板材下料自动拾取机器人控制系统设计
2017-06-10 08:38王从宏王桂森
实验室研究与探索 2017年4期
王从宏, 万 熠, 王桂森
(山东大学 机械工程学院,高效洁净机械制造教育部重点实验室, 济南 250061)
板材下料自动拾取机器人控制系统设计
王从宏, 万 熠, 王桂森
(山东大学 机械工程学院,高效洁净机械制造教育部重点实验室, 济南 250061)

针对生产备料车间人工拾取火焰切割板材过程中劳动强度大、效率低下等问题,开发了一套板材下料自动拾取机器人系统。该机器人系统采用三坐标龙门式结构,利用伺服电机驱动三坐标直线导轨模组;上位工控机利用C语言和Matlab编程分别实现G代码向图形与坐标的转化与板材重心坐标值的计算,通过OPC Server与下位机PLC S7-300进行通信,将切割后的各板材重心坐标值通信至下位机PLC;PLC根据重心坐标位置控制三坐标伺服电机的运动,可保证拾取过程的平稳,减小晃动,实现对板材的连续精确拾取。该机器人控制系统是一种高度自动化的系统,可提高企业生产效率,适应于现代企业的生产要求。
自动拾取; 机器人; 控制系统; 板材
0 引 言
火焰切割作为一种传统的热切割方法,具有成本低、自动化程度高的特点,广泛用于机械制造业中金属板材的切割下料。目前,企业的生产备料车间在利用火焰切割对板材进行下料后,多采用人工取料,导致工人劳动强度大,企业生产效率低[1]。同时,由于火焰切割时会产生大量粉尘、热量和噪声,易对工人的身体产生危害。因此,板材自动取料设备引起了国内外企业的广泛关注。
由于机械手具有操作灵活,工作稳定、持续的优点,是企业生产备料车间取料的首选设备,因此,部分企业采用液压式、气动式机械手。液压式驱动具有很强的抓举能力,其特点是结构紧凑、动作平稳、耐冲击、耐震动、防爆性好,但液压元件要求有较高的制造精度和密封性能,否则漏油将污染环境。气动式驱动的特点是动作迅速、结构简单、造价较低、维修方便,但难以进行速度控制,气压不可过高,故抓举能力较低[2-4]。
本文开发一种成本低、安全系数和效率高的板材下料拾取机器人。该机器人采用定梁动柱龙门式结构,利用西门子PLC S7-300控制伺服电机的运动以实现对板料的准确拾取,具有结构简单、工作可靠、负载能强等优点。因系统的作业空间固定,消除了板料拾取过程中与其他设备的干涉。此外,系统运用计算板材重心的位置坐标的方法来对其进行拾取,减小了拾取过程的晃动。
1 系统硬件设计
板材下料自动拾取机器人(见图1)的硬件包括龙门式结构、机械臂、电磁吸盘、伺服电机等。显然,自动拾取机器人的作业空间是固定的,可以避免与工厂其他设备的干涉。该系统通过伺服电机驱动X、Y、Z轴导轨模组实现对机器人的位置控制,利用电磁吸盘对板材进行拾取。根据自动拾取机器人运行需求及控制成本的需要,所需硬件类型如表1所示。

1-Y轴伺服电机,2-轴端限位开关(3个),3-Y轴导轨模组,4-Z轴导轨模组,5-轴原点接近开关(3个),6-Z轴伺服电机,7-X轴伺服电机,8-X轴导轨模组,9-工控机,10-伺服驱动器X,11-西门子PLC S7-300,12-伺服驱动器Y,13-伺服驱动器Z,14-机械臂,15-电磁吸盘,16-支架
图1 硬件结构图
板料下料自动拾取机器人系统硬件连接图如图2所示。其中,下位机西门子PLC S7-300选用3个运动控制模块FM353控制机器人X、Y、Z3个方向伺服电机的运动使机械手到达需要拾取的板材位置,并接收接近开关信号,以寻找坐标原点;AI模块用于采集超声波距离传感器信号;DI/DO模块采集X、Y、Z三坐标的导轨端部限位开关信号,并控制末端电磁铁通断电。此外,选用必需的CPU模块与电源模块[5-8]。

