用的关键环节。而焊接过程中的温度场分布对焊接质量又有十分重要的影响。通过MARC软件建立了聚乙烯管道焊接接头一维非稳态整体传热模型,模拟焊接过程中的温度场及应力场分布,并通过热电偶温度自动采集系统对焊接时的温度场变化进行检测,并通过模拟结果与实验进行对比。结果表明,在加热结束时,管件端面温度并没有达到最大值,而是在300s时达到最大值,这表明了在压焊过程中发生了相变潜热。在压焊过程中,管件轴向应力由拉应力逐渐过渡到压应力。
关键词:高密度聚乙烯管道;热熔焊接;温度场;应力场
DOI:10.15938/j.jhust.2017.02.004
中图分类号: TQ320文献标志码: A文章编号: 1007-2683(2017)02-0018-05Simulation of Temperature Field in HDPE Pipe Thermal Welding
Abstract:For high density polyethylene pipe connection, welding technology is the key of the high density engineering plastic pressure pipe safety. And the temperature distribution in the welding process has a very important influence on the welding quality. Polyethylene pipe weld joints of one dimensional unsteady overall heat transfer model is established by MARC software and simulates temperature field and stress field distribution of the welding process, and the thermocouple temperature automatic acquisition system of welding temperature field changes were detected, and compared by simulation and experiment . The results show that, at the end of the heating, the temperature of the pipe does not reach the maximum, but reached the maximum at 300s, which indicates that the latent heat of phase change in the process of pressure welding. In the process of pressure welding, the axial stress of the pipe is gradually changed from tensile stress to compressive stress.
