挤压高粱酿造白酒发酵工艺参数对出酒率的影响
2017-09-03 06:19何媛媛曹燕飞李宏军
中国酿造 2017年8期
何媛媛,曹燕飞,李宏军*
(山东理工大学农业工程与食品科学学院,山东淄博255091)
挤压高粱酿造白酒发酵工艺参数对出酒率的影响
何媛媛,曹燕飞,李宏军*
(山东理工大学农业工程与食品科学学院,山东淄博255091)
为了研究挤压膨化技术酿造白酒过程中发酵工艺参数对白酒出酒率的影响,以挤压高粱为原料,考察酒醅含水率、酒曲添加量、稻壳添加量和发酵时间对白酒出酒率的影响,采用二次旋转正交试验优化得出最优发酵工艺参数:入窖酒醅含水率为58%,酒曲添加量为26 g/100 g,稻壳添加量为24 g/100 g,发酵时间为25 d。在此最佳发酵工艺条件下,白酒的出酒率为58.04%,比相同条件下传统法酿造白酒出酒率高出5.78%。
挤压;白酒;高粱;出酒率;发酵
白酒是中国特有的传统蒸馏酒,与金酒、伏特加、朗姆酒、白兰地和威士忌5种酒统称为世界著名六大蒸馏酒[1]。以粮谷类或者富含淀粉的薯类为主要原料,添加酒曲(即糖化发酵剂,包括大曲、小曲和麸曲),以固态、半固态或液态发酵的方式发酵,再经蒸馏、陈酿和勾兑制得中国白酒[2]。适量的饮用低度白酒可以降血糖,抑制胆固醇沉积,促进血液循环等多种作用[3-4]。随着消费者生活水平的提高,人们越来越重视生活质量,对白酒品质的要求也越来越高。
白酒酿造的重要环节之一是发酵工艺,白酒的质量、风味和原料的利用率很大程度上取决于发酵程度的优劣。白酒发酵的主要产物是酒精,发酵进行程度的优劣主要取决于出酒率的高低,出酒率也是鉴定白酒发酵是否正常的重要依据[5-6]。因此,提高出酒率不仅可以提高原料的利用率降低生产成本,还可以提高白酒的品质。发酵原料的预处理方式对白酒的发酵和品质也有着重要的影响。挤压膨化处理可使物料中的淀粉部分降解,发酵糖含量增加,改变物料结构,呈多孔状态[7-8]。挤压膨化引起的物料内部改变有利于微生物的发酵,缩短发酵周期,提高原料利用率,从而节约了酿造用粮,降低了生产成本[9-10]。
本研究以挤压膨化高粱为原料,运用4因素5水平二次正交旋转组合设计试验,通过SAS 9.3软件处理试验数据,研究了发酵工艺参数(酒醅含水率、酒曲添加量、稻壳添加量和发酵时间)对白酒出酒率的影响。建立发酵工艺参数对白酒出酒率影响的回归模型,得到以白酒出酒率为考察指标的最优发酵工艺参数。以期为挤压膨化技术运用到白酒酿造工业提供一定的数据参考。
1 材料与方法
1.1 材料与试剂
糯红高粱:潘庄粮油市场;稻壳、传统香型大曲(酒曲):市售。
