
芳纶蜂窝零件型面质量的试验研究
2017-07-25 21:22刘探秦华王锡勇
中国科技纵横 2017年12期
刘探++秦华++王锡勇

摘 要:蜂窝零件作为当今飞机重要的组成部分,其质量要求日益严格。本文研究某无人机型号蜂窝芯零件在不同试验条件下的表面质量变化,利用正交试验法对切削方式(走刀方式)、切削进给、前倾角度分别进行研究,发现其中对型面质量影响很大的因素。
关键词:蜂窝芯;正交试验法;切削方式;前倾角
中图分类号:V261.23 文献标识码:A 文章编号:1671-2064(2017)12-0076-01
1 引言
蜜蜂构筑的六角型蜂巢可以说是自然界的一大奇迹。它的结构比任何圆形或者正方形的结构更强有力,能承担来自各方的外力。目前市面上应用最多的蜂窝芯为芳纶蜂窝芯,芳纶纸蜂窝是利用芳香族有机高分子纤维经过一定的制作工艺制备而成,我国研究该纤维始于20世纪70年代,命名芳纶,1981年和1985年分别研制成功了芳纶纤维14(芳纶I号)和芳纶1414(芳纶II号)[1]。蜂窝芯材料具有重量轻、密度小、比强度比刚度高,同时也具有良好的自熄性能、优异的绝缘性能、优良的化学特性等特点;正是蜂窝具有这样的特殊性,目前已被大量应用于航空航天领域。
但目前其数控加工后的型面质量一直欠佳,特别是孔径大、密度小的蜂窝芯零件一直成为各科研生产单位的难题从零件加工仿真图可以得知:零件最终状态并没有毛刺情况,根据零件加工实际型面情况,可以看出加工后的型面存在大量切削仍残留在零件上,需要后续大量清理,不仅仅劳动强度大,而且也存在质量风险;因此,本文将就如何得到较好的蜂窝芯型面质量展开较深入的研究。
2 试验材料、条件、方法、结果
试验材料:试验用的蜂窝芯材料为NRH-3-32,为某型号无人机项目通用制造原材料。其编号代表孔格边长为3mm,公称密度32kg/m3,当孔格边长不变时,密度越大其强度越大,反之则越小,所以可以推断本试验材料材质强度相对偏小[2]。
(1)试验条件:温度26℃,湿度30%RH,设备GTF 27(FIDIA 40),刀具(常州雪士力蜂窝铣刀),在刀具材料方面,常州雪士力蜂窝铣刀更适合蜂窝板的铣削加工;在刀形方面,菱齿铣刀和人字齿铣刀的切削效果更好。因此,本实验将采用常州雪士力蜂窝铣刀进行实验研究,铣削条件:主轴转速n=6500r/min,工件进给速度v·f=200mm/min,铣削宽度a<分别为1,2,3,4mm,保证实验结果的准确性的前提条件就是选择多刃磨损量的平均值。在实验的过程中注意使用的控铣床的参数,蜂窝板是一种由特殊的材料制成的。安装时会存在一些薄壁的结构及质地相对来说较为软,因此在用夹具的时候一定要注意安装夹具的稳定性,保证它没有损坏,并且在安装夹具时定位要准确,保证家具受力面较为均匀。这样可以让家具在加工过程中保持稳定性,方便于实践的操作。
