连续纤维增强钛基复合材料整体叶环设计与分析
2017-06-21 07:44纪福森
航空发动机 2017年6期
纪福森,徐 磊
(中国航发沈阳发动机研究所,沈阳110015)
0 引言
连续纤维增强钛基复合材料与钛合金相比具有更高的比强度和比模量,并且具有更好的耐热性,可在600℃以上的高温环境下使用,这些特点均使其有望用于制造未来先进航空航天高性能发动机部件。20世纪90年代,美国、英国、德国、法国和日本相继开展了连续纤维增强钛基复合材料在航空发动机压气机整体叶环/叶盘上的应用研究,利用连续纤维增强钛基复合材料增强压气机转子,满足其高转速和高温度的要求,提高结构承载能力并减轻结构重量。
为了适应未来高推重比航空发动机研制的需要,本文简要介绍了国内外连续纤维增强钛基复合材料整体叶环设计、制造和试验研究情况,并以某压气机转子级为研究对象,提出了不同结构形式连续纤维增强钛基复合材料整体叶环/叶盘的设计方案,并从强度、重量、制造可行性和经济性等方面对这些设计方案进行了对比分析,以期为连续纤维增强钛基复合材料整体叶环设计提供参考。
1 国内外研究现状
1.1 连续纤维增强钛基复合材料的制备工艺
连续纤维增强钛基复合材料的制备分为预制体制备和固化压实2个步骤,如图1所示。连续纤维增强钛基复合材料预制体的制备工艺主要有3种:箔材-纤维-箔材法(FFF)、等离子喷射涂层法(MCM)和涂敷基材成分纤维法(MCF),其中MCF法多采用物理气相沉积(PVD)工艺制备质量很高的金属基复合材料先驱丝,具有纤维被基体均匀包围、纤维以先驱丝形式复合、纤维损伤小、体积分数可控等优点。通常采用热等静压或真空热压来实现复合材料固化压实[1-2]。
1.2 连续纤维增强钛基复合材料整体叶环的制备工艺
将整体叶盘中的辐板与轮毂部分去掉,就成为整体叶环,如图2所示。由于缺少了承受负荷的辐板和轮毂,整体叶环承受不了叶片的离心负荷,因此采用连续纤维增强的钛基复合材料进行加强。钛基复合材料整体叶环可大幅度减轻重量,根据设计要求与参照对象的不同,减重效果在26%~70%之间[3,5-8]。
美国的相关研究提出的复合材料整体叶环制备工艺路线[9]如图3所示。按照该工艺路线,首先制备复合材料环件,然后经基体封装和二次热等静压制备整体叶环坯料。该工艺分为复合材料环件与整体叶环坯料制备2个步骤,大大降低了工艺难度。
日本采用纤维缠绕与喷涂以及箔-纤维-箔2种工艺方法制备复合材料[4-5],如图4、5所示,并开展了模拟件的制备以及拉伸试验与环状试件超转试验研究,结果表明采用基体涂敷单丝带工艺制备的模拟件的拉伸强度明显提高。
国内针对钛基复合材料力学性能和界面等方面开展了相关研究[9-12],并采用PVD先驱丝工艺制备了复合材料环形样件,如图6所示。
1.3 连续纤维增强钛基复合材料整体叶环的研制
德国开展了连续SiC纤维增强Ti-6-4复合材料整体叶环在高应变率下的失效研究(如图7所示)。从图中可见,其制备了包含3个复合材料环的整体叶环,每个复合材料环纤维体积分数为35%,整体叶环外径为270 mm,并在立式旋转试验器上进行了试验研究,试验破裂转速达37600~38600 rad/min,相对应的叶尖切线速度为532~546 rad/min,在破裂转速下的最大测量应变为0.85%。
日本在先进材料燃气发生器研究计划下,开展了整体叶环模拟件的设计与试验研究,如图8所示。超转试验转速达到46600 rad/min,计算分析表明,在47000 rad/min时,复合材料增强区最大von-Mises应力为1270 MPa。在温度为723K、应力为900 MPa条件下,复合材料达到了5000个循环数的低循环疲劳寿命目标[14]。
英国罗罗公司开展了连续纤维增强钛基复合材料整体叶环的研制与残余应力研究,如图9所示。
美国空军、加雷特公司、AADC公司、GEAE公司和PW公司在可行性研究、制造工艺和试验验证等方面开展了大量工作。PW公司和GEAE公司评估了采用等离子喷涂和基体涂敷纤维工艺制备的SCS-6/Ti6-4复合材料整体叶环,复合材料体积分数为38%,并进行了破裂试验,试验结果表明整体叶环强度为1779 MPa,接近预测值[5]。在IHPTET计划下,AADC公司验证的XTC16/1A核心机4级压气机的第3、第4级转子采用了连续纤维增强的钛基复合材料整体叶环,实现了高强度和轻重量的目标[15]。
2 某整体叶环结构设计分析
2.1 某整体叶环结构方案设计
鉴于连续纤维增强钛基复合材料优异的承载能力与耐温能力,并考虑到未来航空发动机的减重要求,本文选取某压气机转子级为研究对象,开展了整体叶环结构方案设计与分析研究。为了使设计对象更具有代表性,对该转子级进出口轮毂比进行了适当调整。在对该转子级进行综合分析的基础上,提出了整体叶环结构方案(如图10所示),即封装结构方案1、方案2,装配结构方案3,双辐板结构方案4。
2.2 应力分析与结构优化
采用宏观有限元法应用二维轴对称模型进行静强度计算,并根据计算结果对结构方案进行了局部优化。计算所采用的复合材料性能数据参照相关文献中的数据给定。优化后整体叶环结构方案的应力计算结果如图11所示。在设计转速下,结构方案1、方案2和方案4的复合材料区最大von-Mises应力基本相当,分别为1362,1372,1386 MPa左右,方案3的复合材料区最大von-Mises应力略小,约为1230 MPa。
