AZ31D/ZL105双金属复合材料真空连接的研究
2017-08-07 07:12刘彦峰党志欢范新会
商洛学院学报 2017年4期
刘彦峰,党志欢,范新会
(商洛学院化学工程与现代材料学院/陕西省尾矿资源综合利用重点实验室,陕西商洛726000)
AZ31D/ZL105双金属复合材料真空连接的研究
刘彦峰,党志欢,范新会
(商洛学院化学工程与现代材料学院/陕西省尾矿资源综合利用重点实验室,陕西商洛726000)
在真空条件下制备AZ31D/ZL105双金属复合材料,采用金相显微镜、扫描电子显微镜和显微硬度计对扩散层的组织和成分进行了分析。结果表明:加热温度为400℃,保温60 min获得的AZ31D/ZL105双金属复合材料结合区组织均匀、厚度适中,且无夹杂和孔洞等焊接缺陷;结合区形成A、B、C三个过渡层,A层主要为α-Mg树枝晶和枝晶间形成的网状β-Mg17Al12;B层由Al3Mg2相和富Mg的铝基固溶体及少量的β-Mg17Al12相组成;C层主要为铝基固溶体和Al3Mg2;随着加热温度的升高,AZ31D/ZL105结合区域的显微硬度先增大再减小,其中C层显微硬度最大、其次为B层、A层最小;最大硬度值为269.9 HV。
AZ31D;ZL105;双金属复合材料;扩散连接
随着金属资源的日益枯竭和节能减排要求,材料的高性能和结构轻量化成为金属材料的研究热点[1]。镁合金比铝合金轻36%,比钢轻77%,是目前最轻量化工程金属材料[2]。同时,镁具有高比强度、高比刚度、良好的减振性能和电磁屏蔽性等显著优点[3],作为重要的金属结构材料和功能材料,广泛应用于航空航天、船舶、高铁、汽车和3C等领域[4]。铝及铝合金具有比重轻、强度高和导热、导电性优异等优点,在航空、航天、造船业、汽车制造、体育器材业等领域具有广泛的应用[5-6]。将两种最具应用前景的轻型有色金属材料进行复合连接,充分发挥其各自的性能优势,应用于环保型汽车,成为未来汽车发展的方向。比如德国BMW公司[7]开发了一种新型的镁铝复合双金属结构的发动机缸体,缸体的内衬为铝合金,外围结构采用压铸镁合金包覆铝合金内衬的方式来实现。