硫酸铜、酒石酸钾钠(均为分析纯):天津市恒兴化学试剂制造有限公司;浓盐酸(分析纯):上海沃凯生物技术有限公司;葡萄糖(分析纯):天津市科密欧化学试剂开发中心;亚甲基蓝:天津市福晨化学试剂厂;氢氧化钠(分析纯):山东莱阳经济技术开发区精细化工厂。
1.2 仪器与设备
9FQ28-16饲料粉碎机:诸城市康佛特机械电气有限公司;GSP-9160MB恒温培养箱;上海博迅实业有限公司;DT1001电子分析天平:常熟市意欧仪表有限公司;PHS-3C pH计:上海雷磁仪器厂;0-100度附温酒精计:余姚市双鹤电子仪表有限公司。单螺杆挤压膨化机(套筒分三节,其温度0~300℃连续可调;螺杆转速0~1 200 r/min连续可调;模孔直径4~12mm):由山东理工大学农产品精深加工中心提供;YQJ-GXCLJ-12L白酒蒸馏设备(整机高0.46m,蒸锅直径0.25m,容量12 L):由宜仟家设备厂提供。
1.3 分析方法
1.3.1 高粱挤压膨化处理
高粱经粉碎制得高粱全粉,经加水调质后进行挤压膨化处理。挤压膨化条件为套筒温度75℃,模孔直径8mm,物料含水率20%,螺杆转速170 r/m in。在挤压膨化的同时利用旋转切刀将膨化物切碎至2~4mm的薄片,物料直接移入预先灭过菌的容器内,待用。
1.3.2 白酒酿造工艺流程及操作要点

操作要点:将高粱的膨化物料与一定比例的稻壳混合后,加入一定比例的无菌90℃热水混合均匀,最后冷却至(30±2)℃。加入一定量的酒曲后,将混合好的酒醅放入3 L玻璃发酵罐,置于恒温培养箱中,前5 d温度设为26.5℃,之后温度设为32℃进行发酵。酒醅发酵好后,先将罐中的黄水倒入蒸锅里,再将酒醅均匀平铺到蒸屉上,大火烧开水,中火蒸酒,直至酒精度为10%vol左右时停止蒸酒。
1.3.3 白酒发酵的正交试验设计
根据查阅相关文献可知[11],白酒发酵受到发酵时间、入窖酒醅含水率、发酵温度、酒醅酸度、稻壳添加量和酒曲添加量等多种因素的影响。根据前期预试验结果以及实验室条件和实际酒厂操作条件,本试验以入窖酒醅含水率(X1)、酒曲添加量(X2)、稻壳添加量(X3)和发酵时间(X4)为试验因素,以白酒出酒率(Y)为主要考察指标,采用4因素5水平二次旋转正交试验优化白酒发酵工艺。试验因素与水平见表1。
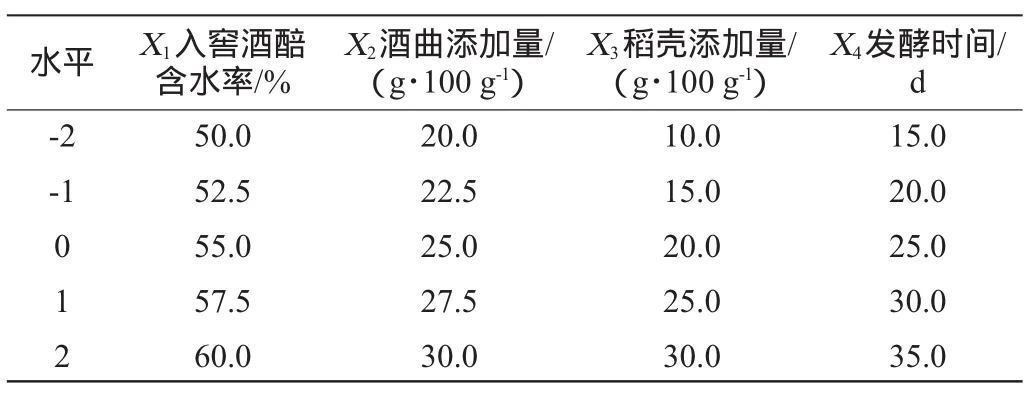
表1 白酒发酵工艺优化二次旋转正交试验因素与水平Table 1 Factors and levels of secondary rotation orthogonalexperim ents for Baijiu ferm entation process optim ization