表1 系统硬件

图2 控制系统硬件连接图
2 系统软件设计
数控火焰切割机是利用CNC系统对整个切割过程完成自动控制。为得到切割后不同形状的板材,需将国际标准的 G 数控代码转换为图形。因此,采用Visual C语言编程,以与现有火焰切割机数控系统实现兼容与匹配,满足通用性要求。此外,为得到各形状板材图形的重心坐标位置,通过Matlab进行算法编程。Client 端通过OPC Server提供的接口,可以取得与OPC Server相连的硬件装置的信息通信,通过编程组态,建立上位机各坐标数据与PLC之间的通信联系。
2.1 求板材重心算法
由于经数控火焰切割机切割后的板材具有不同几何形状,为保证拾取过程的平稳,减小晃动,需获得板材的重心。然后通过位置关系求得拾取位置的坐标。获取重心的方法有悬挂法、支撑法、几何法和理论算法等。由于板材形状的不确定性,故本研究选用累加和求重心的几何算法如下:
设平面上有N个离散数据点(xi,yi) (i= 1, 2,…,n), 其多边形重心G(x1,y1)为:
(1)
式(1)为求多边形重心最简单直观的方法,直接利用离散数据点的x,y坐标便能求得图形重心。但是,没有对离散数据点所围图形做任何处理和分析,导致精度不够。
定理1 已知△A1A2A3的顶点坐标Ai(xi,yi)(i=1,2,3)。其重心坐标为:
(2)
定理2 已知△A1A2A3的顶点坐标Ai(xi,yi) (i=1, 2, 3) 。该三角形的面积为:

△A1A2A3边界构成逆时针回路时取+;顺时针时取-。另外,在求解过程中,不需要考虑点的输入顺序是顺时针还是逆时针,相除后即可抵消。
原理 将多边形划分成n个小区域, 每个小区域面积为σi,重心为Gi(.xi,.yi),利用求平面薄板重心公式把积分变成累加和:
(3)
由前面所提出的原理和数学定理可以得出求离散数据点所围多边形的一般重心公式:以Ai(xi,yi) (i=1, 2,…,n)为顶点的任意N边形A1A2…An,将其划分成N-2个三角形(见图3)。设每个三角形的重心
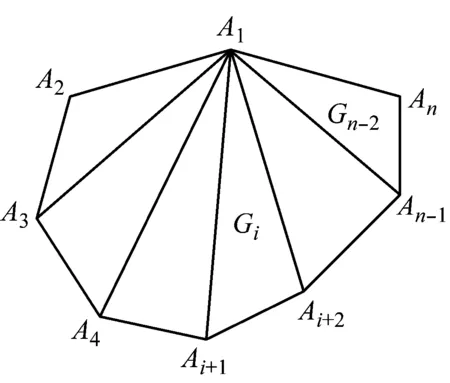

图3 多边形分解
G(.x2,.y2)为:
(4)
2.2 控制系统设计
在自动拾取机器人的硬件设备连接和板材重心算法确定后,便需要设计相应的软件来实现机器人的板材拾取功能。首先,采用C语言编程,将火焰切割控制机床G代码转化为图形。其次,通过Matlab算法编程,得到各不同形状板材的重心。最后,通过工控机与PLC之间的通信协议,将重心坐标传输至PLC,PLC根据坐标位置控制三坐标伺服电机的运动,实现对板材的精确拾取。软件程序设计框图如图4所示。

图4 控制系统程序框图
机器人的拾取控制系统主要采用PLC进行编程。该程序主要用于完成手动控制和自动控制两个功能。手动控制方式:针对系统部分设备发生故障,或者是部分工作参数需要调整时,手动控制将系统中的部分设备转换为手动操作;自动控制:利用西门子PLC S7-300的FM353模块寻参程序寻找参考点,利用MDI功能实现连续拾取,拾取过程中X、Y轴伺服电机可实现联动[11-16]。系统的具体程序控制流程如图5所示。