目前,镁和铝焊接采用的方法主要有熔焊和固相焊,如钨极氩弧焊、激光焊、电子束焊、搅拌摩擦焊、扩散焊、钎焊、爆炸焊、电阻点焊等[8]。但由于Mg、Al的热导率、线膨胀系数、比热容,结晶时体积收缩率具有较大差异[9],且Mg、Al均属于活泼金属,易生成氧化膜,在焊接熔池中容易形成固态夹渣[10]。因此,采用传统的熔焊方法焊接Mg、Al时,常在焊接接头产生热裂纹、夹杂、气孔、焊缝软化,并易生成大量的Mg2Al3、Mg17Al12等脆性金属间化合物,降低焊接性能[11]。国内外专家、学者对Mg/Al的焊接进行了大量研究。刘鹏等[12]采用真空扩散技术焊接镁铝,通过优化后的工艺参数获得良好的焊接接头。赵丽敏[13]采用锌夹层对镁铝异种金属进行扩散连接,镁铝焊接接头界面区是由铝锌反应层、未充分扩散层、锌镁反应扩散层组成。G.Mahendran等[14]通过调整焊接温度、焊接压力和保温时间三个主要参数实现了5 mm厚的AZ31B和A2024板材的真空扩散连接。
在真空环境中对AZ31D/ZL105双金属复合材料进行了焊接,研究了焊接接头的显微组织、溶解层物相组成及显微硬度分布。
1 材料与方法
1.1 试验材料
试验材料采用Ф20 mm的ZL105棒材和AZ31D棒材,其化学成分见表1。

表1 ZL105和AZ31D的化学成分
1.2 实验方法
1.2.1 材料的表面处理
焊接前必须清除材料表面的氧化膜和机械加工残留的油脂,以免影响焊接接头质量。首先,利用锯床截取Ф20 mm×8 mm的AZ31D和ZL105铝合金圆柱体,截断面锯纹在砂轮上打磨平整后,用280#、400#、600#、800#水磨砂纸将待连接表面磨光。将AZ31D浸入丙酮溶液中,在50℃水浴保温30 min除去油脂,放入到6%的NaOH溶液中腐蚀3 min,再置于无水乙醇中利用超声波清洗3次,然后用钢丝刷进行打毛和破碎氧化膜处理,无水乙醇擦洗,吹风机吹干;ZL105铝合金棒材表面用5%HCl溶液处理去除氧化层,并在无水乙醇中浸泡超声清洗3次,吹风机吹干,待用。
1.2.2 AZ31D/ZL105复合材料的制备
将AZ31D和ZL105铝合金叠加装入刚玉坩埚中加盖,置于ZM-10-16型真空钼丝炉中固定位置并抽真空,当真空度达到1×10-2Pa时开始加热,连接温度选择375℃、400℃、425℃、450℃四个不同温度,保温时间选择60 min[15],保温后随炉冷却至室温。
1.2.3 AZ31D/ZL105复合材料结合区的组织表征与性能测试
