CMT1801型粗纱机中罗拉颤顿问题探讨
2017-08-22 02:44张栓平
纺织器材 2017年4期
张栓平
(咸阳纺织集团公司三分厂,陕西 咸阳 712000)
CMT1801型粗纱机中罗拉颤顿问题探讨
张栓平
(咸阳纺织集团公司三分厂,陕西 咸阳 712000)
为解决CMT1801型粗纱机罗拉颤顿问题,通过对问题纱进行乌斯特单纱实验及换粗纱对机械波波谱分析,并检查运转设备专用基础件,确定原因在于牵伸部位中罗拉装配问题。针对下胶圈清洁、老化及直径过小等质量问题和下销、拉滑座齿轮啮合与工艺配置问题,制定措施并试验观察效果。指出:罗拉震颤是下胶圈和下销棒配合过紧所致;采取缩短中罗拉滑座、下销后移,罗拉颤顿问题得到解决,条干疵布改善效果明显。
粗纱机;中罗拉;颤顿;胶圈;乌斯特条干;疵布
咸阳纺织集团三分厂购进 CMT1801型粗纱机18台,自2015年9月投入使用以来,一直存在中罗拉颤顿问题。更换新下胶圈后,颤顿消失;但使用不到1周,启动和停止阶段颤顿再次出现;随着使用时间延长颤顿越来越严重,正常运行中持续颤顿,且下胶圈与下销棒摩擦发出“吱吱”响声。揩车时发现胶圈与下销有严重的磨损痕迹,所纺的纱线条干CV值上升1倍以上,有明显的规律性条干不匀,最终造成大量条干疵布[1]。
1 寻找问题部位
1.1 单纱试验分析
2015年9日20日前后,我厂的R 9.8 tex及R 19.7 tex品种布面突然出现大量条干疵点,每匹均达8处~10处,且疵点形态接近。通过对问题纱进行乌斯特试验分析,并对问题纱锭进行换粗纱对比试验,发现粗纱整落纱存在严重片段不匀,络筒出现区域报警,初步判定问题出现在粗纱前或中罗拉牵伸部位[2]。R 19.7 tex问题细纱50 cm处的机械波曲线,如图1所示。
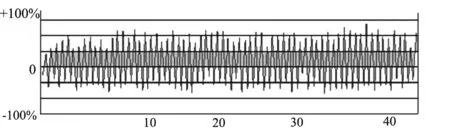
图1 R 19.7 tex问题细纱50 cm机械波
从图1可以看出,该纱有密集的规律性粗细节,粗细节振幅高达50%,明显异常。
图2为R 19.7 tex问题细纱成纱波谱图。从图2可以看出,在40 cm~50 cm处有规律性很强的严重机械波,一个细节的周期约为48 cm。
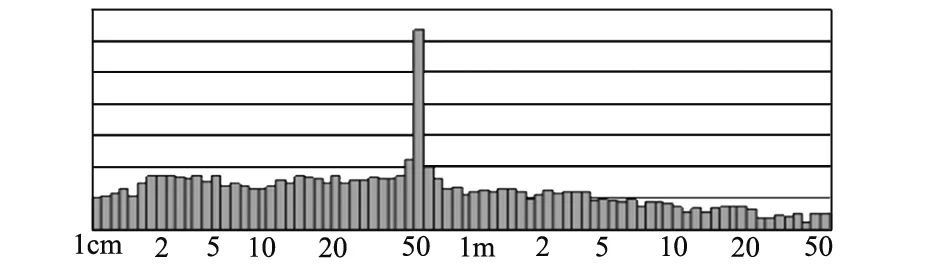
图2 R 19.7 tex成纱波谱图
1.2 查设备运行
对新开的1号~10号粗纱机的牵伸基础件进行逐一排查,发现在设备正常运转的情况下,除个别胶辊歪斜外并无其他异常;但2号、4号粗纱机在开关车过程中,中罗拉出现明显颤顿并发出“吱吱”声响,而正常工作速度时,该问题消失。
分析发现,原因是胶圈与中罗拉的装配问题,导致设备运行时下胶圈张力超出极限,对中罗拉的束缚力明显加大,使中罗拉在运行过程中产生巨大的阻力从而出现摩擦声,且在开启或者停顿前的5 s~8 s,中罗拉出现颤顿而使棉条不能均匀输出,所纺细纱在约48 cm处出现条干纱,造成大面积的条干疵布,最终导致巨大的经济损失;因此,该问题应立即分析解决。
2 试验方案探讨
2.1 试验方案1
根据问题,分析原因为未按周期揩车及清洗下胶圈,导致胶圈夹花所致。为此,及时揩车,清洗下胶圈并重新装配;重新开车后,罗拉颤顿立即消失,问题暂时得到解决。7天后,中罗拉又出现微弱抖动,且日益加剧,11 天后出现打颤问题,粗纱条干恶化,须继续查找原因。试验方案1结果分析见表1。
2.2 试验方案2
表1 试验方案1结果分析

时间中罗拉运行粗纱乌斯特条干CV/%波谱分析细纱乌斯特条干CV/%波谱分析结果评价2015⁃10⁃12正常5.67正常14.72正常2015⁃10⁃19轻微抖动6.78正常15.20正常2015⁃10⁃23明显颤动7.231cm处17.6048cm处试验失败