2.3 重量分析
连续纤维增强钛基复合材料整体叶环研制应用的最主要目的是为了减轻结构重量。针对应力水平基本相当的上述方案,以钛合金整体叶盘结构为比较对象,给出了各方案的重量与减重情况(见表1)。方案1和方案2均为封装方案,其差异主要为复合材料增强区结构不同,减重效果基本相当,故方案1的相关数据未给出。由表1可知,不同结构方案的净减重量在3.46~4.28 kg之间。减重百分比的大小与比较对象相关,如果只比较盘(环)体部分,减重百分比较大,如果比较整体叶盘(整体叶环),即包含叶片部分的固定重量,则减重百分数减小。
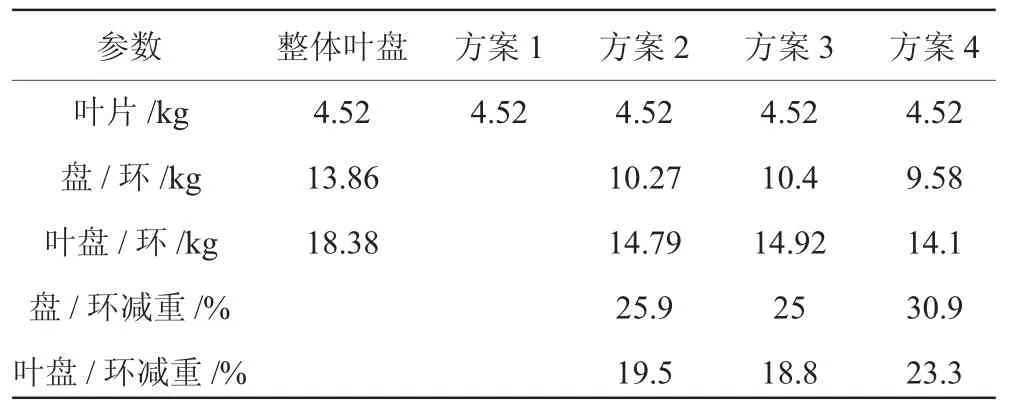
表1 不同结构方案整体叶环减重情况
考虑到该转子级叶片为宽弦型面,且进出口轮毂比变化较大,流路前低后高,结合复合材料制备工艺特点进行了分析,认为封装结构方案1、方案2的轮缘后端存在较大的基体材料区,制约了减重效果的进一步提高。装配方案3因应力水平略低,因此还有一定的优化空间,减重效果还可以进一步提高。双辐板方案4的减重效果最明显。
2.4 制造可行性分析
整体叶环制造的关键是连续纤维增强钛基复合材料环坯的制备,这里仅从不同整体叶环结构方案差异的角度分析其对工艺的影响,并未对工艺技术问题本身进行深入分析。封装方案1、方案2可以采用内环开槽缠绕先驱丝,外环与内环电子束封装,经热等静压成型的工艺制备,复合材料与基体的外径界面受转子进口流路、鼓筒直径和安装边位置限制,可调整的范围非常小,这也是方案1、方案2减重效果无法提高的原因。封装结构方案也可采用图3所示的工艺路线,先预制环体再进行热等静压成型,但是该工艺并不能解决方案1、方案2面临的主要矛盾,且又增加了二次热压的界面不确定性问题。装配方案3仅需制备复合材料预制体环,然后装配于金属材料的叶盘/整体叶环上,其制备工艺难度大大降低。但该方案的结构设计难度较大,需考虑载荷的传递、复合材料的承载能力、结构的稳定性和复合材料环的限位等问题。双辐板结构方案4的制备工艺与方案1和方案2的相同,但复合材料增强区移到了低半径位置,有效地解决了方案1和方案2的界面问题,并能充分发挥复合材料的承载能力,明显提高减重效果,该方案的难点在于双辐板结构半封闭腔的机械加工比较困难。
2.5 经济性分析
航空零件的经济性可以从原材料、机械加工、后期使用维护费用等角度进行分析。连续纤维增强钛基复合材料整体叶环的机械加工和使用维护费用与传统钛合金整体叶盘的基本相当。考虑到连续纤维单丝及其复合材料制备工艺过程复杂,成本费用高,这里仅从连续纤维增强钛基复合材料用量以及环坯制备工艺特点的角度进行对比分析。不同结构方案整体叶环复合材料的用量见表2,从表中可知方案3和方案4的复合材料用量大幅减少,原材料成本明显降低。方案3因制备工艺难度低,复合材料环坯的制造成本进一步降低,因此经济性最佳。

表2 不同结构方案整体叶环复合材料用量
3 结论
(1)美国、德国和日本等国家针对连续纤维增强钛基复合材料及其整体叶环结构件设计、制造和试验验证开展了大量的研究工作,相关研究表明,复合材料整体叶环的承载能力强,减重效果明显。
(2)通过某压气机转子级连续纤维增强钛基复合材料整体叶环的多方案设计,以及应力、重量、制造可行性和经济性分析,得到的结果是装配结构方案应力水平低,制造可行性好,经济性好,并在一定程度上避免了界面在径向载荷作用下的失效问题,值得深入研究。
[1]杨锐,石南林,王玉敏,等.SiC纤维增强钛基复合材料研究进展[J].钛工业进展,2005,22(5):32-36.YANG Rui,SHI Nanlin,WANG Yumin,et al.Recent progress in SiC fibre reinforced Titanium Matrix Composites[J].Titanium Industry Progress,2005,22(5):32-36.(in Chinese)
[2]曾立英,邓炬,白保良,等.连续纤维增强钛基复合材料研究概况[J].稀有金属材料与工程,2000,29(3):211-215.ZENG Liying,DENG Ju,BAI Baoliang,et al.A review of continuous fiber reinforced Titanium alloy Matrix Composites[J].Raremetal Materials and Engineering,2000,29(3):211-215.(in Chinese)
[3]Doorbar P J.The introduction of reinforced TMC materials into rotating machinery the safe approach[C]//Design Principles and Methods for Aircraft Gas Turbine Engine.Toulouse:1998:27/1-27/6.
