
轴套类薄壁零件的车削加工技巧
2017-07-12 20:52夏新禹李建华张鹏张海枝
中国新技术新产品 2017年13期
关键词:薄壁零件
夏新禹+李建华+张鹏+张海枝
摘 要:航空发动机中有很多薄壁零件,薄壁零件刚性差,强度弱,在加工中极容易变形,使零件的形位误差增加,不易保证零件的加工质量,薄壁零件的加工是机械加工中的难点之一。
关键词:薄壁零件;车削;加工技巧
中图分类号:TG51 文献标识码:A
航空产品生产中,经常存在着一些刚性差,精度高的薄壁零件,其中多数为产品的关键零件,而且由于航空发动机的特殊性,在航空零件的选材上更偏向于钛合金、高温合金等难加工材料,这就为加工薄壁零件带来了更大的难度。在环形件中,一般认为零件壁厚与内径曲率半径之比小于1∶20时,称作薄壁零件。薄壁零件是较难加工的零件,这类零件的壁厚与它的径向、轴向尺寸相比较,相差悬殊,一般为几十倍甚至上百倍,所以这类零件的刚性较弱,给车削加工带来较大的困难。
薄壁零件的种类很多,在车削加工中经常碰到的薄壁零件有3种类型。
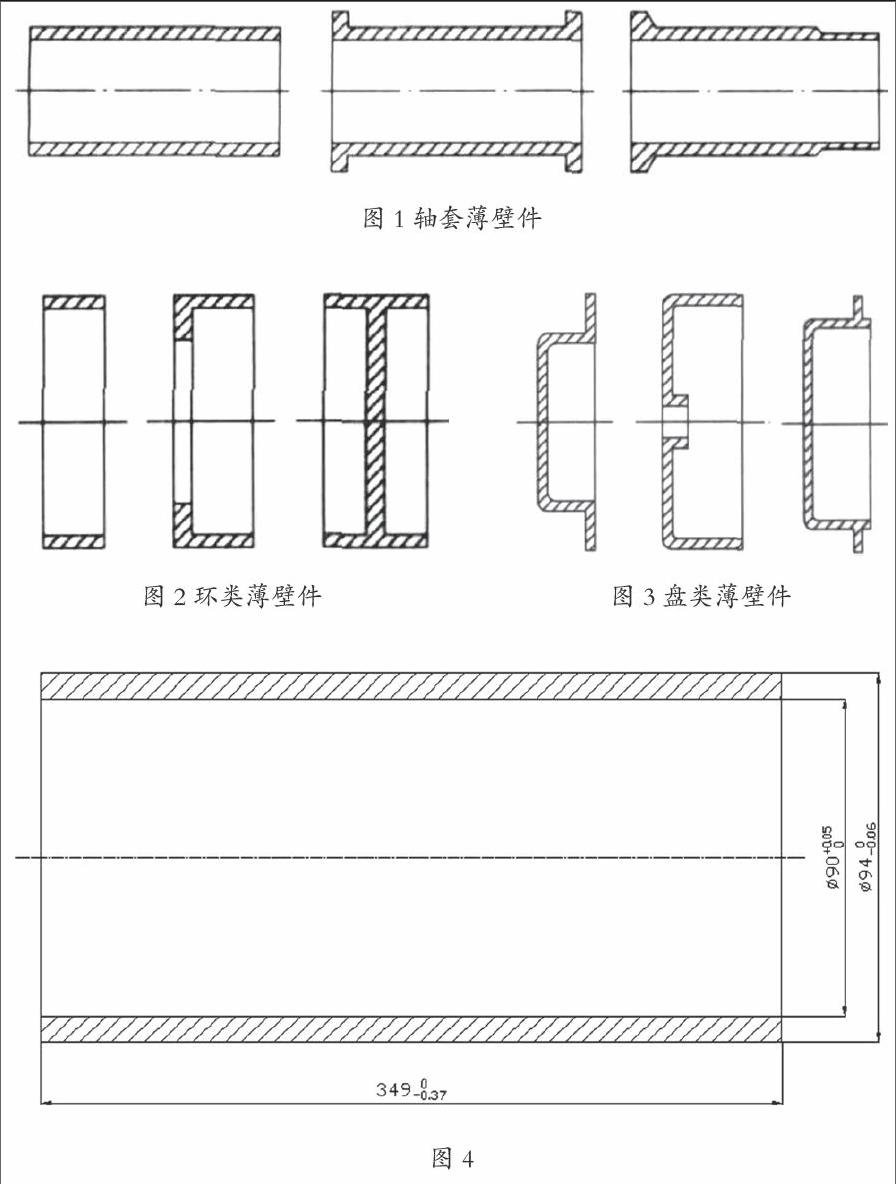
1.轴套薄壁件
这类零件内、外圆的直径差很小,轴向尺寸大于径向尺寸;一般对孔的圆度、圆柱度、各圆柱表面的同轴度、孔轴线的直线度等都有严格的要求,如图1所示。
2.环类薄壁件
这类零件内、外圆的直径差很小,径向尺寸大于轴向尺寸,端面面积小;一般与套类薄壁件的要求基本相同,但有時有一个或者两个端面对孔轴线的垂直度有严格的要求,如图2所示。
3.盘类薄壁件
这类零件大都呈薄壳形状,内、外圆直径相差很小,轴向尺寸也很小,径向尺寸大于轴向尺寸,一般都有较大的端面面积,这类薄壁件除了对圆柱面的圆度和同轴度有要求外,一般对端面的平面度和端面对孔轴线的垂直度有严格的要求,如图3所示。
下面就重点介绍一种薄壁零件中的轴套薄壁件的加工方法,它的材料为0Cr17Ni,属于不锈钢材料,内孔与外圆尺寸公差要求精,薄厚为2mm,零件长度为349mm,零件尺寸如图4所示。
在加工此零件时,必须考虑的是避免零件在加工过程中产生震纹,装夹变形以及在加工中的热变形,针对这个零件的尺寸要求,加工难点,需要采用非传统的车加工方法。此零件的毛料为直径φ120,长度400mm的棒料,先进行粗车工序,将零件外径进行粗加工,去除2mm余量,并进行钻孔和镗孔讲内孔加工到φ50,然后进行热处理。接下来进行半精车工序,将外径加工到φ117左右,并且保证零件要在380mm的长度上不能有接刀痕,因为零件外圆为定位基准,需要保证基准的较高精度。