核设备锻件超声检验RCC-M 2007与FM 1061对比和分析
2017-08-27 03:46董义令李家康
无损检测 2017年8期
张 进,董义令,唐 亮,李家康
(中广核工程有限公司, 深圳 518124)
核设备锻件超声检验RCC-M 2007与FM 1061对比和分析
张 进,董义令,唐 亮,李家康
(中广核工程有限公司, 深圳 518124)
为更好地理解和应用RCC-M规范2007版、FM 1061修改单及其引用标准中对核设备锻件超声检验的规定,对不同规范及引用标准中的检验方法及验收标准进行详细比对和分析;结合工程实践经验,对制造过程中钻孔锻件的超声检验要求、4型锻件及锻件近表面检验要求,核岛主设备用低合金钢锻件的斜射横波检验DAC法的应用及验收要求的设计提出了建议。为同行在RCC-M规范体系下进行核设备锻件的超声检验设计、采购和制造提供参考。
RCC-M;FM 1061;锻件;超声检验
1 相关检验规范及标准要求
1.1 RCC-M 2007版与FM 1061修改单
对于核设备用锻件的超声检验要求,RCC-M规范第Ⅱ卷材料篇中的采购技术规格书相关篇章规定了检验时机、检验程序、扫查要求和检验程度、显示评定、显示记录和验收标准等方面的总体要求和特殊要求,检验程序一般引用第Ⅲ卷检验方法篇,即RCC-M MC 2300。
对于RCC-M MC 2300中锻件检验方法的要求,RCC-M 2007版在NF A 04-308标准的基础上进行了补充和修订,补充和修订的内容主要涉及纵波检验的方法、检验时机、检验区域、扫查要求(1,3,4型锻件)和横波检验的对比试块、灵敏度调节和显示表征等方面的要求;FM 1061修改单则是在NF EN 10228-3、NF EN 10228-4和NF EN 10308基础上进行补充和修订的,补充和修订的内容主要涉及检验表面准备、检验时机、检验区域、盲区检验、对比试块、耦合剂、灵敏度调节及显示表征、斜射纵波检验、缺陷尺寸测量方法、扫查要求(1,3,4型锻件)等方面的要求。
上述引用标准NF A 04-308、NF EN 10228-3和NF EN 10228-4均按锻件形状和制造工艺将锻件分为4个类型:1型锻件为条状圆柱体和近似长方体锻件;2型锻件为圆饼状锻件;3型锻件为带孔的圆筒状和圆环状锻件;4型锻件为复杂形状锻件。NF EN 10308仅适用于直径或等效厚度或等效截面不超过400 mm的1型锻件,其要求与NF EN 10228-3和NF EN 10228-4中1型锻件的要求基本相同。下面主要针对NF A 04-308、NF EN 10228-3和NF EN 10228-4中关于锻件的检验方法和验收标准进行分析。
1.2 NF A 04-308
NF A 04-308适用于铁素体或马氏体钢锻件或具有相近声学性能的钢锻件的超声检验,满足特定条件也可用于奥氏体或奥氏体-铁素体钢锻件。NF A 04-308按超声波传播方式和标定缺陷方法的不同,规定了当量直径法、底面回波法和参考槽法3种检验方法,其中参考槽法主要采用斜射横波进行,仅适用于外径与内径比值不超过1.6的3型锻件。此外,标准明确说明采用其中一种检验方法获得的检验结果,任何情况下不得与其他方法获得的结果进行比较,即每一种方法都应独立地进行检验和验收。
实际应用中,直射纵波检验一般采用当量直径法。NF A 04-308中规定,当量直径法验收标准分为4个质量等级,对每一质量等级的底面回波幅度衰减情况均有统一规定;参考槽法主要用于3型锻件的斜射横波检验,采用第二个半跨距的声束(即一次反射波)进行缺陷评定,以缺陷回波波幅与参考槽回波波幅的比值对缺陷进行评定。
1.3 NF EN 10228-3和NF EN 10228-4