Keywords:high density polyethylene pipe; thermai melt welding; temperature field; stress field
0引言
聚乙烯憑借着其优良的性能正逐渐代替传统金属在很多领域都发挥着重要作用。相对于传统金属管道,聚乙烯(PE)管道具有耐腐蚀、连接可靠、高韧性、挠性优良、良好的抗刮痕能力、高耐磨性、快速裂纹传递抵抗能力优良、优越的水力性能和使用寿命长等优点。但其耐环境应力开裂性能较差,耐高温性能、力学性能及耐化学性能有时也不能满足实际使用要求。
热熔焊作为聚乙烯管道焊接的主要手段,其焊接接头质量直接影响着整个管道运行系统的安全性。焊接过程中加热温度和压力是影响接头焊缝质量的重要因素。焊接温度的高低,加热压力的大小均会影响材料焊接时的融合程度。因此,开展管道结构焊接过程应力应变的数值模拟研究,无疑具有重要的学术价值和现实意义。
国内外已有学者对PE管热熔焊接接头的温度场进行模拟。谷侃锋等人应用热粘弹性本构有限元来分析塑料热应力、应变的问题,但并未与实验进行对比[1];刘琰等基于Fourier定律,根据牛顿冷却公式计算焊接时温度场的边界条件,利用ANSYS软件得到接头的温度场仿真模型,但只是研究了冷却阶段的温度变化[2]。
本文主要通过MARC软件通过热-力耦合方法模拟焊接过程中的温度场,得到加热、切换及加压阶段的温度场变化,对焊接接头的温度场进行有限元分析,并与实验进行对比。
1HDPE管热熔焊接温度场模拟及实验结果1.1HDPE管热熔焊接温度场模拟结果
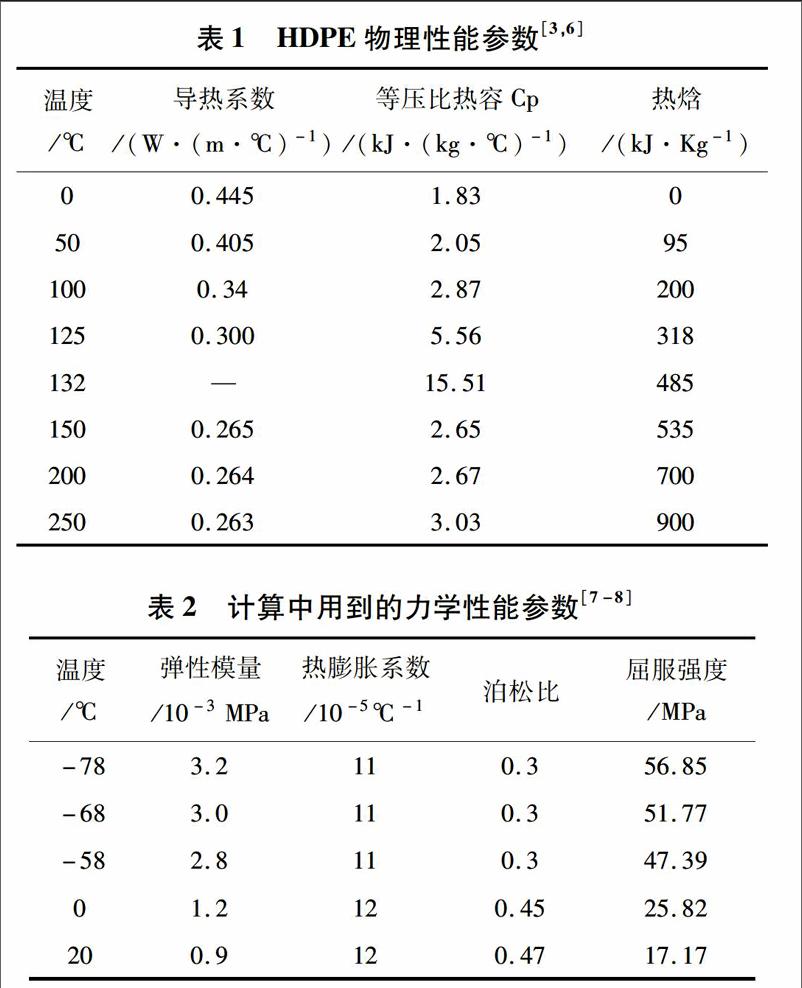
本实验采用高密度聚乙烯管PE100,管材直径200,SDR=17。在焊接过程中要假设:①管材在各径向均均匀传热;②材料的热物理性能只能是温度的函数。取长度为100mm,厚度为11.8mm的矩形模型,建模是采用二维4节点实体轴对称单元plane55,将模型划分为非均匀网格,在加热端附近采用细分的网格,模型共25020个节点,22284个单元,有限元模型见图1。温度设为210℃,加热压力为0.2MPa,环境温度为28℃,管材沿轴向的温度分布是管材内部导热的结果。在计算模型中,空气与聚乙烯之间的边界条件为对流换热边界条件。焊接时,管内外壁与空气的对流换热十分复杂。通过由普朗特准则、雷诺准则、格拉晓夫准则以及努谢尔特准则组成的函数关系式确定对流换热系数 ,管外对流换热可认为在无限空间中换热,管内可认为是夹层换热的结果。内壁对流换热系数:α内=0.89W/(m2·℃)[3-4]。
焊接是一个动态的局部热加载过程, 如何选取材料的热物理性能参数, 使其较为精确地反映出材料的物理及力学性能与温度之间的非线性变化关系, 对模拟结果的准确性起决定性的作用[5]。高密度聚乙烯(HDPE)属于结晶型高分子聚合物材料,其结晶度可达90%以上,属高结晶材料。高密度聚乙烯的热物理性能和力学性能随温度的变化而变化,其变化见表1和表2。
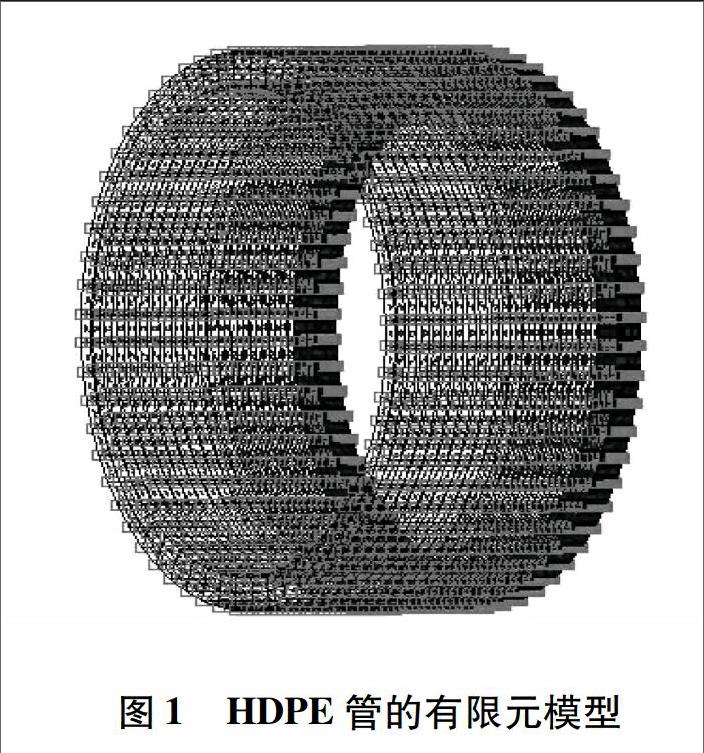
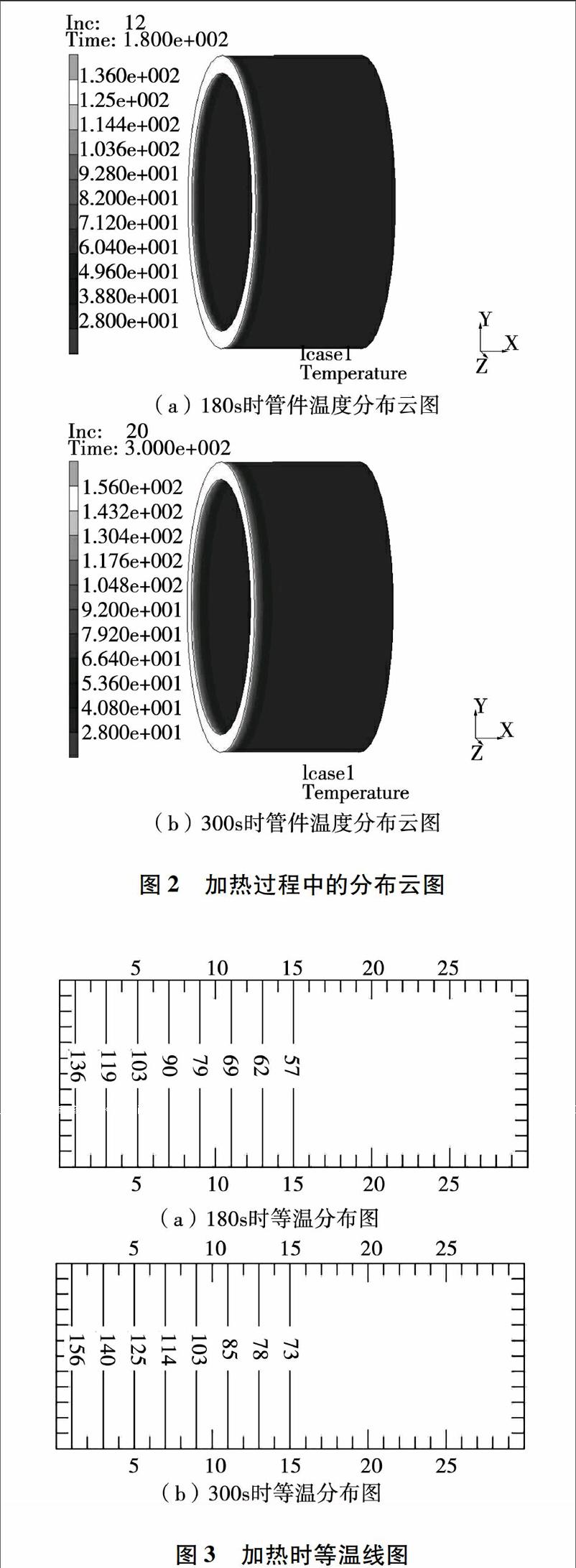