最后进行最重要也是难度最大的精车工序,首先用三爪卡盘夹紧外圆的一端,找正外径至φ0.02以内,另一端架中心架,加工内孔至φ90+0.05,将内孔加工到整个长度的一半,由于零件材料为0Cr17Ni,在切削零件时产生的较大的弹性变形和塑性变形,使切削的温度升高而产生热变形,因此需要合理调整切削用量,从而达到减少零件变形的目的,由于普通机床刀架限制,只能装夹φ30的刀杆,将刀杆伸出205mm,这是最大极限,进刀深度经过反复试验为直径方向3mm,机床转速为160r/s,在加工内孔时对刀具要求还是比较多的,需要计算好刀具磨损程度,加工到内孔最终尺寸时最好不用新修磨出的刀具,如果要用新修磨的刀具时,必须增加修光刃,以增加零件内孔表面光洁度,并在修光刃上磨一条宽度为0.15mm~0.20mm后角为零度的刃带,它不仅能加强修光刃还具有支撑导向及消振的作用,以提高工件表面质量作用,在装夹刃具时刀尖一定要略低于工件轴线,在加工内孔时充分加注冷却液以带走切削热,并及时清除铁屑。在中心架处及时加注润滑油,以防止中心架紧抱住工件外径,对零件外圆造成损伤。接下来在零件一端加工好后加工另一端,在装夹内孔加工好的那一面时,为了防止内孔被夹变形,内孔需要放入工艺堵,工艺堵与内孔有0.01~0.02的间隙,重复上面的加工过程,将整个内孔加工完成。最后进行外圆的加工,将内孔填充满棉线布或棉花并压实,用手压实就可以了,向内孔中加注水或冷却液直到加满为止,另一端也采用一个工艺堵,然后采用一夹一顶的加工方法找正外径,用75°外圆车刀进行车削外圆,在此工序中虽然因装夹定位较好,不易产生震纹,但进刀量也不易过大,吃刀量过大容易产生塑性变形,至于在内孔加水是由于棉布或棉花等棉纤维遇水会膨胀,这样就与零件内孔接触的更完美,使薄壁筒变成为实心棒料,所以在加工外径时不容易产生震纹,切削产生的切削热也能及时传导出去,通过采用上述多种加工方式,成功的完成了此薄壁件的加工。
参考文献
[1]徐灏.机械设计手册(第2版)[M].北京:机械工业出版社,2000.
[2]孔金星.低刚度薄壁零件的精密加工[J].工具技术,2003,37(12):29-31.
[3]王志刚,何宁,武凯,等.薄壁零件加工变形分析控制方案[J].中国机械工程,2002,13(2):114-117.
[4]王增强,孟晓娴,任学军,等.复杂薄壁零件数控加工变形误差控制补偿技术研究[J].机床与液压,2006(4):61-63.
猜你喜欢
科技资讯(2017年17期)2017-07-19
科技创新与应用(2017年16期)2017-06-10
大陆桥视野·下(2016年9期)2017-05-08
课程教育研究·新教师教学(2016年8期)2017-04-10
科技创新与应用(2017年6期)2017-03-23
科技创新与应用(2016年36期)2017-02-21
山东工业技术(2016年23期)2016-12-23
考试周刊(2016年4期)2016-03-14
科技与创新(2015年18期)2015-09-11