NF EN 10228-3与NF EN 10228-4同属于一个系列的标准,NF EN 10228-3适用于铁素体和马氏体钢锻件的超声检验,NF EN 10228-4适用于奥氏体和奥氏体-铁素体钢锻件的超声检验。NF EN 10228-3和NF EN 10228-4规定有直探头检验和横波探头检验两种方法,仅外径与内径之比不超过1.6的3型锻件要求采用横波探头检验,每种类型探头检验均有距离-幅度曲线法(DAC法)和距离-增益-尺寸法(DGS法或AVG曲线法)2种方法。NF EN 10228-3、NF EN 10228-4均规定横波探头DAC法采用φ3 mm的横孔设定灵敏度,并且标准中明确规定横波探头检验的DAC法和DGS法不应进行相互比较;当需进行重复检验时,应采用与最初使用的相同的方法确定灵敏度。
NF EN 10228-3中直探头检验用验收标准分为4个质量等级,底面回波快速衰减比值(R)的记录阈值按质量等级分别予以规定;横波探头检验用验收标准,DGS法和DAC法均分为3个质量等级(质量1级锻件不要求进行横波探头检验,因此该处3个质量等级分别对应质量2,3,4级)。DAC法中的每一质量等级又按所用探头频率(1,2,4 MHz)分别规定记录和验收标准,总体而言,对于同一质量等级,随着所使用探头频率的增加,对应的缺陷显示的记录和验收波幅百分比也将随之增加。
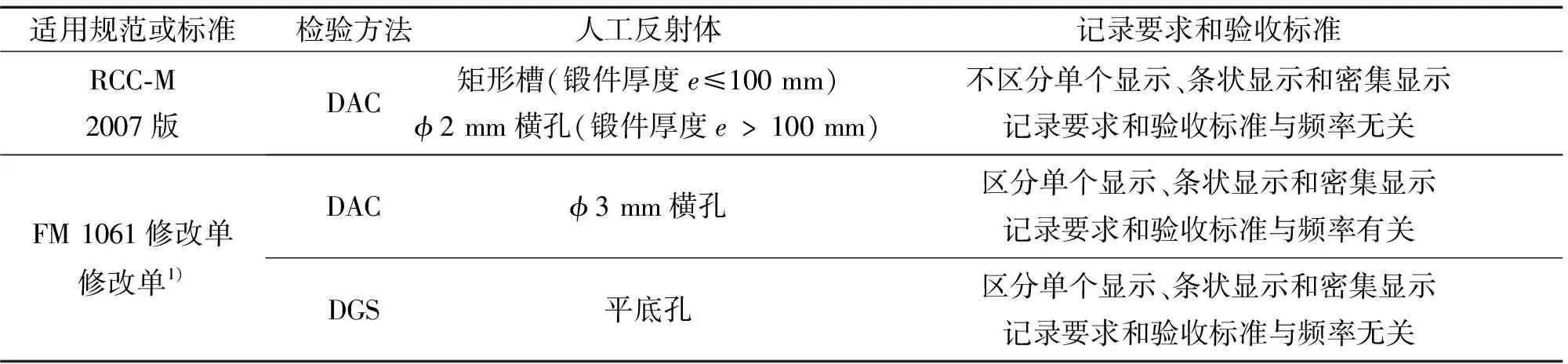
NF EN 10228-4中直探头用验收标准分为3个质量等级,每一质量等级又按锻件厚度(分为5个厚度t范围:t≤75 mm、75 2.1 关于扫查要求的规定 NF A 04-308、NF EN 10228-3、NF EN 10228-4和NF EN 10308均规定了栅格扫查和精细扫查2种扫查方式,核设备用锻件均要求采用精细扫查的方式进行检验。关于扫查覆盖率,RCC-M 2007版引用标准NF A 04-308中的规定:“精细扫查的每次扫查路径至少覆盖探头直径的20%”;FM 1061修改单引用标准NF EN 10228-3、NF EN 10228-4和NF EN 10308中的规定:“对于100%扫查覆盖,探头连续横向移动的重叠区至少为探头有效直径的10%”。由于上述标准中均涉及横波探头检验,笔者认为上述标准中“探头直径”和“探头有效直径”的表述不太准确,统一表述为“探头有效晶片尺寸”较为合适。 2.2 直射纵波检验 RCC-M 2007版与FM 1061修改单对于直射纵波检验的方法均规定为当量直径法,灵敏度调节方法有DAC法和DGS法,其中DAC曲线通过对比试块上的平底孔获得,要求至少包含能覆盖整个检验深度范围的3个平底孔;除需要校核专用DGS曲线的准确度外,DGS法不需要使用对比试块。 关于直射纵波检验验收标准,RCC-M 2007版对于铁素体和马氏体钢锻件,基于NF A 04-308标准中的质量等级规定验收标准;对于奥氏体和奥氏体-铁素体钢锻件,除RCC-M M 3321按照锻件厚度直接规定验收标准以外,其余均基于NF A 04-308标准中的质量等级,按工件厚度规定验收标准。FM 1061修改单按钢种不同基于相应标准中的质量等级规定验收标准,对于铁素体和马氏体钢锻件,基于NF EN 10228-3中的质量等级规定验收标准;对于奥氏体和奥氏体-铁素体钢锻件,有基于NF EN 10228-4中的质量等级规定验收标准,也有根据锻件厚度直接规定验收标准;此外,对于直径或等效厚度或等效截面不超过400 mm的钢棒或钢条,还可以采用NF EN 10308中对应的质量等级的要求进行检验和验收。 一般情况下,同一锻件仅有一个验收标准(质量等级),但对于RCC-M 2007版与FM 1061修改单中的RCC-M M 2311和RCC-M M 2312例外,其径向检验的验收标准比轴向检验的验收标准高一个等级。 2.3 斜射横波检验 斜射波检验适用于符合条件的3型锻件和4型锻件,如筒体、接管、封头等。斜射波检验以横波为主,当材料的信噪比较低和声束衰减较大时也可采用斜射纵波,灵敏度调节方法主要有DAC法和DGS法。