
低生热型矿用工程机械子午线轮胎胎面胶的配方优化
2017-07-23 05:07董秀玲刘亮亮孙宝兴高培娜
轮胎工业 2017年4期
董秀玲,刘亮亮,孙宝兴,高培娜
(三角轮胎股份有限公司,山东 威海 264200)
矿用工程机械轮胎多在采石场、矿山等恶劣环境下作业,因而轮胎胎面胶要抗切割、抗刺扎;且部分矿用车车型行驶速度较快,轮胎胶部件厚,散热困难,胎面部分积聚大部分热量,会引起胎面脱层。
我公司目前的抗切割、抗刺扎矿用胎面胶配方生热高、加工性能差,市场使用一段时间后胎面胶与带束层部位会脱离,造成轮胎失效,大大缩短轮胎的使用寿命。针对上述情况,本工作在现有配方基础上,对生胶体系、补强填充体系、粘合体系和硫化体系进行调整,研究低生热型矿用工程机械轮胎胎面胶的配方。
1 实验
1.1 主要原材料
丁苯橡胶(SBR),牌号1502,中国石油吉林石化公司产品;天然橡胶(NR),20#标准胶,泰国产品;炭黑N220,美国卡博特公司产品;SL1801和SL-T421树脂,华奇(张家港)化工有限公司产品;抗撕裂树脂MR-60,上海纳唯凯材料科技有限公司产品。
1.2 配方
生产配方:SBR 100,炭黑N220 60,环保油17,SL1801树脂 4,SL-T421树脂 1,硫黄1.5,促进剂DM/NS 1.9,其他 14.2。
1#试验配方:SBR 85,NR 15,炭黑N220 55,环保油 9,SL1801 树脂 4,SL-T421 树脂 1,硫黄 1.6,促进剂DM/NS 1.7,其他12.2。
2#试验配方:SBR 100,炭黑N220 45,SL1801树脂 2,SL-T421树脂 3,抗撕裂树脂MR-60 2,硫黄 1.5,促进剂DM/NS/DPG-80 1.5,其他 13.2。
1.3 主要设备和仪器
1.5 L密炼机,德国克虏伯公司产品;GK400型和GK255型密炼机,益阳橡胶塑料机械集团有限公司产品;XLB-Q 400×400×2型平板硫化机,上海第一橡胶机械厂产品;Instron 3367Q8137型拉力试验机,美国Instron公司产品;MDR2000型硫化仪,美国阿尔法科技有限公司产品;DMA动态粘弹谱仪,德国CABO公司产品;401-A型老化箱,江都市精卓试验仪器厂产品;ZHX-13型DIN磨耗机,杭州西湖台钻有限公司产品。
