基于PLC的电气一体化车灯装配工作平台设计
2017-08-24 00:58冯磊
汽车电器 2017年7期
冯 磊
(上汽通用五菱汽车股份有限公司,广西 柳州 545007)
基于PLC的电气一体化车灯装配工作平台设计
冯 磊
(上汽通用五菱汽车股份有限公司,广西 柳州 545007)
通过查阅相关文献和对车灯装配工艺要求的分析,提出基于PLC的电气一体化车灯装配工作桌设计方案。该工作桌由PLC模块、HMI模块、计数电锁模块、可升降型材操作平面、气动控制模块等组成。本系统选用三菱FX3GA-40MR PLC作为控制器,MCGS触摸屏作为使用设定、监视模块,完成系统的硬件电路设计、PLC控制程序设计和人机界面设计,并对程序进行调试。经过系统调试后,本工作桌可实现车灯的快速装配、车灯零件的防愚和装配人员的操作舒适度改善,达到了设计要求。
电气一体化车灯装配工作桌;PLC模块;人机界面;人机工程学
1 设计背景
二次工业革命在西方国家率先进行,汽车行业在西方国家起步同样也比较早,20世纪以来汽车数量更是以5年翻一番,因此,与之配套的汽车车灯领域相较于国内起步较早,所需的装配操作平台更为先进。以德国为主的老牌工业强国、汽车大国甚至已经提出工业4.0的要求并在逐步落实中。
随着1978年改革开放,中国以经济建设为中心,20世纪以来国民经济总额逐年递增,机动车辆大量增加,车灯厂订单与日俱增,车灯厂的装配平台也在逐步升级改造。车灯装配工作台面经历了易力管式、单纯手压装配式、单纯螺丝锁付式、单纯传感器检测式操作平台,这些装配操作平台的缺点明显,效率低下并存在资源浪费、安全隐患等问题,因此迫切需要研发出自动化水平高、安全有效的新型车灯装配工作平台,来提高公司的生产效率和作业安全。
2 发展趋势
随着社会经济的发展和科学技术的进步,PLC、HMI、PC应用技术的日渐成熟,车灯装配工作平台预计朝着如下几个方面发展。