1.3.4 白酒出酒率测定方法
原料中淀粉含量根据GB/T 5009.9—2008《食品中淀粉的测定》中方法测定[12];密度:根据所测得的20℃酒精度查阅国标GB/T 10345—2007《白酒分析方法》附录中表可得相应的密度;利用附温酒精计测定白酒酒精度。65%vol的出酒率计算公式如下:

式中:M1为65%vol白酒的质量,g;ρ1为试验所得白酒在20℃时的密度,g/m L;V1为试验所得白酒的体积,m L;W1为试验所得白酒在20℃时的酒精质量分数,%;W2为65%vol白酒在20℃时的酒精质量分数,%;M2挤压膨化物的添加量,g;M3酒曲的添加量,g。
2 结果与分析
2.1 二次旋转正交试验结果
选择入窖酒醅含水率(X1)、酒曲添加量(X2)、稻壳添加量(X3)和发酵时间(X4)为因素,以白酒出酒率(Y)为考察指标,采用二次旋转正交试验优化白酒发酵工艺,试验结果与分析见表2。将表2中白酒出酒率的试验结果运用SAS 9.3软件分析,回归模型方差分析见表3。
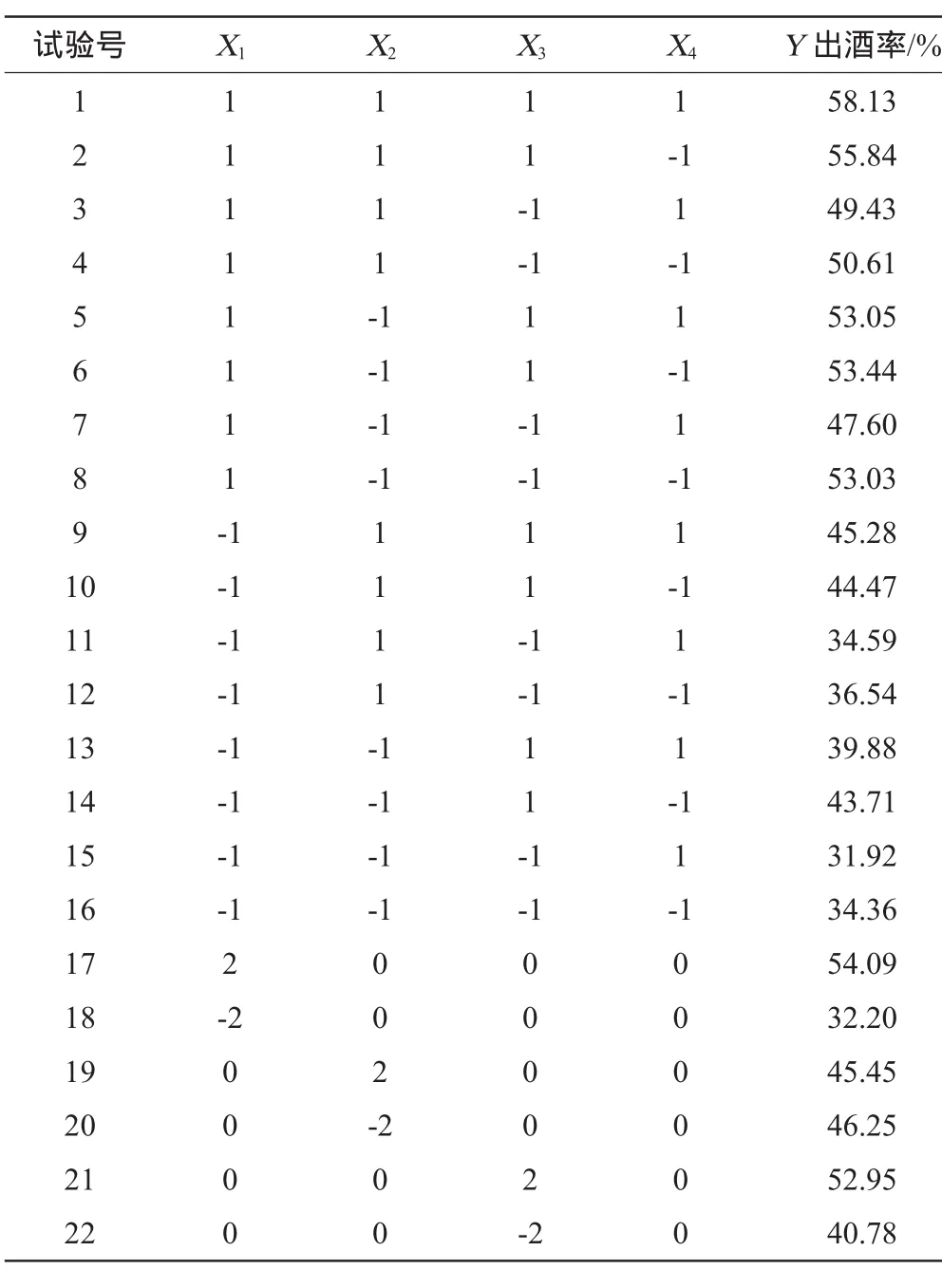
表2 白酒发酵工艺优化二次旋转正交试验结果与分析Table 2 Results and analysis of secondary rotation orthogonal experim ents for Baijiu ferm entation process optim ization

续表

表3 回归模型方差分析Table 3 Variance analysis of regression mode l
用SAS 9.3对表2中试验数据进行二次线性回归拟合,得到各发酵工艺参数对白酒出酒率影响的回归方程为:
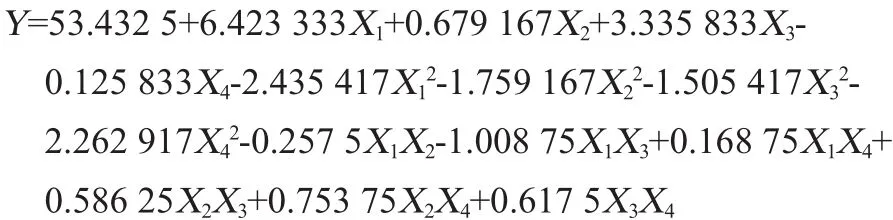
由表3可知,入窖酒醅含水率和酒曲添加量对白酒出酒率有显著影响(P<0.05),稻壳添加量相对影响程度较小,而发酵时间长短对出酒率影响不明显(P>0.05)。二次项回归极显著(P<0.05),说明二次项对回归方程有贡献,入窖酒醅含水率和发酵时间对回归方程的贡献大于酒曲添加量和稻壳添加量的;但是因素之间的交互作用不明显(P>0.05)。该回归模型的决定系数R2为0.941 2,失拟(P=0.538 8>0.05)不显著,这说明所建立的回归模型拟合度很好,出酒率受到其他因素的影响较小。
2.2 响应面试验结果分析