RCC-M 2007版采用DAC法,FM 1061修改单两种方法均有采用。 RCC-M 2007版中规定:“对厚度不超过100 mm的锻件,采用规范规定的纵向矩形槽标定;对于厚度超过100 mm的锻件,采用φ2 mm横孔进行标定”。矩形槽的深度取决于工件的厚度,实际应用中,应以工件的最终使用状态的有代表性区域的厚度来确定人工反射体的深度。FM 1061修改单中斜射横波DAC法采用φ3 mm横孔进行标定。 关于斜射横波检验验收标准,RCC-M 2007版规定:“达到50%DAC的显示应予记录,超过100%DAC的缺陷显示为不可接受”。FM 1061修改单对于铁素体钢和马氏体锻件基于引用标准NF EN 10228-3规定质量等级;对于奥氏体钢和奥氏体-铁素体钢均根据锻件厚度规定记录和验收标准,DAC法分为t≤250 mm和t>250 mm 2个质量等级,DGS法分为t≤75 mm,75 关于斜射横波检验DAC法的探头频率,FM 1061修改单中推荐的横波探头频率有1 MHz,2 MHz,2~2.5 MHz,2~4 MHz,由于DAC法验收标准与探头频率相关,每个质量等级仅给出了2个特定频率所对应的验收标准。因此,实际应用中在满足规范推荐的频率条件下,应尽可能选择验收标准中给定的频率,如2 MHz。当采用其他频率探头进行检验时,一方面可以保守考虑,按引用标准中给出的较低频率所对应的验收标准执行;另一方面,可以开展理论计算并采用试验验证的方式,对标准进行修正,确保不降低原检验要求。 表1 斜射横波检验RCC-M 2007版要求与FM 1061修改单要求对比 注:1) FM 1061修改单中对于核岛主设备用低合金钢锻件的斜射横波检验,规定采用DGS法。 2.4 关于钻孔锻件检验的规定 RCC-M 2007版与FM 1061修改单中RCC-M MC 2300补充规定:“对于最终状态需钻孔的1型锻件应在钻孔前进行直射纵波检验,对1型和3型锻件,在声束衰减和波型转换不影响评定的条件下,应进行轴向检验或纵向检验”。实践中,对于需钻孔的1型锻件在钻孔前进行检验,可提高检验效率,同时可有效地消除检验盲区;对于一些重要部件,如紧固件和长度较长的工件,当轴向和纵向检验无法取得很好的检验效果时,可以采用斜射波沿外圆面进行相对两个方向的轴向或纵向检验进行补充。另外,关于锻件类型的划分应依据锻件所制作零部件的最终使用状态来确定,如通过锻棒钻孔制作的零部件,该零件的类型应为3型;其检验要求应为棒材阶段按1型锻件进行直射纵波检验,钻孔后如零部件最终状态或加工制造的中间状态存在满足外、内径比不大于1.6的条件,再按3型锻件的要求进行斜射横波检验。 2.5 关于4型锻件检验的规定 RCC-M规范2007版中对于除封头锻件以外的4型锻件的检验要求均不太明确,NF A 04-308中提及直射纵波检验的扫查面见采购订单,但标准中并未提及4型锻件斜射横波的检验事宜;RCC-M MC 2300补充规定了4型锻件的直射纵波扫查要求:“检验应根据检验区域和扫查表面的外形和可接近性,在钻孔前或钻孔后采用直射纵波法进行,这类检验应在相互垂直的两个方向上进行。当由于材质衰减导致底波消失时,检验应在两个表面上进行,各覆盖60%的厚度范围”;但规范未明确4型锻件是否要求进行斜射横波检查的事宜,因此,在编制4型锻件的采购技术规格书的时候,如要求斜射波检验,应明确具体的检验要求。 FM 1061修改单的情况与RCC-M 2007版的情况类似,区别在于其引用标准NF EN 10228-3和NF EN 10228-4中提及了4型锻件的斜射横波扫查要求见采购订单,因此对于4型锻件,如有斜射横波检验要求,必须在材料采购技术条件中明确规定。 