将制备的AZ31D/ZL105复合材料,从宏观上观察结合区无明显缺陷。采用线切割沿纵向截取试样,经过磨制、抛光,制备金相试样。近ZL105铝合金侧采用氢氟酸、盐酸、硝酸混合酸溶液(1 mLHF+1.5 mL HCl+2.5 mL HNO3+95 mL H2O)进行腐蚀,腐蚀时间10~20 s;纯镁侧采用(4%的硝酸酒精)进行腐蚀,腐蚀15 s,超声波清洗3次,获得金相试样。利用徕卡DMI3000M型光学金相显微镜(OM)、JSM-6700F型扫描电子显微镜(SEM)观察结合区显微组织,并用能谱仪(EDS)分析结合区的化学成分与元素分布,利用TUKON2100显微维氏硬度计测试结合区附近的显微硬度分布,所采用的载荷均为0.4903 N,保压时间为10 s。
2 结果及分析
2.1 AZ31D/ZL105复合材料结合区成分分析
采用光学显微镜对AZ31D/ZL105复合材料结合区显微组织进行观察。在真空度为1.0×10-3Pa、扩散温度为425℃、保温60 min后随炉冷却制备的AZ31D/ZL105复合材料结合区显微形貌如图1(a)所示。由图1(a)可见,左侧为AZ31D镁合金,右侧为ZL105铝合金。扩散层形成了明显的中间过渡层,且整体平直、组织相对均匀;靠近界面的AZ31D侧呈现发达的枝晶,且枝晶间的共晶相较多;在过渡层中间形成一条清晰的焊缝。图1(b)、图1(c)和图1(d)为图1(a)结合区过渡层中指定区域对应的放大图,图1(b)为近镁侧过渡层,主要由网状共晶析出物与少量枝晶组成;图1(c)主要为大量粗大枝晶,枝晶间为网状共晶化合物;图1(d)为深灰色和浅灰色团状组织,此组织应该是Mg、Al原子结合过程中铝元素扩散受阻富集于此形成。
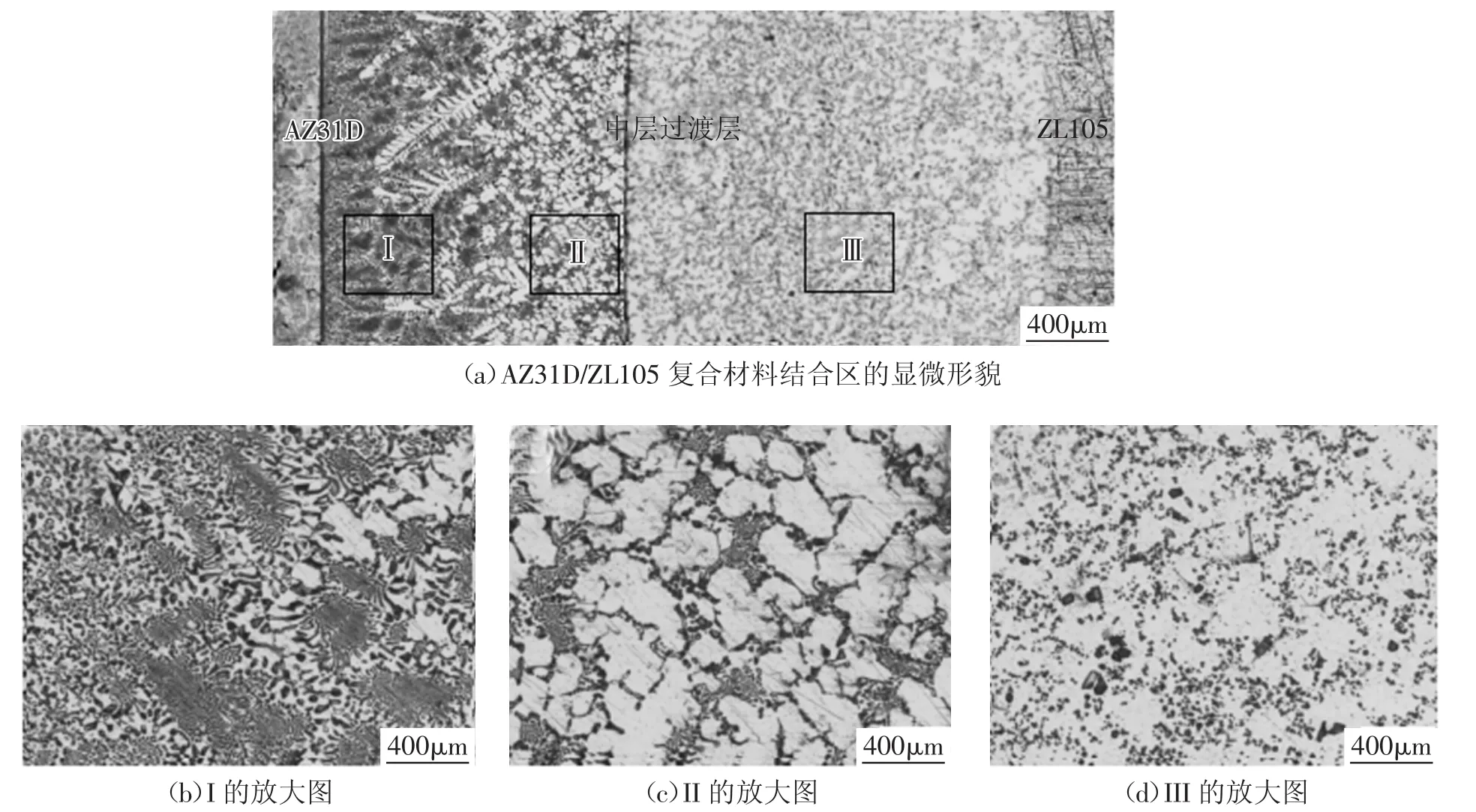
图1 AZ31D/ZL105复合材料结合区的显微组织及对应区域放大图
采用电子扫描电镜对AZ31D/ZL105复合材料连接接头显微组织进行观察,对AZ31D/ZL105复合材料结合区进行能谱分析,结果如图2所示;利用电子探针(EPMA)对AZ31D/ZL105结合区微区主要元素进行分析,测定点位置和结果分别见图2和表2。图2左侧为AZ31D,右侧为ZL105铝合金,中间为过渡层。母材主原子Mg、Al在AZ31D/ZL105界面进行了充分扩散,整体呈阶梯式分布,在中间过渡层形成了组织形貌各异的A、B、C层。