图2为HDPE管道焊接过程中180s、300s时的分布云图。根据云图分别作出180s、300s的等温线图。如图3所示,可以看出等温面在轴向方向是均匀向前推进的,温度逐渐降低,端面温度最高。180s时的融化层厚度大约1.5mm,300s时融化层厚度约为3.5mm。
1.2HDPE管热熔焊接温度场的测量试验结果
为了测量焊接过程中沿管道轴向的温度分布,本文在管道外表面距管端面2mm、4mm、6mm、8mm、10mm、12mm、14mm、16mm、18mm处钻直径约为0.5mm深5mm左右的小孔,然后将K型热电偶线分别埋入这九个位置,焊接时利用温度巡检仪检测并记录下温度在焊接过程中的变化。实验装置如图4所示。
通过焊接巡检仪记录下的实验结果作出不同位置在加热至最高温时的轴向温度曲线如图5所示。通过巡检仪记录显示,当达到最高温时的时间约为300s。由图5可以看出,温度沿轴向呈下降趋势,近焊缝中心处下降幅度较大,远端较平缓,这是由于聚乙烯导热系数随温度变化的结果。
2HDPE管热熔焊温度场模拟结果与实验分析图6为中心点温度随时间变化曲线,由图可以看出,180s加热结束,管件端面达到熔点131℃。此时进行切换,切换时间为6s,切换结束后,压焊阶段开始了,压焊时间为12min。300s时PE管端面温度达到156℃,而后才逐渐降低到周围空气的温度。这是由于在压焊过程中发生了相变潜热,这种热量对焊接温度场有一定影响,接触面的温度由于热量从深层处传出而升高。当焊接开始时,管件的端面与加热板接触,加热板的温度为210℃,接触面迅速升温至131℃(聚乙烯熔点约130℃),此时端面开始熔化。端面持续吸收热量但温度并没有升高,热量沿轴向扩散,管材内部温度升高达到软化温度。瞬间切换后加压,两管头对接。撤去加热板后,管件的温度并没有降低,而是持续升高,300s时,温度达到最大值156℃,这是由于高密度聚乙烯属于高分子材料,对接时发生相变,释放相变潜热。按照传热学的观点,相变潜热的释放相当于强度随时间、温度变化的热源。300s后管材温度逐渐下降至室温。
图7为加热至180s、300s时,不同位置同一时间的模拟和实验温度曲线对比。由图7可以看出,测量值曲线与理论值曲线趋势基本一致,验证了模型的合理性。实验中轴向温度下降较快后趋于平稳,模型中轴向温度下降较平稳。模拟结果与实测值产生差异的原因:高密度聚乙烯的物理参数随温度变化,在模拟过程中很难确定固相及熔融相的参数。实际环境下,沿轴向的对流换热系数不同,而模拟过程中轴向的换热次数均采用相同设置。
3HDPE熱熔焊应力场的模拟结果
HDPE管在焊接过程中的应力分布无法通过实验测得,只能通过模拟进行判断。本文在模拟过程中采用的焊接压力为0.2MPa。加热结束后,施加0.2MPa将两管件压紧。在加热过程中,高密度聚乙烯又高弹态像粘流态转变,压焊过程中,焊接部分在压力作用下冷却,又粘流态转变为高弹态。焊接过程中,焊缝中心在180s、300s、轴向900s时沿轴向的应力曲线分布如图8所示。