1.4 试样制备
1.4.1 小配合试验
胶料采用两段混炼工艺,且均在1.5 L密炼机中进行,一段混炼工艺为:生胶、小料→压压砣(30 s)→提压砣→炭黑→至温度达到100 ℃→环保油→至温度达到155 ℃→排胶;二段混炼待一段混炼胶停放2 h后进行,混炼工艺为:一段混炼胶、硫黄和促进剂→至温度达到100 ℃→排胶。
1.4.2 大配合试验
胶料采用三段混炼工艺,一段混炼在GK400型密炼机中进行,转子转速为50 r·min-1,混炼工艺为:生胶、小料→压压砣(40 s)→提压砣→部分炭黑→压压砣(30 s)→提压砣→部分环保油→压压砣(25 s)→提压砣→压压砣(30 s)→提压砣→排胶(155~160 ℃);二段混炼在GK400型密炼机中进行,转子转速为45 r·min-1,混炼工艺为:一段混炼胶、剩余炭黑→压压砣(25 s)→提压砣→剩余环保油→压压砣(30 s)→提压砣→压压砣(30 s)→提压砣→排胶(150~160 ℃);三段混炼在GK255型密炼机中进行,转子转速为23 r·min-1,混炼工艺为:二段混炼胶、硫黄和促进剂→压压砣(30 s)→提压砣→压压砣(40 s)→提压砣→压压砣(40 s)→提压砣→排胶(100~110 ℃)。
1.5 性能测试
各项性能均按相应的国家标准进行测试。
2 结果与讨论
2.1 小配合试验
小配合试验结果如表1所示。
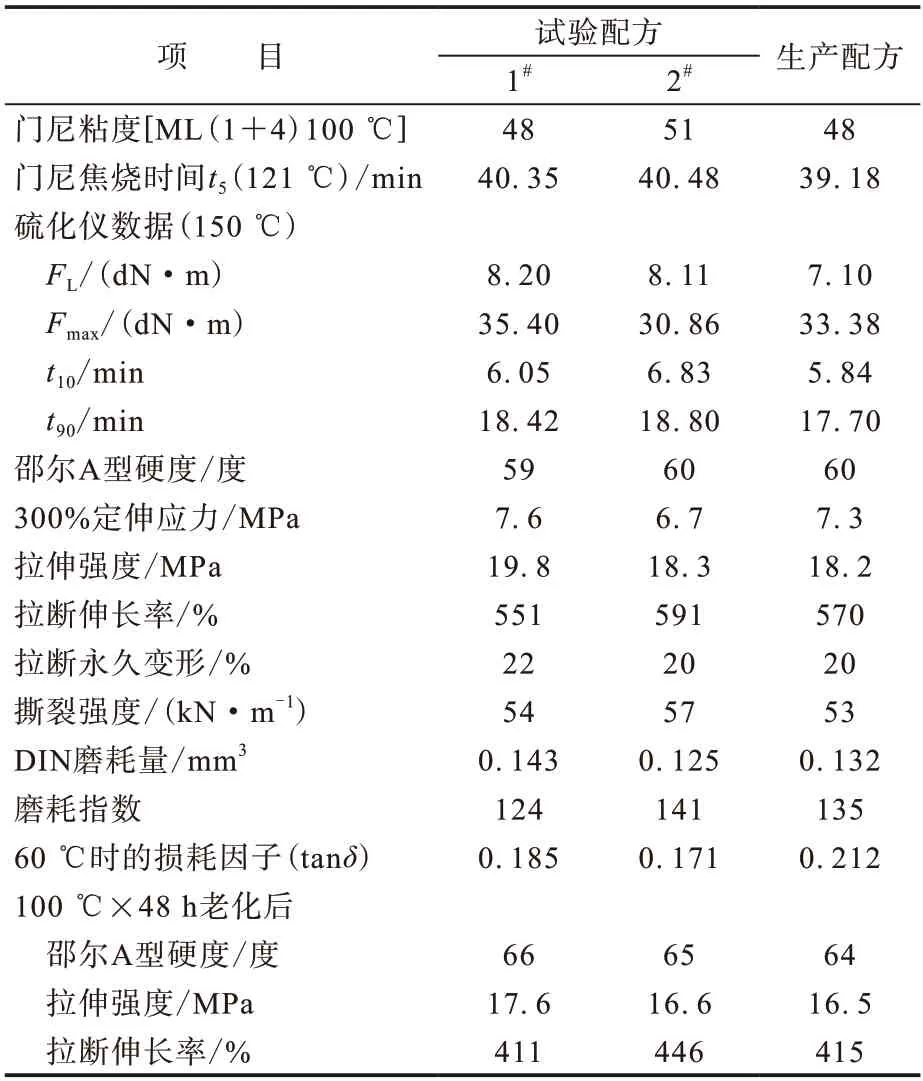
表1 小配合试验结果
从表1可以看出:与生产配方胶料相比,试验配方胶料的硫化特性和主要物理性能基本相当,撕裂强度增大,说明其抗切割和抗刺扎性能优良;60 ℃时的tanδ减小,说明胶料的生热明显降低,1#试验配方胶料60 ℃时的tanδ虽然较低,但DIN磨耗量较大,磨耗指数较小。
综合来看,2#试验配方胶料的抗切割、抗刺扎和耐磨性能满足矿用工程机械轮胎胎面胶性能要求,其生热明显降低,符合低生热胎面胶的开发要求,因此后续试验均采用2#试验配方进行。
2.2 大配合试验
2.2.1 硫化特性和物理性能
大配合试验胶料的硫化特性和物理性能如表2所示。
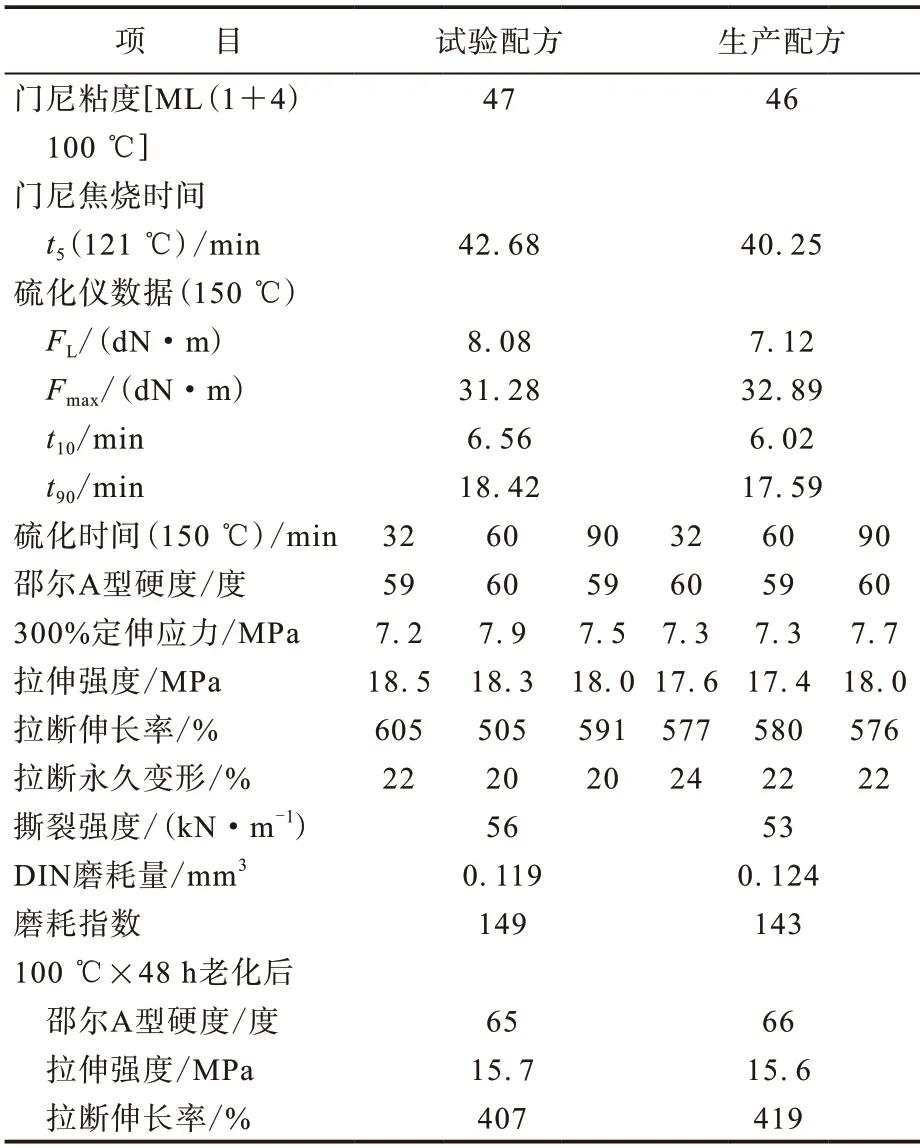