Mg、Al元素的含量在过渡层和两基体之间均有较为明显的渐变,从A层到C层Mg的质量分数由60%左右降低至B层的41.66%,并在C层逐渐降低;从C层到A层,Al的质量分数由57.73%~60.9%降到了39.35%,Si的质量分数由4.11%~4.53%降至0.41%左右,Cu的质量分数由1.13%降到了0.15%。
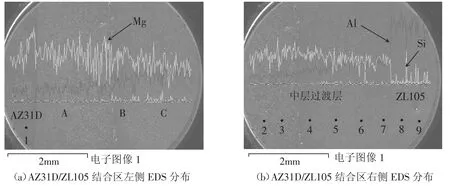
图2 AZ31D/ZL105复合材料过渡层的EDS分析
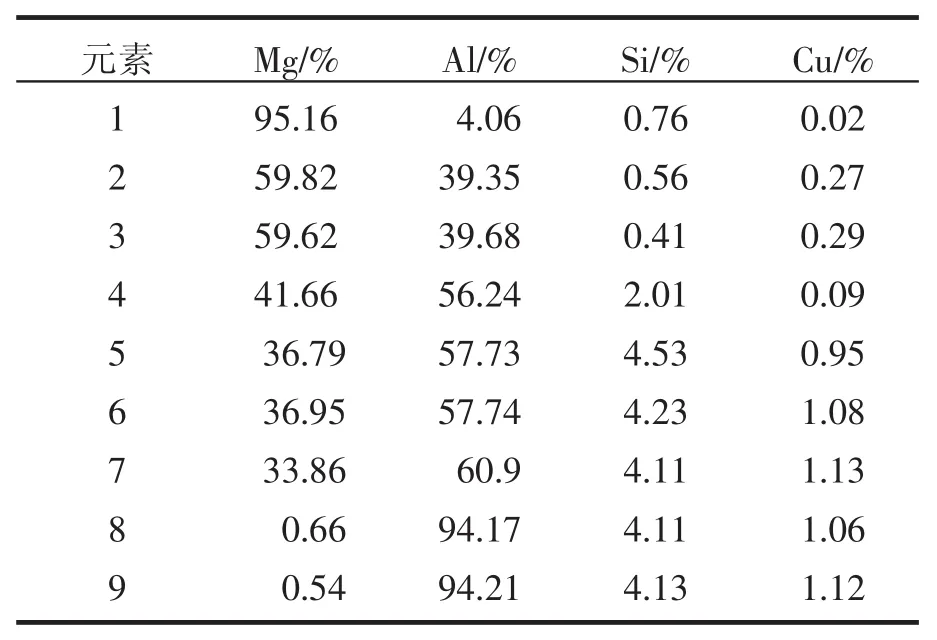
表2 AZ31D/ZL105双金属复合材料的EDS分析
由Al-Mg二元合金相图可知,镁铝的共晶转变温度为437℃,当温度为437℃时,发生共晶转变,形成Mg-Al系金属间化合物Mg2Al3、MgAl、Mg17Al12。Mg、Al的晶体结构不同,影响了二者之间的溶解度。室温下,铝在镁中的溶解度约为2%,在437℃时,铝在镁中的溶解度约为12.7%;而当镁的质量分数36.2%~57.4%时,则几乎完全生成金属间化合物相[16]。结合EDS数据分析,A层主要为α-Mg树枝晶和枝晶间形成的连续网状分布的离异共晶β-Mg17Al12;B层为Al3Mg2相和富Mg的铝基固溶体及少量β-Mg17Al12相组成;C层主要为铝基固溶体和Al3Mg2。
2.2 温度对AZ31D/ZL105接头组织与性能的影响
2.2.1 温度对AZ31D/ZL105结合区组织形貌的影响
温度是扩散焊最重要的工艺参数,直接影响基体原子的激活量、扩散速率、溶解层厚度、界面的组织形貌以及接头机械性能[17]。所以,焊接温度不能太高,否则金属间化合物数量过多,区域组织晶粒长大,使接头性能下降;温度过低,扩散效果较差,焊接质量不好。根据异种金属的焊接温度经验公式T=(0.6~0.8)Tm(K),试验选择375℃、400℃、425℃、450℃四种不同的扩散温度,保温时间60 min。
图3为不同温度下制备的AZ31D/ZL105双金属复合金属材料的金相照片,图3中左侧为AZ31D镁合金,右侧为ZL105铝合金,中间均形成一定宽度的过渡层。
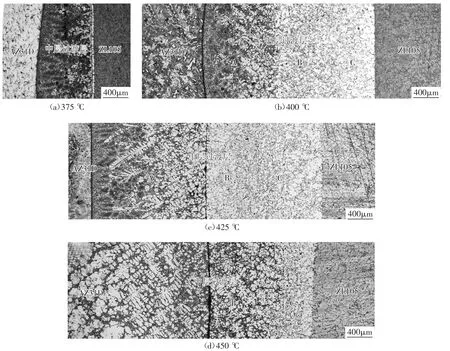