(2)实验过程:我们通过对某零件的跟踪现场加工,我们发现有以下几点对蜂窝零件型面有影响:刀具已使用时间(t)、切削方式(N)(走刀方式)、前倾角度(α)、进给率(F);a 单因素试验方法与结果试验采取控制变量法,对各因素进行一一试验;根据相关研究,取用刀具仅使用5h、逆铣加工、前倾角α=5°、进给率F=2000进行相关实验,因素水平如表1所示。表面粗糙度按照单位面积(3cm*3cm)毛刺数目进行检查。
(3)试验结果:具体试验结果我们以图表的形式进行呈现,通过不同因素的对比分析得出个因素的主次关系。可以看出,表面粗糙度随刀具使用时间增加而变大,但变化率较小;随切削方式的变化而变化,且变化较大,逆铣状态明显优于顺铣状态;随前倾角度的增大而增大,在5°时发生明显变化;随进给率增大而增大,但变化不明显。因此,我们可以看出对蜂窝零件型面质量影响最大的因素为切削方式和前倾角度;但是单一的参数选择不能满足实际加工需求,需要多个参数共同优化,以保证质量的提高。b正交试验及结果我们根据上面的试验结果,我们不难看出切削方式和前倾角度对蜂窝零件型面質量影响最大。因此我们选取最重要的因素进行正交试验,建立函数模型f(x)=f(x1,x2)=f(N,α),其中刀具使用时间不超过5h,切削进给控制在2000mmpm。
根据零件数模分析,采用不同的加工方式和前倾角度,共计编制出4条程序[3];其中所有程序加工余量1mm,步距1mm,如表2所示。
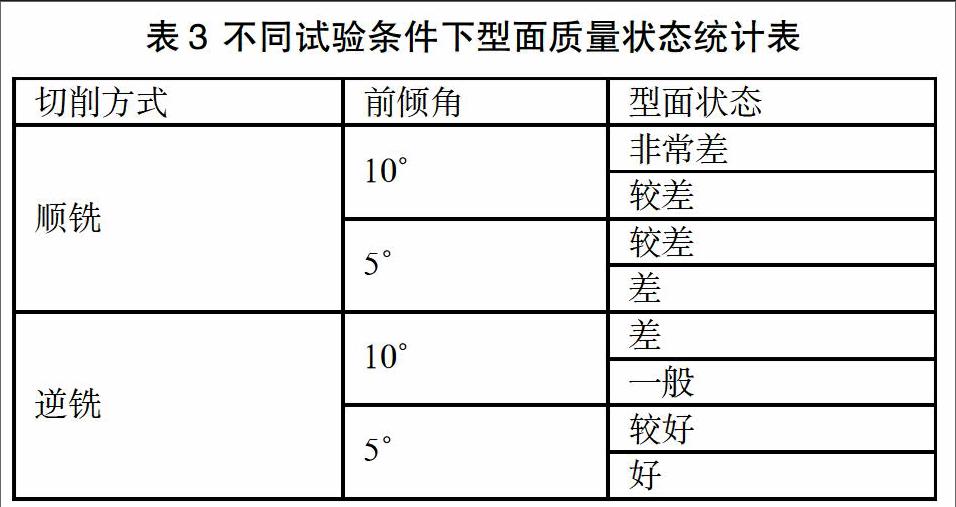
(4)试验结果:顺铣的切屑多数为断续片状或丝状,而逆铣多数为连续丝状;具体试验对比表:如表3所示不同试验条件下型面质量状态统计。
从表中我们可以看出,当加工时采用逆铣加工,同时前倾角在5°左右时,其加工出的型面质量为最好。
3 讨论
本文从加工方式和前倾角对型面质量进行了讨论,但是其实刀具状态和进给对型面质量也有一定的影响,只是其影响没有前两者强烈,因此本文作次要因素不作探讨。
我们从理论分析可以得出,顺铣加工会对蜂窝单个晶格自上而下切削,而逆铣是对单个晶格自下而上切削;前倾角越小,越接近刀刃45°切削于蜂窝体;大家都知道被切削体的底部刚性为最好,45°切削是最好的切削方式,最终试验结果恰恰验证了理论分析,因此当切削方式为逆铣,前倾角越小时,其加工的型面质量越好。
目前,我们仅仅对NRH-2-32类蜂窝芯材料进行试验,其余不同孔格和密度下的材料未进行试验,但可根据经验推断,其加工状态具有共性。
4 结语
(1)芳纶蜂窝芯型面质量的影响因素从大到小依次有:切削方式、前倾角度、刀具状态、切削进给;
(2)对于芳纶蜂窝芯型面精加工,推荐采用逆铣加工,且前倾角在5°左右。
参考文献
[1]朱和国,张爱文.复合材料原理[M].北京:国防工业出版社,2013(7):41.
[2]GJB 1874-94.飞机结构用芳纶纸基蜂窝芯材规范[S].北京:国防科工委军标出版发行部,1994.
[3]吴明友.UG NX6.0数控编程[M].北京:化学工业出版社,2012(9):150-175.