1)一机多用。目前每个车灯厂生产的车灯品牌种类繁多,在同一个品牌下也会有各种型号的车灯。为节约制造成本,主机厂一般要求车灯供应商以最少的投入量产出更多的车灯,这就会造成一条装配线,在不同时间段能够装配出各型号的车灯。
2)车灯工装夹具快速更换。减少时间的浪费对于车灯意味着产量的增加,根据生产计划的要求,车灯装配线需及时更换车灯的品号,因此,车灯装配工作平台就需要装配员工能够快速方便更换工装。
3)电气一体化。功能单一的装配平台,通用性能差,造成公司资源浪费,耗费装配员工体力,生产效率降低。因此,迫切需要基于PLC、HMI为大脑,气动元件、电锁等为四肢,传感器、螺丝计数器等为耳目的电气一体化装配工作平台。
4)操作可视化。在实现装配平台电气一体化的基础上,提出了对装配线员工操作要求,难度更加提高,操作员工的操作步骤必须符合当前工位的作业指导书的流程要求,因此,当前操作流程必须实时处于装配员工的目视监管之下。
5)开放装配流程编辑后台。每条装配线会对应2~6个品号的灯种共线生产,对应的每个装配工作平台的装配职能都会有所不同,因此,每个平台都需要对应每个灯种设置所需操作步骤流程。开放流程编辑后台后可以解决前述的问题。
3 机构说明
本工作平台包含触摸屏、电锁、电锁平衡支架、螺丝计数器、车灯、车灯工装定位治具、LED平板照明灯、电源开关明盒、可升降式铝合金型材框架、电气一体化航空插头和电气控制箱等部件。工作平台实物图如图1所示,外观示意图如图2所示。
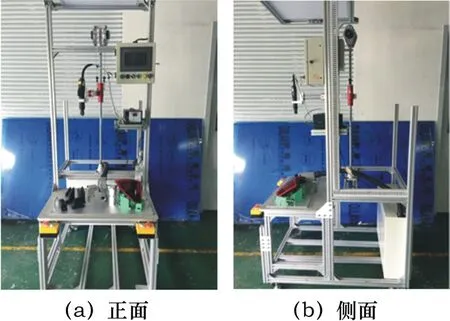
图1 工作平台实物图
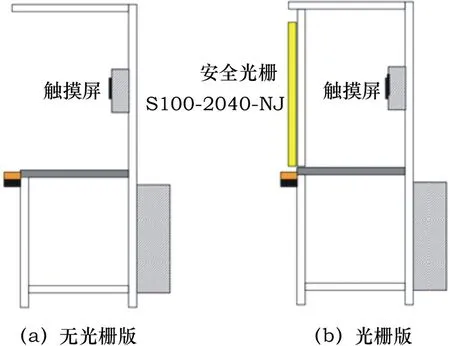
图2 工作桌侧外观示意图
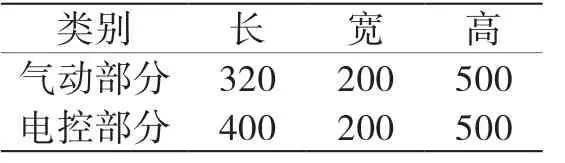
表1 气动和电控部分尺寸 mm
电气一体化控制柜分为气动和电控2个部分,2个单元中间隔断,隔断中下部开圆孔。控制柜尺寸:720 mm×200 mm×500 mm。气动和电控部分尺寸见表1。