图3 不同温度下保温60 min的金相显微组织图
图3(a)为连接温度为375℃的显微组织图,可看出低温连接时两种金属未得到充分扩散,金属接头出现明显的缝隙,近铝侧过渡层附近明显存在孔洞,推测为柯肯达尔效应引起;中间层主要为α-Mg树枝晶和网状Mg17Al12相。当连接温度升高为400℃时,结合区显微组织如图3(b)所示,中间过渡层整体变厚且出现明显的分层,扩散层分为A、B、C三层,对应分别为AZ31D镁合金近侧过渡层、中间过渡层、ZL105铝合金近侧过渡层;A层为共晶组织与树枝晶,B层为细晶区、C层为粗晶组织。整体扩散层组织相对均匀,各层组织形态区分明显,说明母材原子在AZ31D/ZL105界面发生互扩散,Al、Mg达到一定原子比后形成组织形貌各异的三层新相;AZ31D/ZL105结合区未出现明显焊缝及孔洞,形成了良好的冶金结合。温度升高至425℃时,结合区显微组织如图3(c)所示,两基体之间的中间过渡层整体变化不大,但A层α-Mg树枝晶更发达,在A层与B层之间出现裂缝、孔洞,B层靠近裂缝区组织明显粗大,C层与ZL105铝合金过渡缓和。图3(d)为扩散温度为450℃时结合区的显微组织,由图3(d)可见,C层整体厚度降低,粗晶区减少,出现较窄的细晶区;B层组织明显粗大,并且向A层溶解,疏松;A层的α-Mg树枝晶由铝向镁侧溶解,大量树枝晶变粗、缩短,二次枝晶臂增厚,网状Mg17Al12相含量增多;在A、B层之间的裂缝增宽。总结对比,当温度为400℃时,保温60 min时,AZ31D/ZL105界面平整,接头未发现明显的裂缝、孔洞及氧化物夹杂等焊接缺陷,结合区明显形成三层过渡层,各层内组织均匀,层间界面清晰可见,过渡自然、缓和,整体连接良好。
2.2.2 不同温度下AZ31D/ZL105结合区显微硬度的分布
在真空条件下扩散连接制得AZ31D/ZL105双金属复合材料后,经过取样、粗磨、预磨、抛光和腐蚀后,制备成金相试样。利用HXD-1000TMC电脑分析型显微硬度计测试结合区的显微硬度分布,载荷为25 g,保压时间为10 s。对不同温度下制备的AZ31D/ZL105双金属复合材料,在水平方向沿结合区金属间化合物层依次取点测试显微硬度,绘制显微硬度分布曲线,如图4所示。