继续分析,认为可能是胶圈老化、张力失效导致。胶圈是2013年12月制造的,设备开车前8个月就装配上车,且当时车间温度较低,长时间未正常开车,胶圈处于静止张紧状态,未满足橡胶胶圈需密封避光常温环境下保存的条件,胶圈有可能已经老化,张力失效,从而失去弹力,对罗拉产生较大的摩擦力,使罗拉运行受阻、打颤。
针对此原因,揩车后,笔者及时用2015年11月新进未开封的下胶圈在1台车上进行装配上车试验,装配后问题消失,运行平稳,成纱质量正常;但第8天罗拉抖动再次出现,第19天开始打颤5 s,问题再次出现,需继续分析原因。试验方案2结果分析见表2。
表2 试验方案2结果分析

时间中罗拉运行粗纱乌斯特条干CV值/%波谱分析细纱乌斯特条干CV值/%波谱分析结果评价2015⁃10⁃31正常5.59正常14.62正常2015⁃11⁃08轻微抖动5.44正常14.93正常2015⁃11⁃19明显颤动6.51正常16.8548cm处试验失败
2.3 试验方案3
继续分析,认为可能是胶圈直径小而不能满足要求的弹性范围,造成张力过大,阻碍罗拉正常运行所致,需增大下胶圈直径进行解决。
对此,及时联系制造厂订制直径为41.75 mm的下胶圈。等待期间,在正常揩车的情况下,将下胶圈清洗更换周期缩短为1个月,以防止问题的出现。20天后新胶圈到厂,立即上车试验,开车后即出现3个锭子胶圈跑偏,夹在下销与罗拉之间,出现新的纱线质量问题,立即临时割除、正常开车,虽然打颤问题不再出现,但夹胶圈问题不断,造成新的质量隐患,试验无法正常进行。
2.4 试验方案4
再次与主机厂联系,对下销进行改造。由厂家新配置一台凹槽适当加深改进的下销,防止胶圈窜动,继续在5号粗纱机上观察,之后1个月内问题未再出现,生产平稳。
2.5 试验方案5
经确认为中罗拉打颤所致后,我们对5号粗纱机进行解剖,测量其中罗拉后侧至下胶圈最前沿的距离为33 cm,计划对三罗拉轴承滑座进行改造。为此,及时联系厂家,将中罗拉滑座下销卡槽后移0.55 mm。
环球CMT1801型粗纱机中罗拉滑座下销棒凹槽内壁原来厚度为2.95 mm,第1次改造为2.5 mm;第2次改为2.4 mm,总计减少0.55 mm;下销后移相当于将下胶圈加长1.1 mm(0.55 mm×2),这样原φ41.5 mm的胶圈在罗拉与下销间可手动滑动,既解决了胶圈张紧问题,又缓解了胶圈滑溜。经过1个多月的继续试验,未再次出现中罗拉打颤现象,纺纱质量稳定。改造后跟踪的试验结果见表3,布面疵点情况见表4。
表3 试验方案4、方案5结果分析

试验方案4、5时间粗纱乌斯特条干CV/%细纱乌斯特条干CV/%波谱分析罗拉运行状态班中关车启动改进下销、罗拉滑座2016⁃04⁃225.2114.80无机械波无颤顿无颤顿无颤顿2016⁃05⁃095.3314.60无机械波无颤顿无颤顿无颤顿2016⁃05⁃165.1614.56无机械波无颤顿无颤顿无颤顿2016⁃05⁃235.2414.75无机械波不打颤不打颤不打颤
表4 改进后布面疵点

时间(年月)条干疵布量/匹条干纱疵率/%总纱疵率/%2015⁃124070.620.792016⁃015510.690.862016⁃022210.400.472016⁃035100.590.632016⁃041620.180.212016⁃05930.120.21
3 结语
通过试验排除胶圈质量、齿轮啮合和工艺配置等因素,试验分析表明罗拉震颤是下胶圈和下销棒配合过紧所致,采取缩短中罗拉滑座,使下胶圈稍松措施,彻底解决罗拉颤顿问题,条干疵布由最初的0.69%降至0.12%,下降82.6%;总纱疵率由最高0.86%降至0.21%,下降75.6%,改善效果明显。
此外,为保证成纱质量,我厂将持续做好以下工作:① 车间职能人员分片包干,每天对18台粗纱机牵伸部件进行普查,发现问题及时处理;② 揩车周期为2次/(台·月),并严格落实;③ 每月清洗下胶圈1次。
[1] 任家智.纺织工艺与设备:上[M].北京:中国纺织出版社,2004.