图3为电气一体化控制柜主板布局。左侧为气动控制单元,使用日本CKD C2020-10-WUV 气动三联件,其包含油水过滤器、调速控制阀、气源开关单元。气动执行元件使用CKD M4GD280R-C6-T10 W-5-3 电磁阀组,其中包含3个三位五通阀和2个二位五通阀。电控单元采用横排布局。
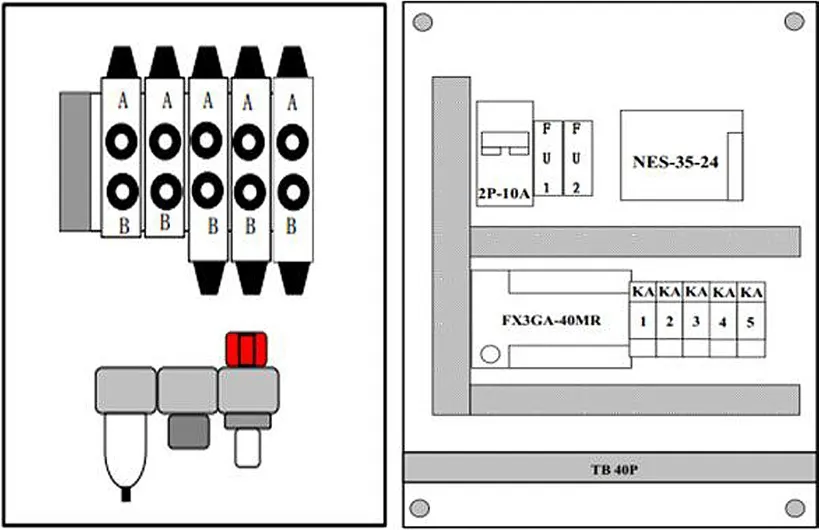
图3 控制箱主板排布
4 电路及软件设计
本电气一体化装配工作平台主回路由外部220 V电源进入明装空开电源箱,经过一个2P-16A断路器后,分别进入电控柜和工作桌的LED平板照明灯和拖线板,控制回路电源由一块台湾明纬NES-35-24输出24 V电压,分送至人机界面、端子排、PLC、中继等各回路,如图4所示。
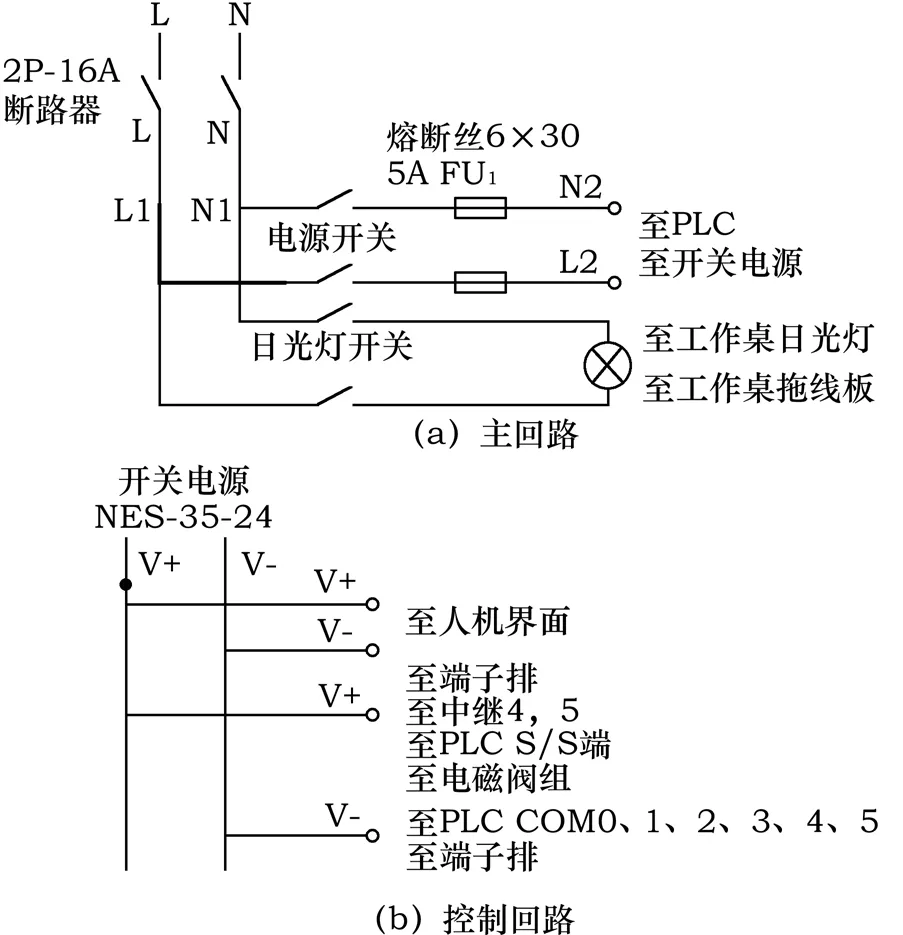
图4 电气一体化装配工作平台电路
PLC与触摸屏之间的交互信号,通过3m编程线连接三菱PLC 422接口和MCGS 的232接口。MCGS在设备串口中设置为串口通信,在串口通信下选择FX三菱系列PLC,如图5所示。
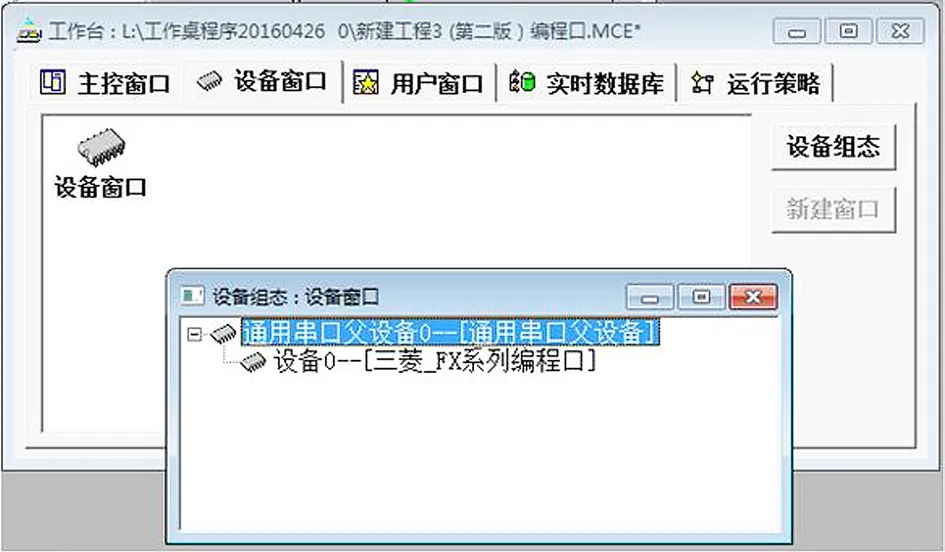
图5 HMI连接通信
本电气一体化装配工作平台采用台湾奇力速螺丝计数器,根据实际锁附车灯所需螺丝使用扭力选择 SKPBC32HL-100型控制器配 519HL型电批。如图6所示。
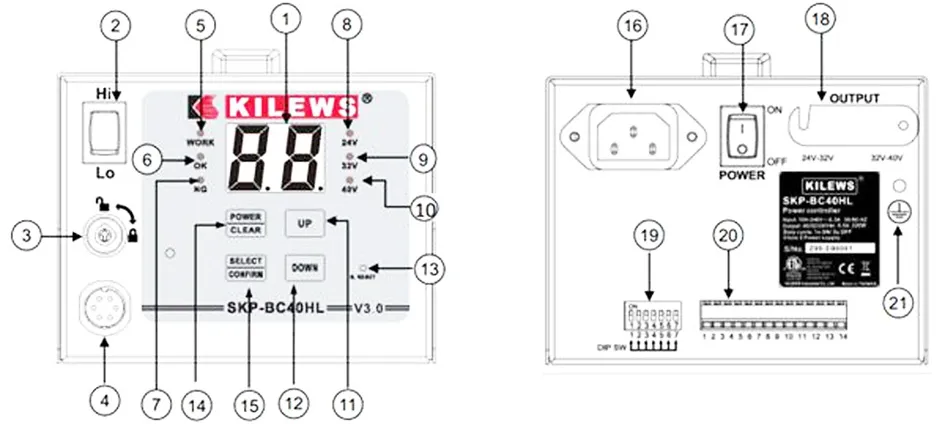
图6 HMI连接通信
本系统人机界面设计的目的有3点:①实时监控设备的工作状态,在HMI自动画面上可以清晰地看到当前设备的运转状态是否正常,通过触摸屏控制以便调试,相关控制按钮如图7所示;HMI手自动操作画面、设定执行步骤状态如图8所示。②监控当前执行步骤如图9所示。③通过触摸屏设定运行参数,如图10所示。
5 总结