由图4可知,AZ31D镁合金侧显微硬度值较稳定,由于固溶体溶质原子的固溶强化和Mg17Al12、Al3Mg2的共同强化,使结合区的硬度明显高于两侧母材的硬度;过渡层的显微硬度从大到小依次为C层、B层、A层。过渡层金属间化合物的含量对焊件的结合强度至关重要,适量的金属间化合物可以提高结合强度,但过多的金属间化合物会使结合区脆性增加,塑韧性降低,降低焊接强度。如图4可见,随着加热温度的升高,AZ31D/ZL105结合区域的显微硬度先增大再减小。当连接温度为375℃,由于结合区存在大量扩散空洞、裂纹等缺陷所以显微硬度值略低;400℃时,焊接缺陷减少,金属间化合物使结合区硬度值明显升高。425℃时,温度升高,原子进一步扩散,出现热裂纹,结合区域中间部分硬度值降低。当温度升高到450℃时,过渡层晶粒尺寸严重粗大,热裂纹增宽,接头强度整体降低。
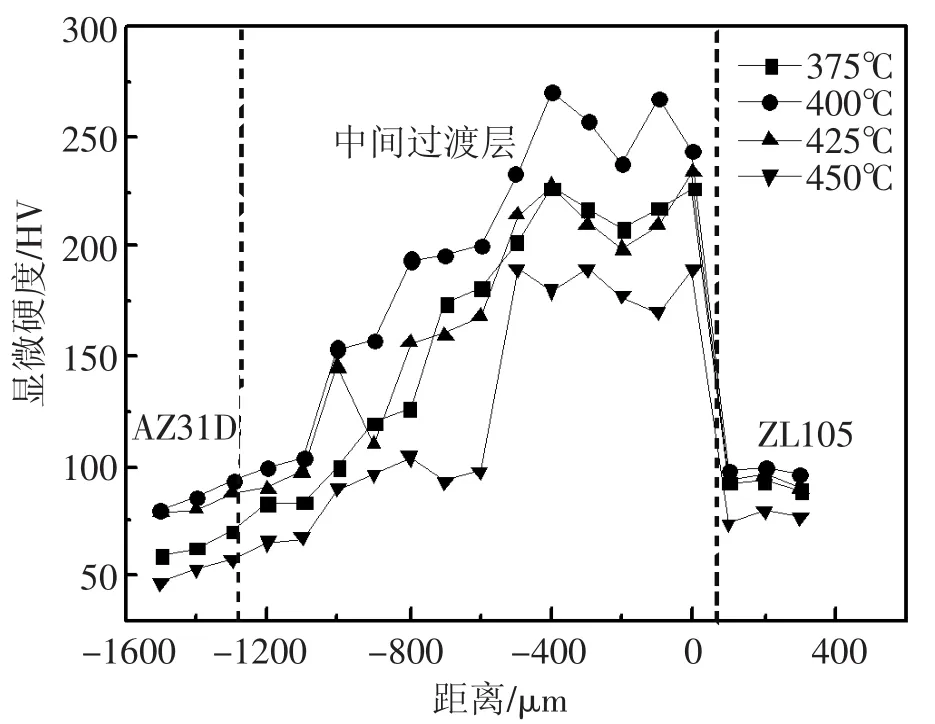
图4 温度对AZ31D/ZL105复合材料结合区显微硬度的影响
3 结论
1)加热温度为400℃,保温时间60 min时,扩散过渡层组织均匀、厚度适中、无夹杂与孔洞等焊接缺陷。
2)AZ31D/ZL105结合区形成A、B、C三个过渡层,A层主要为α-Mg树枝晶和枝晶间形成的网状β-Mg17Al12;B层由Al3Mg2相和富Mg的铝基固溶体及少量的β-Mg17Al12相组成;C层主要为铝基固溶体和Al3Mg2。
3)随着加热温度的升高,AZ31D/ZL105结合区域的显微硬度先增大再减小;过渡层的显微硬度从大到小依次为C层、B层、A层,最大硬度值为269.9 HV。
[1]刘政军,赵福冬,苏允海,等.AZ91镁合金焊接接头组织及力学行为分析[J].焊接学报,2012,33(6):27-30.
[2]佟国栋.高性能镁合金的研究及其在汽车工业中的开发应用[D].吉林:吉林大学,2011:1-2.
[3]齐国红,房灿峰,郝海,等.Al-5Ti-1B对AZ31合金组织与性能的影响[J].特种铸造及有色合金,2010,30(3):266-269.
[4]霍丽娜.镁合金:21世纪的绿色工程新材料[J].世界有色金属,2012(12):54-55.
[5]唐培松.铝合金表面微弧氧化工艺条件研究[D].昆明:昆明理工大学,2001:9-10.
[6]许有肖,李亚江,王娟,等.Mg/Al异种金属焊接研究现状[J].现代焊接,2011(6):1-5.