图5 PLC控制程序框图
3 结 语
为实现对火焰切割板材的自动拾取,本研究开发了一种成本低、效率高、通用性好、负载能力强的板材下料自动拾取机器人系统。该系统采用龙门式结构,利用C语言、Matlab与PLC进行软件编程,通过控制伺服电机的运动,实现对板材的拾取与移动。由于该机器人作业空间固定,并采用获取板材重心位置的方法实现板材的拾取,故避免了与其他设备的干涉,减小了板材拾取过程的晃动。本文开发的机器人实现了火焰、激光及等离子切割后的板材取料过程全自动无人操作,提高了生产效率,降低了生产成本,有望应用于实际生产。
[1] 饶运清.板材件数控火焰切割 CAM 系统[J]. 计算机辅助设计与制造, 1998 (4): 34-37.
[2] 杨 鹏, 钟 飞. 基于 PLC 的三轴机器人取件机控制系统设计[J]. 湖北工业大学学报, 2016, 31(2): 39-41.
[3] Min-Chie C, Tian-Syung L, Ho-Chih C. A three-axis robot using a remote network control system[J]. Engineering, 2010, 11(2): 3166-3169.
[4] 杨金桥. 基于 PLC 的上下料机械手[D]. 杭州:浙江工业大学, 2014.
[5] 郭佳海, 张文辉. 基于 PLC 的搬运机器人逻辑控制系统设计[J]. 丽水学院学报, 2015, 37(2): 36-40.
[6] Song J. Target location based on ultrasonic ranging and vision information for picking robot[J]. International Journal of Digital Content Technology and its Applications, 2012, 6(1):193-199.
[7] 李昌辉.自动上料机器人系统开发[D]. 哈尔滨:哈尔滨工业大学, 2009.
[8] Liu C, Dong S, Lu B,etal. Study on adaptive and fuzzy weighted image fusion based on wavelet transform in trinocular vision of picking robot[J]. J Inf Comput Sci, 2014, 11(6): 1929-1937.
[9] 李玉冰,郝永杰, 刘恩海.多边形重心的计算方法[J]. 计算机应用, 2005, 25(s): 391-393.
[10] 左 加.任意多边形匀面重心的计算方法[J]. 数学通报, 2002 (10): 41-42.
[11] 袁顺龙,白晶,秦现生,等.四自由度上下料工业机器人控制系统研究[J]. 机械与电子, 2014 (11): 61-64.
[12] 张志强. 大型机器人冲压线上下料技术研究 [D]. 保定: 燕山大学, 2012.
[13] 陈章平,杨 泽,沈国宇.西门子 S7-300/400PLC 控制系统设计与应用[M]. 北京:清华大学出版社,2009:45-65.
[14] 朱文杰. S7—300/400PLC 编程设计与案例分析[M].北京:机械工业出版社,2010:125-140.
[15] Pan Z, Polden J, Larkin N,etal. Automated offline programming for robotic welding system with high degree of freedoms[M].Advances in Computer, Communication, Control and Automation. Springer Berlin Heidelberg, 2011: 685-692.
[16] Petersen K, Nagpal R, Werfel J. Termes: An autonomous robotic system for three-dimensional collective construction[J]//Proc Robotics: Science & Systems VII, Londern, 2011: 257-258.
·名人名言·
离开革命实践的理论是空调的理论,而不以革命理论为指南的实践是盲目的实践。
——斯大林
Development of Control System for a Picking Robot Used in Plate Flame Cutting
WANGConghong,WANYi,WANGGuisen
(Key Laboratory of High-efficiency and Clean Mechanical Manufacture, College of Mechanical Engineering, Shandong University, Jinan 250061, China)
In the plate blanking workshop, the flame cutting plates were picked by manual operation, it was high labor intensity and had low efficiency. In order to solve this problem, an automatic picking robot system for flame cutting plates was designed and developed. The robot adopted three coordinate gantry structure, servo motors was used to drive three axis linear guide rail module. C language was used to transform the G code to the graphics and coordinate in control system, and Matlab programming was used to get the value of the center of gravity of each plate which was transmitted to the slave computer SIEMENS S7-300PLC. OPC Server was applied to realize the communication of the computer and the slave computer. The movement of servo motors was controlled by the PLC according to the value of gravity center of each plate, which could ensure the stability and accuracy of pickup process and reduce shaking. This highly automatic robot system was suitable to the manufacturing requirements of modern enterprise and improved the production efficiency.
automatic picking; robot; control system; plate
2016-08-05
国家自然科学基金项目(51575320)
王从宏(1991-),男,山东临沂人,硕士生,主要研究方向为板材下料自动拾取机器人设计与开发。
Tel.:15098717001;E-mail:wchhkm2008@126.com
万 熠(1977-),男,山东滨州人,副教授,博士生导师,主要研究方向为自动化测试与控制、高效精密微细切削加工技术。
Tel.:0531-88392539;E-mail:wanyi@sdu.edu.cn
TP 242.2
A
1006-7167(2017)04-0041-04
猜你喜欢
中学生数理化·七年级数学人教版(2022年9期)2022-10-24
微特电机(2020年11期)2020-12-30
少年漫画(艺术创想)(2020年2期)2020-06-15
中学生数理化·七年级数学人教版(2019年9期)2019-11-16
趣味(数学)(2019年11期)2019-04-13
电子制作(2018年17期)2018-09-28
通信电源技术(2018年3期)2018-06-26
国际木业(2016年4期)2017-01-15
工业设计(2016年6期)2016-04-17
国际木业(2016年6期)2016-02-28