2.6 关于核岛主设备用低合金钢锻件的特殊规定 FM 1061修改单规定,“M2111、M2111Bis、M2112、M2112Bis、M2113、M2114、M2116、M2119、M2119Bis、M2131、M2131Bis、M2132、M2133、M2133Bis、M2134、M2134Bis、M2135、M2142、M2143、M2143Bis对于3型或4型锻件的斜射波检验仅允许采用DGS法”。上述锻件主要为核岛主设备用低合金钢锻件。据了解,国内斜射横波检验极少采用DGS法,很多单位均没有相关工程实践经验,因此针对上述仅允许采用DGS法进行斜射横波检验的核岛主设备用低合金钢锻件,有必要根据国内的工业习惯制定DAC法的检验和验收要求。经查阅FM 1061修改单中其他锻件的相关规定,M1122、M1124、M1125、M2312、M3204、M3205、M3301、M3321,DAC法和DGS法均可以采用,但M1122、M1124、M1125、M3204中DAC法验收标准的质量等级相对于DGS法验收标准的质量等级提高了一个质量等级,见表2。 一般而言,NF EN 10228-3中给出的斜射横波检验DAC法和DGS法的验收标准对于同一质量等级,虽然标准中明确规定DAC法和DGS法不应进行相互比较,但是其要求应是基本相当的。FM 1061修改单中关于核岛主设备用低合金锻件的斜射横波检验DGS法的验收标准一般为NF EN 10228-3中的质量3级,如允许采用NF EN 10228-3中规定的DAC法且验收标准同样规定质量3级的话,从表3(斜射横波检验记录和验收标准的相关规定)中可以看出,相关验收要求将低于RCC-M 2007版的相关规定,因此保守考虑应将其提高至质量4级。经理论计算和试验对比,结果表明:NF EN 10228-3中规定的DAC法的验收标准的质量4级要求不低于RCC-M 2007版和FM 1061修改单中的相关要求。因此,对于核岛主设备用低合金锻件的斜射横波检验的方法变更为DAC法在技术上是可行的,前提是验收标准需从原来的质量3级提高至质量4级。 表2 FM 1061修改单部分材料篇验收要求 表3 斜射横波检验记录和验收标准的相关规定 注:φ为横孔直径;deq为平底孔的当量直径;1)锻件厚度大于100 mm;2)FM 1061修改单中对于核岛主设备用低合金钢锻件的斜射横波检验,规定采用DGS法。 总体而言,FM 1061修改单的规定,较RCC-M 2007版的规定更加细致和具体,可操作性更强,因此,在编制核设备用锻件超声检验技术条件或采购技术条件、检验规程、检验工艺卡以及实施检验时,有必要重点关注以下问题。 (1) 锻件超声检验应综合考虑RCC-M规范第Ⅱ卷材料篇材料采购技术规格书中的要求、第Ⅲ卷检验篇中的要求以及相关引用标准中的要求。 (2) 锻件的类型与其检验要求密切相关,因此采购技术条件中必须参照零部件的最终使用状态明确规定锻件的类型,特别是通过锻棒钻孔工艺制作的管状工件(满足外/内径比值不超过1.6的条件),应按3型锻件检验,钻孔前进行直射纵波检验,钻孔后进行斜射横波检验。 (3) 对于除封头以外的4型锻件,其检验要求不太明确,特别是是否要求斜射横波检验,如有要求必须在采购技术规格书中明确规定,同时制造厂应根据锻件的制造工艺合理安排检验时机并实施有效的检验,最大限度地确保该类复杂形状锻件的质量。 (4) 对于核岛主设备用低合金钢锻件的斜射波检验,在FM 1061修改单中仅规定DGS法的基础上,引入DAC法在技术上是可行的,前提是验收标准相应提高一个质量等级。 (5) 由于锻件底回波衰减[2]情况一定程度上反映了锻件的质量,如出现非结构原因导致的底面回波降低幅度超过标准中的记录水平的情况,应进行进一步的检验以确认锻件质量。 (6) 经验表明,必须加强对锻件近表面的质量控制,特别是焊缝区域、接管区域和待堆焊区域。可采用双面检验,或采用浅盲区探头补充检验,或通过合理安排检验时机,检验时扫查表面应留有一定的加工余量,检验后通过机加工消除盲区。 