由图8可以看出,加热结束(180s)、最高温时(300s)及加压结束后(900s),轴向应力变化的趋势大致相同。焊缝处受拉应力,沿轴向逐渐过渡到压应力,在距端面约3mm处应力达到最大值,且在300s处即最高温时达到最大值。这是由于在300s时融化层为3.5mm左右,融化层因挤压而溢出形成卷边,而卷边边缘处应力集中造成的。管件轴向应力水平整体较低,300s时应力最大处值为4.6,且沿轴向迅速降至趋近于零。这是由于在压焊冷却阶段,有一部分熔体会被挤出形成卷边,没有参与形成应力。其余的熔体在压力的作用下冷却结晶,由粘流态转变为高弹态,同时释放结晶潜热。在压力作用下结晶会促使高密度聚乙烯分子链趋于规则排列,但是结晶时释放的结晶潜热又会促使材料的应力松弛。900s时,撤去焊接压力,但是管件并没有完全冷却至室温,内部分子链扔在运动,所以应力并没有完全消失。
4结论
1)采用MARC软件测得焊接过程中焊缝温度场,与实验测得结果基本吻合。
2)在加热过程中,管件端面的温度分布沿轴向均匀推进,呈降低的趋势。
3)端面温度在加热结束时仅略高于熔点,但由于在压焊过程中发生相变潜热,撤去加热板后,随着管件的挤压,热量从内层传出,温度会继续升高,在300s时达到最大值,融化层厚度也逐渐增加。
4)管件焊缝处受拉应力,沿轴向逐渐过渡到压应力,在距焊缝3mm处应力达到最大值。由于压焊过程中一部分熔体被挤出,而其余的熔体在压力作用下冷却结晶,分子链趋于紧密排列,所以聚乙烯热板焊的轴向应力水平较低。
参 考 文 献:
[1]谷侃峰. 高密度聚乙烯压力管道热板焊接接头应力场有限元拟[D].天津:天津大学,2003.
[2]刘琰,唐克伦,文华斌,等.PE燃气管热熔焊接头温度场有限分析[J].四川理工学院学报.2014(2):,77-81.
[3]唐志玉.塑料模具设计师指南[M].长沙:国防工业出版社,2001:61-65.
[4]李庆玲,杨广志,李涛.水平圆管在大空间内自然对流换热的实验与数值分析[J].兰州理工大学学报,2003,39(2):43-46.
[5]LUO X J. Study on Hot Cracking in Heataffected Zone of Nickel-base Super Alloy, Inconel718 by Laser Beam Welding[D] . Hiroshima Japan: Hiroshima University, 1999:9-12.
[6]Z.塔德莫尔,C.G戈戈斯著.聚合物加工原理[M].北京:化学工出版社,1990:86-91.
[7]齐芳娟.高密度聚乙烯管道材料及其焊接接头抗开裂行为研[D].天津:天津大学,2002:32-35.
[8]SCHMACHTENBERG E, SCHOECHE N. Advances in Calculating Thermally Induced Stresses in Nolinear Viscoelastic Materials[J].Polymer Engineering and Science.1999,39(4):767-777.
(编辑:关毅)
猜你喜欢
科技资讯(2022年12期)2022-07-17
西部交通科技(2021年9期)2021-01-11
价值工程(2017年2期)2017-02-06
价值工程(2017年2期)2017-02-06
价值工程(2016年30期)2016-11-24
电脑知识与技术(2016年7期)2016-05-19
科教导刊·电子版(2016年6期)2016-04-19
能源研究与信息(2015年2期)2016-01-13
