
电镀废水治理工程实例分析
2017-06-29 12:03卢尚锋,曹红菊,曾凯旋
资源节约与环保 2017年5期
电镀废水治理工程实例分析
卢尚锋1曹红菊2曾凯旋3
(杭州银江环保科技有限公司浙江杭州310012)
某电镀废水,采用“沉砂+隔油+气浮+混凝沉淀+生化+二级混凝沉淀+砂滤碳滤单元”组合工艺,出水稳定满足《城市污水再生利用城市杂用水水质》(GB/T 18920-2002)中城市绿化水质要求。
电镀;气浮;生化;砂滤碳滤
前言
电镀行业是关乎国计民生、高污染、高用水量的行业。其产生的废水毒性大,必须严格处理达标排放或循环利用。国内对电镀废水的治理虽有50多年的历史,但相关的行业排放标准在2008年才出台。目前,国家对电镀行业污染物排放提出了更高的要求,因此,需采用更先进的工艺、更有效的治理技术去适应新形式下的电镀政策[1]。
某企业从事金属表面处理加工,在产品镀膜及酸洗工序中排放废水,水量240m3/d,废水组成复杂,含有部分重金属离子,COD浓度较高。为此企业新建一套废水处理设施,采用“沉砂+隔油+气浮+混凝沉淀+生化+二级混凝沉淀+砂滤碳滤单元”组合工艺,工程稳定运行,出水稳定达到《城市污水再生利用城市杂用水水质》(GB/T 18920-2002)中城市绿化水质要求。
1废水设计参数
表1是设计进水出水水质指标。
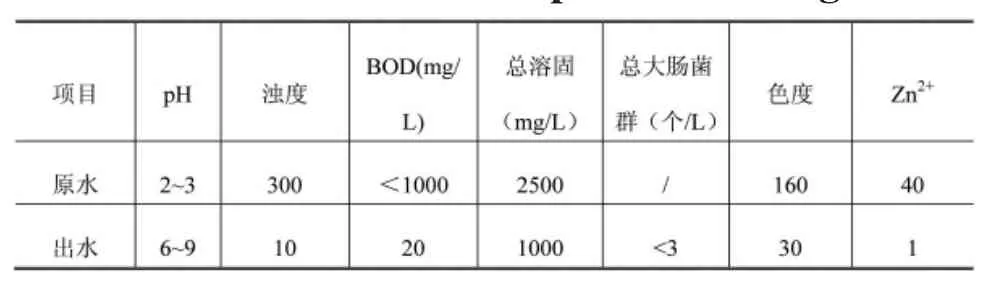
表1 设计进出水质(除pH外,单位mg/L)
2 废水处理工艺及说明
废水先经过沉砂池沉淀悬浮物,自流入调节池收集(含油废水经过隔油池除油),然后通过水泵打入气浮设备,然后自流入一级混凝沉淀池,至此油类可以达到相关排放要求。一级混凝沉淀池清液通过生化系统去除水中的COD,泥水混合物经沉淀池分离。生化出水再经过二级混凝沉淀及砂滤碳滤及消毒单元,满足回用需求。系统产生的污泥通过污泥泵汇集于污泥浓缩池,然后打入板框压泥机处理后含水率低于80%,滤液排入调节池。
污泥排入污泥池,经板框压滤脱水处理,泥饼外运处置。
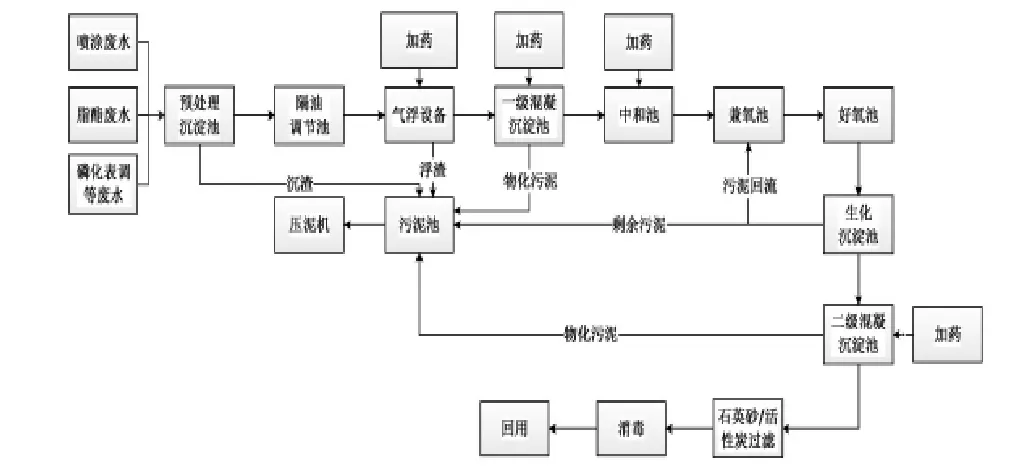
图1 处理工艺流程图
3 主要建(构)筑物及设备运行参数
3.1 预处理沉砂池
1座,4m*4m*3.5m(H),有效水深3m,有效容积48m3,HRT=4h。地下式钢砼,用于车间废水的统一收集,并去除其中含有的铁锈等颗粒物,泥渣定期清理至污泥池。
3.2 预曝气调节池
1座,12m*6m*3.5m(H),有效水深3m,有效容积216m3,HRT=21.6h。地下式钢砼加盖,配备提升泵2台(1用1备),Q=12m3/h,H=18m,N=1.5kW,池内设置穿孔曝气管,DN50,UPVC,为保证水量水质稳定,避免负荷冲击,故先将废水收集于调节池作为临时存储。
3.3 气浮设备
1套,装机功率2.5kW,一体化设备,气浮池由接触池和分离池组成。废水在接触池内与来自溶气罐的溶气水混合,析出的微小气泡与废水中的污染物接触并附聚在一起,通过分离池的作用使附聚体浮于水面,得以刮除,处理后的废水从挡板下侧流出进入中和反应槽[2]。
3.4 一级反应沉淀池
1座,7m*4m*4m(H),地上式钢砼,配备电动搅拌机(搭配变速机)2台,转速20-30r/min,功率0.75kW,设置污泥泵2台(1用1备),Q=12m3/h,H=18m,N= 1.5kW,投加PAC、PAM、NaOH,使废水中的污染物形成絮体,通过沉淀池沉淀从而实现悬浮物的分离,同时调节生化系统进水pH。
3.5 生化池
1座,17m*4m*4m(H),有效水深3.5m,有效容积238m3,HRT=20h,容积负荷0.5-0.8kgBOD/(m3·d),污泥负荷0.15-0.3kgBOD/(kgMLSS·d),配备曝气盘一套,直径260mm,橡胶盘面,利用罗茨风机向兼氧及好氧池曝气。利用微生物的作用,去除废水中可生化性较好的污染物。隔开分厌氧(4m*4m*4m(H))、兼氧(5m*4m*4m(H))和好氧池(8m*4m*4m(H))三座,池内设置生物填料,φ160*80mm,填料高度2.5m,共计170m3。
3.6 生化沉淀池