基于PLC的电气一体化车灯装配平台,逐渐改变以往功能单一的装配平台模式,极大地提高了劳动效率和修剪作业品质。新型车灯装配平台的研制对车灯厂装配工艺和装配制造机械的发展有着重要意义和科学价值。同时,也在众多车灯同行领域率先自主研发出省时省力的装配平台,有助于公司在同行业竞争中立于不败之地。

图8 运行步骤设定画面

图9 步骤运行画面
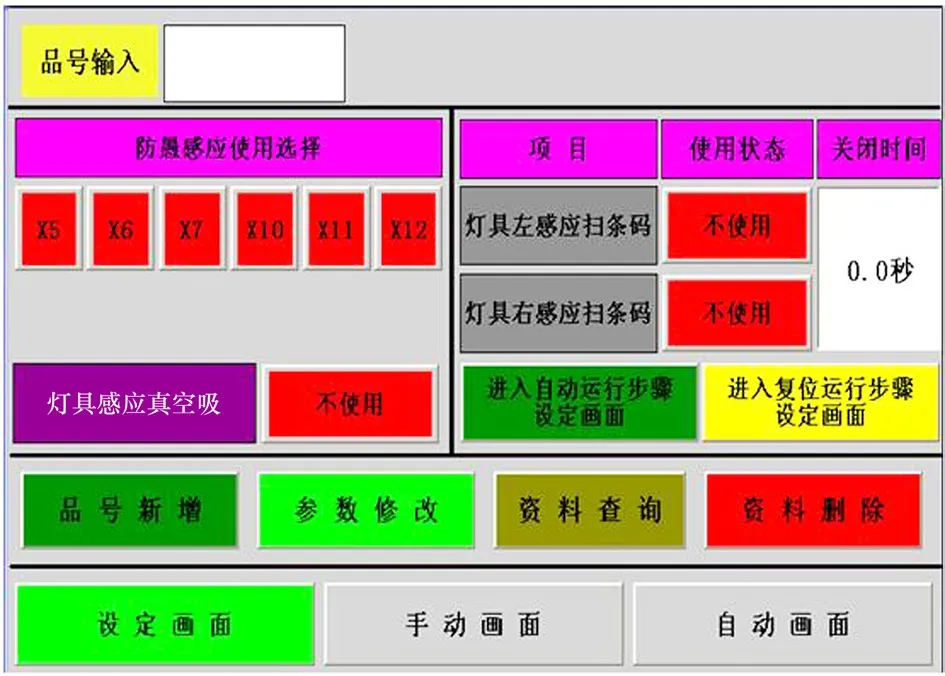
图10 参数设定画面
[1] 王也仿.可编程序控制器应用技术[M].北京:机械工业出版社,2001.
[2] 郁汗琪,郭健.可编程序控制器原理及应用[M].北京:中国电力出版社,2004. [3] DANIEL E.Kandray,P.E.可编程自动化技术[M].杨德胜,王翡翠,译.北京:科学出版社,2014.
[4] 郑凤翼.图解PLC控制系统梯形图和语句表[M].北京:人民邮电出版社,2006.
(编辑 杨 景)
Design of Electric Integrated Lamp Assembly Working Platform Based On PLC
FENG Lei
(SAIC GM Wuling Automobile Co., Ltd.,Liuzhou 545007,China)
Based on relevant literatures and the analysis of lamp assembly requirements, this article puts forward a design scheme for the integrated working platform of electric headlamp assembly based on PLC, which mainly consists of PLC module, HMI module, counting electric lock module, adjustable profile operation plane,pneumatic control module, etc. This system consists of Mitsubishi fx3ga PLC as the controller, MCGS touch screen as the setting and monitoring module. Then the hardware circuit design, PLC control program design and HMI design are completed and debugged. This working platform achieves fast lamp assembly, avoids lamp parts mismatch and improves the operation comfort for assembly staff, which meets design requirements.
working platform of electric vehicle lamp assembly;PLC module;HMI;ergonomics
U463.65
A
1003-8639(2017)07-0038-04
2017-06-14
冯磊(1988-),男,广西南宁人,助理工程师,研究方向为汽车灯具产品前期质量开发。
猜你喜欢
幼儿画刊(2022年6期)2022-06-06
当代陕西(2022年6期)2022-04-19
建材发展导向(2022年1期)2022-03-08
阅读(科学探秘)(2020年4期)2020-07-04
华人时刊(2019年13期)2019-11-26
知识就是力量(2018年7期)2018-07-11
汽车实用技术(2017年9期)2017-12-05
科技创新与品牌(2015年10期)2015-10-27
短篇小说(2014年11期)2014-02-27
经营者·汽车消费报告(2013年3期)2013-05-13