运用SAS 9.3软件分析数据得出各发酵因素对出酒率影响的响应曲面,根据响应曲面获得出酒率的变化规律。响应曲面见图1。

图1 酒醅含水率、酒曲添加量、稻壳添加量和发酵时间交互作用对白酒出酒率影响的响应曲面及等高线Fig.1 Response surface p lots and contour line of effects of interaction between moisture content o f fermented grains,Daqu addition,rice hulladdition and ferm entation time on liquid yield of Baijiu
由图1可知,当其他3个因素固定在零水平,出酒率随着酒醅含水率各发酵条件的的升高,均呈现出先升高后下降的趋势变化,只是起伏程度不一致。入窖酒醅含水率较低,使酒醅温度迅速升高,导致酒醅结块,抑制微生物繁殖,从而酒精产量低[13]。唐圣云等[14]指出微生物无氧呼吸作用产生的热量是有氧呼吸作用的1/8。入窖水分过多,酒醅氧含量少,有氧呼吸受到抑制,窖内升温缓慢,酒醅温度未升至微生物最适发酵温度,微生物不能充分发酵,出酒率大大降低[5]。膨化物料粘度大,稻壳添加量过少使酒醅粘连,疏松度低,窖内氧含量少,抑制微生物作用,酒精产量下降;稻壳添加量增加,窖内氧含量升高,透气性好;但其添加量不宜过多,会促进有氧呼吸,出酒率下降[15]。
发酵时间过短,微生物发酵不彻底,导致酒精产量低;主发酵期结束后,酒醅中酒精和酸含量升高,酵母菌大量死亡,随后耐酸细菌以酒精为原料进行酯化反应,使酒精含量降低[16]。酒曲添加量过少,微生物量少,原料利用率低,产酒量低;但过度添加酒曲,酵母菌新陈代谢旺盛,窖内温度高,抑制微生物的酒精发酵,出酒率降低[17]。同时,酒曲添加量过少,发酵前期延长,酒曲添加量的提高使发酵前期缩短[18];而微生物过多,其生长繁殖所耗原料增加,且微生物的快速生长繁殖易使窖内温度过高,抑制酶活力,缩短主发酵时间,酒精产量低[19-20]。
2.3 岭回归分析
岭回归是一种专用于共线性数据分析的有偏估计回归方法,通过放弃最小二乘法的无偏性,以损失部分信息、降低精度为代价获得回归系数更为符合实际、更可靠的回归方法。以白酒出酒率为考察指标,运用岭回归寻优确定最优发酵工艺参数范围,岭回归寻优结果见表4。

表4 白酒出酒率的岭回归寻优分析Table 4 Analysis of ridge regression op tim ization for liquor yield of Baijiu