[2] 棉纺手册(第三版)编委会.棉纺手册[M].3版.北京:中国纺织出版社,2004.
Probing into the Problem of the Quivering Mid-roller with the Roving Frame CMT1801
ZHANG Shuanping
(The 3rd Branch of Xianyang Textile Group,Xianyang 712000,China)
In order to solve the problem of the quivering mid-roller with the roving frame CMT1801,single Uster test is done to the problematic yarn with analysis of mechanical wave spectrums and check-up is done to the operating equipments.The problem of the quivering mid-roller with the roving frame CMT1801 results from the improper assembly of the mid-roller in the draft section.Measures are taken for the solutions of cleaning,aging,excess small diameter of the bottom aprons,process configuration of the bottom cradle,gearing of the sliding socket and the consequent effects observed.It proves that the problem of the quivering mid-roller with the roving frame CMT1801 results from excess tight fit of the bottom apron and the bottom cradle.Shortening of the sliding socket of the mid-roller and back motion of the bottom cradle finds the solution to the problem of the quivering mid-roller,consequently marked improvement of the cloth with defected eveness.
roving frame;mid-roller;quivering;apron;Uster evenness;defected cloth
2016-11-30
张栓平(1969—),男,陕西彬县人,高级工程师,主要从事棉纺工程管理工作。
TS103.81+2;TS103.22+6
B
1001-9634(2017)04-0030-03
猜你喜欢
建材世界(2022年6期)2022-12-10
中学生数理化(高中版.高考理化)(2022年5期)2022-06-01
高中数理化(2022年2期)2022-02-22
中学生数理化(高中版.高考理化)(2021年5期)2021-07-16
棉纺织技术(2021年6期)2021-06-15
国际纺织导报(2021年1期)2021-04-20
失效分析与预防(2020年1期)2020-06-17
中国纤检(2015年15期)2015-11-13
合成纤维工业(2015年3期)2015-08-05
航空制造技术(2015年15期)2015-05-31