[4]Ruffles P C.Aero engines of the future[J].Aeronautical Journal,2003,107:307-321.
[5]Koop W E,Cross C J.Metal Matrix Composites structural design experience[R].AIAA-1990-2175.
[6]Kono A,Yamada T,Fukusima A,et al.Manufacturing process of hoop reinforced Titanium Matrix Composite ring[R].ISABE-2001-1029.
[7]Kono A,Yamada T,Tsuzuku T,et al.Manufacturing process development of Titanium Matrix Composite ring[R].ISABE-2003-1139.
[8]Walther R,Frischbier J,Selmeier R.Aeromechanical design of advanced engine compressors[R].ISABE-2001-1241.
[9]王玉敏,肖鹏,石南林,等.SiC纤维增强钛基复合材料界面研究及构件研制[J].中国材料进展,2010,29(5):9-13.WANG Yumin,XIAO Peng,SHI Nan lin,et al.SiC fiber reinforced Titanium Matrix Composite interface evolution and component manufacturing[J].Materials China,2010,29(5):9-13.(in Chinese)
[10]张旭,王玉敏,杨青,等.SiCf/TC17复合材料拉伸行为研究[J].金属学报,2015,51(9):1025-1036.ZHANG Xu,WANG Yumin,YANGQing,et al.Study on tensile behavior of SiCf/TC17 composites acta[J].Metallurgica Sinica,2015,51(9):1025-1036.(in Chinese)
[11]杨延清,罗贤,黄斌.SiC纤维增强Ti基复合材料的界面反应规律[J].中国体视学与图像分析,2016,21(1):58-65.YANG Yanqing,LUO Xian,HUANG Bin.Characterizing interfacial reaction of SiC fiber reinforced Titanium-Matrix Composites[J].Chinese Journal of Stereology and Image Analysis,2016,21 (1):58-65.(in Chinese)
[12]张爱荣,杨延清,娄菊红.2SiC/Ti-6Al-4V复合材料的横向力学性能研究[J].热加工工艺,2014,43(10):117-120.ZHANGAirong,YANGYanqing,LOU Juhong.Transverse properties of SiC/Ti-6AL-4V composite[J].Hot Working Technology,2014,43(10):117-120.(in Chinese)
[13]Frischbier J,Hausmann J.Assessment of failure mechanisms of aeroengine TMC rotor disks at high rates of strain[J].Damage&Fracture Mechanics,2002,(7):413-423.
[14]Kuriyama T,Miyagawa H,Uyama M.Status of AMG(Advanced Material Gas-generator)research and development program[R].ASME Turbo Expo 2001-GE-0219:42-48.
[15]Kandebo SW.Allison tests variable cyle fighter/attack core engine[J].Aviation Week&Space Technology,1992,136(8):130-131.
猜你喜欢
建材发展导向(2022年2期)2022-03-08
建材发展导向(2021年14期)2021-08-23
纺织科学研究(2021年7期)2021-08-14
纺织科学研究(2021年7期)2021-08-14
民用飞机设计与研究(2020年1期)2020-05-21
民用飞机设计与研究(2020年1期)2020-05-21
初中生世界·七年级(2019年8期)2019-08-29
神州·下旬刊(2017年6期)2017-10-28
爱你(2016年4期)2016-12-06
Coco薇(2015年5期)2016-03-29