由表4可知,以白酒出酒率为考察指标,通过岭回归寻优得到最优发酵工艺参数范围是:入窖酒醅含水率为56%~58%,酒曲添加量为(25~26)g/100 g,稻壳添加量为(22~27)g/100 g,发酵时间为25~27 d。
2.4 验证试验设计与结果
以出酒率为考察指标,采用4因素5水平二次旋转正交组合设计试验得出最优白酒发酵工艺参数范围。在此范围内进行验证试验,并在相同条件下以传统蒸煮处理的高粱为原料酿造的白酒与以挤压膨化处理的高粱为原料酿造的白酒进行对比。结果见表5。
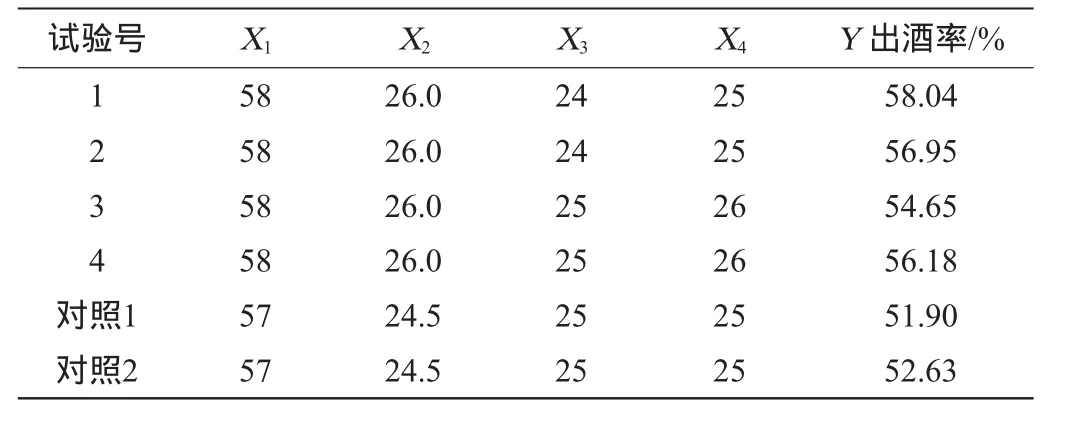
表5 验证和对照试验安排及结果Table 5 Arrangementand results of verify and controlexperiments
通过表5可得到,在最优发酵参数范围内,出酒率在预测值的范围内,这说明此参数优化是可靠的。挤压膨化高粱酿造白酒的出酒率虽有波动但均高于对照组,挤压膨化高粱酿造白酒的最高出酒率为58.04%,比对照组的平均出酒率高出5.78%。
3 结论
本研究以白酒的出酒率为考察指标,得到最优发酵工艺参数:酒醅含水率为58%,酒曲添加量为26 g/100 g,稻壳量为24 g/100 g,发酵时间为25 d。在此发酵参数下白酒的出酒率为58.04%,比传统蒸煮法处理高粱酿造白酒的出酒率高出5.78%。通过对运用挤压膨化高粱酿造白酒的发酵工艺研究,探索各发酵因素对发酵过程的影响,为将挤压膨化技术运用于白酒酿造工业上提供一定的数据参考,同时优化了白酒的发酵工艺,提高了原料的利用率。
[1]张苗苗.基于光谱的白酒鉴别研究[D].重庆:重庆大学,2010.
[2]余乾伟.传统白酒酿造技术[M].北京:中国轻工业出版社,2010:56-58.
[3]黄发琳,王化斌.谈中国白酒与健康的关系[J].酿酒,2013,40(5):14-19.
[4]唐贤华,杨官荣,黄志瑜,等.中国白酒与人体健康关系研究综述[J].酿酒,2014,41(5):10-13.
[5]CHEN M B,YANG D D,QIAN ZW,etal.Analysisofm icroorganisms and physicochem icalproperties in Zaopeiduring the fermentation of Chinese Zhijiang-flavor liquor[J].African J Biotechnol,2010,9(25):3874-3882.