Comparison and Analysis of Ultrasonic Testing of Steel Forgings for Nuclear Components in Accordance with RCC-M Edition 2007 and FM 1061 ZHANG Jin, DONG Yiling, TANG Liang, LI Jiakang (China Nuclear Power Design Company Ltd., Shenzhen 518124, China) In order to better understand and apply the requirements for ultrasonic testing of steel forgings of nuclear component in accordance with RCC-M edition 2007, FM 1061 and the relevant standards, this paper makes particular comparison and analysis of examination process and acceptance criteria between different codes and standards. Combined with the engineering practice, this paper aims to present recommendations on ultrasonic testing designing for examination of forgings with drill holes during manufacturing, for examination of type 4 forgings, for examination of near surface defects of forgings, and for application of DAC method of angle beam examination and associated acceptance criteria for low alloy steel forgings of nuclear primary component, respectively. It may provide reference for ultrasonic testing designing,procurement and manufacturing of forgings for nuclear components according to RCC-M code. RCC-M; FM 1061; nuclear components; steel forgings; ultrasonic testing 2016-11-09 张 进(1985-),男,工程师,主要从事核岛设备无损检验设计工作 张 进,zjin@cgnpc.com.cn 10.11973/wsjc201708017 TG115.28 A 1000-6656(2017)08-0075-052 规范与修改单分析比较


3 结论
猜你喜欢
矿产与地质(2022年2期)2022-09-06北京大学学报(自然科学版)(2022年2期)2022-04-08建材发展导向(2021年19期)2021-12-06设备管理与维修(2021年17期)2021-11-02中国特种设备安全(2019年1期)2019-03-13陶瓷学报(2015年4期)2015-12-17浙江大学学报(工学版)(2015年6期)2015-03-01传奇故事(破茧成蝶)(2015年6期)2015-02-28火花(2015年1期)2015-02-27科技视界(2014年4期)2014-12-26