P元素强化高硬度T5镀锡产品的试验研究
2017-09-19 09:38魏宝民穆海玲白振华
四川冶金 2017年4期
魏宝民,穆海玲,白振华
(1.燕山大学国家冷轧板带装备及工艺工程技术研究中心、燕山大学亚稳材料制备技术与科学国家重点实验室,河北秦皇岛 066004;2.上海梅山钢铁股份有限公司,江苏南京 210039)
P元素强化高硬度T5镀锡产品的试验研究
魏宝民1,2,穆海玲2,白振华1
(1.燕山大学国家冷轧板带装备及工艺工程技术研究中心、燕山大学亚稳材料制备技术与科学国家重点实验室,河北秦皇岛 066004;2.上海梅山钢铁股份有限公司,江苏南京 210039)
为解决薄规格T5冷轧过程存在轧制力高,轧制速度低的问题,通过添加P元素强化,替代原T5产品采用C元素的强化思路,同时提高热轧卷取温度。试验结果表明:P强化试验料的冷轧轧制力比T5降低50~100吨,轧制速度最高由900 m/min提高至1200 m/min,同时力学性能能够满足T5的要求,在现场得到了应用。
P强化;T5镀锡板;轧制力;内耗
1 引言
镀锡产品以调质度来区分不同硬度级别,一次冷轧材从T-1到T-5级别,数字越大表示产品的硬度越高,随着成本和环保的压力,镀锡产品正朝着厚度越来越薄,硬度越来越高的方向发展。在生产薄规格T5镀锡产品时,由于轧制力高,在冷轧轧制工序存在生产效率低、生产组织难度大、成本高、故障率高等急需解决的问题。P元素在钢铁材料中大多情况以杂质元素来对待,P会产生冷脆,影响钢材的加工性能,但是有些钢种中P作为功能元素添加,比如汽车用的烘烤硬化钢(BH钢);高强IF钢,在普通无间隙元素钢中添加P强化,替代Nb等贵重金属强化,以及在汽车高强钢中有专门的P强化钢,有研究表明当添加小于0.10%P时,随着P含量的提高,材料的n值、r值也相应的提高[1]。与Mn、Si等固溶强化元素相比,其强化效应7倍于Si,10倍于Mn[2]。作为强化元素不但强化效果好,在从热轧带钢到冷轧退火薄板的生产工艺过程中,P元素强化的钢与添加合金元素的析出强化和细晶强化的钢相比,引起的强度损失很小[3]。本文提出在生产高硬度镀锡板T5时,通过添加P元素进行强化,有效降低了冷轧轧制力,同时力学性能指标满足T5的要求,在现场得到了应用。
2 试验材料及方法
2.1 试验材料
试验料的成分是在T4的成分基础上添加0.049%的P,与T5相比碳含量降低0.078%,P提高了0.048%。三者的成分比较见表1。
2.2 试验方法
将试验料进行热轧轧制、冷轧轧制、连续退火以及烘烤试验,其中热轧采用7机架热连轧机组,轧制冷却后高温卷取,冷轧采用五机架连轧机组。在连续退火试验之前,首先在试验室通过退火模拟试验装置模拟不同的退火温度对组织性能的影响,得出600℃较为适宜,之后在连续退火机组进行退火试验。在试验室烘箱进行烘烤试验,模拟镀锡软熔工序。各工序的试验参数见表2。

表1 试验料和T4、T5的成分比较(质量分数,%)