[6]胡浩,吴苏林,张春林,等.浓香型酒醅酒精与总酯含量刍议[J].酿酒,2016,43(4):61-63.
[7]陆燕,徐岩,徐文琦,等.膨化技术及其在酿酒工业中的应用[J].酿酒,2002,29(5):75-78.
[8]ALONSO R,RUBIO L A,MUZQUIZM,et al.The effect of extrusion cooking onm ineralbioavailability in pea and kidney bean seedmeals[J]. Anim Feed Sci Technol,2001,94(1):1-13.
[9]ZHAN X,WANG D,BEAN SR,et al.Ethanol production from supercritical-fluid-extrusion cooked sorghum[J].Ind Crop Prod,2006,23(3): 304-310.
[10]LIH Y,WANG B X,WANGC S,etal.Modelling and optimisation of enzymatic extrusion pretreatmentof broken rice for ricew inemanufacture[J].Food Chem,2014,150(2):94.
[11]赖登燡.入窖七因素的变化规律及相互关系的研究(一)[J].酿酒科技,2010(11):30-32.
[12]中华人民共和国卫生部.GB/T 5009.9—2008食品中淀粉的测定[S].北京:中国标准出版社,2008.
[13]向双全,陈菊,张志刚.发酵温度曲线与固态酿酒前置控制条件间的关系[J].酿酒,2015,42(5):28-31.
[14]唐圣云,张志刚.浅谈固态白酒工艺要素分类及其相互间的关系[J].食品与发酵科技,2006,42(3):32-33.
[15]杨贝贝,余有贵,曾豪,等.酿造用稻壳的研究现状及发展趋势[J].食品与机械,2016(2):202-204,225.
[16]王丹丹.白酒发酵过程中酶系与物系的相关性研究[D].北京:北京理工大学,2015.
[17]荣瑞金,李祖明,王德良,等.中国酒曲微生物研究进展[J].中国酿造,2009,28(6):5-9.
[18]张中义,畅晓霞,钟其预.酒曲酶系、菌系特征及酿造过程中微生物动态变化[J].酿酒,2008,35(5):24-28.
[19]张春野,申德超.挤压加酶脱胚玉米生产酒精的试验研究[J].东北农业大学学报,2009,40(6):106-108.
[20]叶向库.用挤压膨化脱胚玉米生产酒精的试验研究[D].哈尔滨:东北农业大学,2001.
Effectof fermentation processparameterson liquoryield of Baijiu(Chinese liquor)with extruded sorghum
HEYuanyuan,CAO Yanfei,LIHongjun*
(SchoolofAgricultural Engineering and Food Science,Shandong University ofTechnology,Zibo 255091,China)
In order to study theeffectsof the fermentation processparameterson liquor yield of Baijiu(Chines liquor)during the Baijiu processby extrusion and swelling technique,using the extruded sorghum as raw material,the effectsofmoisture contentof fermented grains,Daqu addition,rice hull addition and fermentation time on liquor yield of Baijiu were investigated.By secondary rotation orthogonal experiments,the fermentation process parameterswere optimized and abtained as follow:moisture contentof fermented grains 58%,Daqu addition 26 g/100 g,rice hull addition 24 g/100 g and the fermentation time 25 d.Under the optimal conditions,the liquor yield of Baijiu was58.04%,whichwas5.78%higher than thatof traditional Baijiu fermentation.
extrusion;Baijiu;sorghum;liquoryield;fermentation
TS262.3
0254-5071(2017)08-0036-05
10.11882/j.issn.0254-5071.2017.08.008
2017-04-18
国家自然科学基金项目(31471676)
何媛媛(1991-),女,硕士研究生,研究方向为农产品高值化加工。
*通讯作者:李宏军(1968-),男,教授,博士,研究方向为食品科学。
猜你喜欢
学与玩(2022年10期)2022-11-23
应用化工(2022年8期)2022-10-03
福建轻纺(2022年4期)2022-06-01
食品安全导刊(2021年20期)2021-08-30
中国酿造(2020年3期)2020-05-12
中国酿造(2019年3期)2019-04-09
酿酒科技(2019年3期)2019-03-30
扬子江(2019年1期)2019-03-08
酿酒科技(2018年5期)2018-05-30
智慧少年·故事叮当(2018年8期)2018-05-14