[7]张博铭.AZ91D/6061Al液固复合工艺及界面组织性能研究[D].合肥:合肥工业大学,2014:1-4.
[8]任大鑫.镁合金及镁铝异种金属胶焊技术研究[D].大连:大连理工大学,2011:2-8.
[9]滕莹雪,张玉岐,郭菁,等.一种T6态Al-13Si-0.7Mg合金的焊接性分析[J].焊接学报,2014(10):105-108.
[10]柳绪静.异种金属镁合金和铝合金熔焊工艺研究[D].大连:大连理工大学,2007:1-10.
[11]刘奋军,李增生,王憨鹰,等.Mg/Al异种金属焊接研究现状及发展方向[J].机械强度,2014(5):819-823.
[12]刘鹏,李亚江,王娟,等.Mg/Al异种材料真空扩散焊界面区域的显微组织[J].焊接学报,2004,25(5):5-8.
[13]赵丽敏,刘黎明,徐荣正,等.镁合金与铝合金的夹层扩散焊连接[J].焊接学报,2007,28(10):9-12.
[14]MAHENDRAN G,BALASUBRAMANIAN V,SENTHILVELAN T.Developing diffusion bonding windows for joining AZ31B magnesium and copper alloys[J].The International Journal of Advanced Manufacturing Technology,2009,42(7):689-695.
[15]刘彦峰,白佳铭,张美丽,等.TC4钛合金/304不锈钢异种材料扩散焊研究[J].兵器材料科学与工程,2017,40(3):86-90.
[16]徐光晨,陈翌庆,刘丽华,等.La对镁/固扩散连接界面组织及性能的影响[J].中国有色金属学报,2014(11):2743-2748.
[17]于前.AZ91镁合金/7075铝合金异种金属扩散焊的研究[D].太原:太原理工大学,2011:50-51.
(责任编辑:张国春)
A Study on Vacuum Diffusion Bonding of AZ31D/ZL105
LIU Yan-feng,DANG Zhi-huan,FAN Xin-hui
(CollegeofChemicalEngineeringandModernMaterials/ShaanxiKeyLaboratoryofTailings Comprehensive Utilization of Resources,Shangluo University,Shangluo726000,Shaanxi)
AZ31D/ZL105 bimetallic composites were prepared in vacuum conditions.The microstructure and constituents of transition layer were characterized by optical microscope,scanning electron microscope and energy dispersive spectrometer,and the microhardness was tested as well.The results show that the AZ31D/ZL105 bimetallic composites with good interface bonding can be achieved at 400℃for 60 min without the presence of cracks and no fusion.The interface of the TC4/304 bimetallic composites consisted of A,B,C three transition layers.The A layer is mainly for β-Mg17Al12,which formed of α-Mg dendrites and interdendritic reticular.The B layer is composed of Al3Mg2and magnesium rich aluminum based solid solution with a little of β-Mg17Al12.The C layer is mainly of aluminum based solid solution and Al3Mg2.The microhardness of the AZ31D/ZL105 interface increases first and then decreases with increasing temperature.In addition,the microhardness of the C layer is the largest,followed by B layer and the A layer is minimum.And the peak hardness reached up to 269.9 HV.
AZ31D;ZL105;bimetal composites;diffusion bonding
TB331
:A
:1674-0033(2017)04-0033-06
10.13440/j.slxy.1674-0033.2017.04.008
2017-06-10
陕西省大学生创新创业训练计划项目(2730);商洛学院科研基金项目(17SKY-FWDF005)
刘彦峰,男,陕西扶风人,硕士,讲师
猜你喜欢
航天工业管理(2020年9期)2020-12-28
重型机械(2020年2期)2020-07-24
模具制造(2019年3期)2019-06-06
石油化工建设(2018年2期)2018-07-11
含能材料(2017年1期)2017-03-04
含能材料(2017年7期)2017-03-04
动画大王(漫画行)(2016年7期)2016-07-30
动画大王(漫画行)(2016年5期)2016-07-29
动画大王(漫画行)(2016年4期)2016-07-29
动画大王(漫画行)(2016年1期)2016-07-29