表2 大配合试验结果
从表2可以看出,大配合试验结果与小配合试验结果基本保持一致。试验配方胶料的撕裂强度和磨耗指数满足矿用工程机械轮胎胎面胶抗切割、抗刺扎和耐磨性能的要求。
2.2.2 动态力学性能
大配合试验硫化胶的tanδ如表3所示。
从表3可以看出,试验配方胶料的60 ℃时tanδ小于生产配方胶料,说明试验配方胶料的生热降低。

表3 大配合试验硫化胶的tanδ
2.3 工艺性能
采用试验配方胶料进行750/65R25 TB598轮胎胎面缠绕,试验配方胶料的粘合性能提高,加工性能有所改善,挤出的缠绕胶条粘性好,缠绕的胎坯表面平整,胶条间无脱开现象。
2.4 成品试验
2.4.1 耐久性能
采用试验配方胶料生产750/65R25 TB598轮胎进行机床耐久性试验,并与正常生产轮胎进行对比。结果显示试验轮胎和生产轮胎的累计行驶时间分别为210和177 h,损坏形式分别为肩脱和冠脱,可见试验轮胎的耐久性能提高,胎面胶的生热性能有所改善。
2.4.2 实际道路测试
分别采用试验配方胶料和生产配方胶料各成型1条750/65R25 TB598轮胎发往矿山进行实地测试。试验轮胎行驶6 950 h后出现胎肩脱层而失效;生产轮胎行驶5 348 h后出现胎面脱层而失效。可见,试验轮胎胎面的生热低于生产轮胎。
3 结论
通过对矿用工程机械轮胎胎面胶配方的生胶体系、补强填充体系、粘合体系和硫化体系进行适当调整,硫化胶的耐磨、抗切割和抗刺扎性能满足矿山路况要求,缠绕胶条粘性好,工艺性能稳定;胶料60 ℃时的tanδ减小,大大减少了轮胎使用过程中出现的胎面生热脱层问题;成品轮胎的耐久性能提高,延长了矿山实际使用寿命。
猜你喜欢
橡塑技术与装备(2018年21期)2018-02-19
电子制作(2017年17期)2017-12-18
制造业自动化(2017年2期)2017-03-20
凿岩机械气动工具(2016年1期)2016-11-11
橡胶工业(2015年5期)2015-08-29
橡胶工业(2015年10期)2015-08-01
橡胶科技(2015年6期)2015-07-31
橡胶工业(2015年8期)2015-07-29
橡胶工业(2015年6期)2015-07-29
橡塑技术与装备(2015年7期)2015-07-03