1座,5m*4m*4m(H),配备污泥排放回流泵2台,Q=12m?/h,H=18m,1.5kW,用于实现生化系统的泥水分离,以及污泥的回流。
3.7 二级反应沉淀池
1座,7m*4m*4m(H),地上式钢砼,配备电动搅拌机(搭配变速机),2台,转速20-30r/min,功率0.75kW,设置污泥泵2台(1用1备),Q=12m3/h,H=18m,N= 1.5kW。投加PAC、PAM、NaOH,使废水中的污染物形成絮体,通过沉淀池沉淀从而实现悬浮物的分离。
3.8 板框压泥机
1台,7m*3.5m*2m,7t,60m2,0.5-1.6MPa,配备污泥泵2台,Q=22m3/h,0.83MPa,主要用于泥水分离,保证污泥含水率低于80%。
污泥量核算:根据运行情况,系统中污泥的主要来源为污水中原有的SS,生化系统培养的剩余污泥及投加的药剂,共计1000mg/L左右,故绝干污泥日产量为240kg,含水率80%污泥为1.2t/d。
3.9 清水池
1座,2m*1.5m*4m,钢砼。
3.10 石灰池
1座,2m*1.5m*4m,钢砼配备石灰搅拌机,1台,0.75kW,石灰加药泵2台(1用1备),Q=1.5m3/h,H= 15m,P=0.75kW。
3.11 污泥池
1座,7m*4m*4m,钢砼。
3.12 砂滤碳滤单元
砂滤碳滤罐各1座,*2.8m,碳钢防腐,配备提升泵2台(1用1备),Q=12m?/h,H=18m,N=1.5kW,反洗泵2台(1用1备),Q=80m?/h,H=15m,N=5.5kW。
3.13 消毒设备
1套,NaClO加药桶,PE,1m3,带搅拌机0.75kW,Na- ClO加药泵,0-200L/h,0.7MPa,0.55kW,2台(1用1备)
3.14 辅助房
12m*6m*3m,砖混结构,其中:
加药间(6m*4m*3m):
PAC加药桶1只,PE,1m3,带搅拌机0.75kW,PAC加药泵2台(1用1备),Q=0-200L/h,H=0.7MPa,N= 0.55kW。
PAM加药桶1只,PE,1m3,带搅拌机0.75kW,PAM加药泵2台(1用1备),Q=0-200L/h,H=0.7MPa,N= 0.55kW。
NaOH加药桶1只,PE,1m3,带搅拌机0.75kW,NaOH加药泵2台(1用1备),Q=0-200L/h,H= 0.7MPa,N=0.55kW。
风机房(6m*4m*3m):
鼓风机2台(1用1备),Q=5.2m?/min,H=50kPa,N=7.5kW。
中控室(6m*4m*3m):
电控柜1套,内部配件德力西,装机总功率40.3kW。
4 工程运行结果
工程于2016年建成运行,平均进水浓度pH、BOD、浊度约2.8、830mg/L及280,出水浓度分别为7.8、18mg/L及9,其它指标也均优于设计预期。
5 投资及运行成本
总投资为165.75万元,其中土建投资80.50万元,设备费用85.25万元。吨水运行费用为1.61元,其中电费0.8元,药剂费0.42元,人工费0.35元,污泥处置费0.04元。年运行成本为12.75万元(300天计算)。
结语
电镀酸洗废水,采用“隔油+气浮+混凝沉淀+生化+二级混凝沉淀+砂滤碳滤单元”组合工艺,切实可行,出水达标稳定可靠。
[1]谢辉,刘海岗,周炜煌.某电声元件公司电镀废水处理工程实例[N].嘉应学院学报,2013年8月,64-67.
[2]董建威,司马卫平.气浮—水解酸化—好氧工艺处理化妆品废水工程应用[J].工业水处理,2016年8月,103-105.
卢尚锋(1990-),男,浙江东阳人,环境工程本科,从事环境工程工艺设计。
猜你喜欢
世界有色金属(2022年16期)2022-10-20
山西化工(2022年3期)2022-07-06
供水技术(2022年1期)2022-04-19
供水技术(2022年1期)2022-04-19
供水技术(2022年1期)2022-04-19
民间故事选刊(2021年9期)2021-11-12
生物化工(2021年3期)2021-07-10
读者(2020年15期)2020-07-31
伴侣(2018年2期)2018-02-28
凿岩机械气动工具(2017年3期)2017-11-22