表2 试验参数
在试验过程中,对热轧板样品进行组织性能分析,对退火板进行组织、硬度、拉伸和杯凸测试分析,同时比较三种材料的冷轧轧制力、轧制速率,观察退火板烘烤前后硬度变化情况,用内耗法分析退火板加P的强化机理。
3 试验结果及分析
3.1 热板分析
对试验的热轧钢板进行力学性能和微观组织分析,同时与T4和T5钢种进行比较,表3为力学性能的比较情况,图1为金相组织的比较情况。
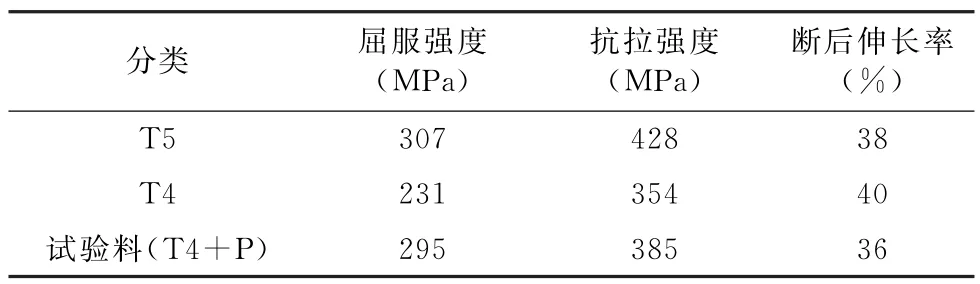
表3 试验料与T4、T5料热卷力学性能
试验料在T4的基础上添加P及优化卷取温度后,强度明显提高,屈服强度提高的幅度比抗拉强度提高的幅度高近一倍,但均未达到T5的强度值。T4+P试验料与T4相比,晶粒细小,无其它明显变化。
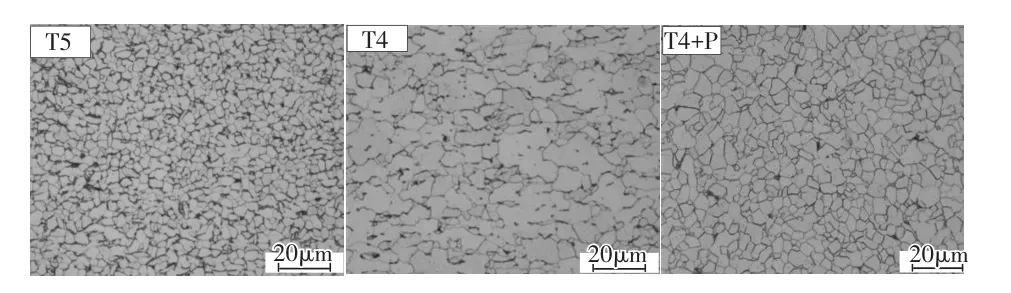
图1 试验料与T4、T5料显微组织
表明P在强度贡献方面,提高屈服强度的作用高于提高抗拉强度的作用。
3.2 轧制力分析
三种料在冷轧均由2.0 mm轧制到0.18 mm厚度,总变形率以及各个机架的变形率均相当。表4为冷轧机组五个机架的压下率和轧制张力,图2为轧制力和轧制速度的比较。

表4 试验料与T4、T5料冷轧压下率和张力
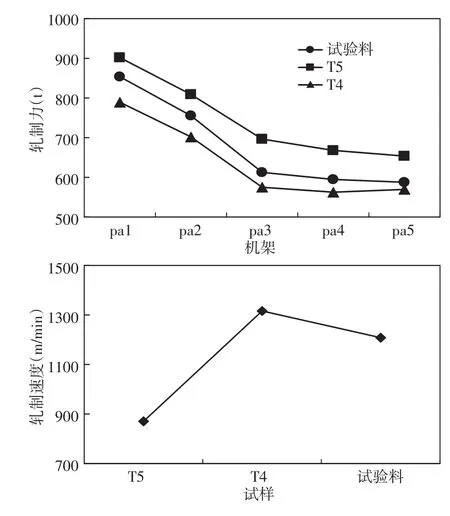
图2 试验料与T4、T5料轧制力和轧制速度
从冷轧的轧制力和轧制速度比较可以看出,T4 +P试验料的轧制力介于T4和T5之间:与T5相比,1#、2#机架轧制力比T5料低约100吨,3#~5#机架轧制力比T5料低约50吨;与T4料相比,1#、2#机架轧制力比T4料高40~60吨,3#~5#机架轧制力比T4料高约10~30吨;最高的轧制速度比T5料高300 m/min,比T4料低100 m/min。由于屈服强度表征材料对微量塑性变形的抗力,所以在其它因素不变的条件下,通常将材料的屈服强度作为衡量变形抗力的依据,但是当轧制0.18 mm薄规格产品时冷轧压缩比极大,已接近材料塑性变形的极限,这时轧制变形抗力不但要考虑材料的屈服强度,更要考虑材料的抗拉强度,因为抗拉强度表征材料能最大均匀塑性变形的抗力。在多机架连轧中的变形抗力前几机架取决于材料的屈服强度,后几机架取决于抗拉强度。
3.3 退火板分析
试验料与T4、T5料退火和烘烤后的性能指标见表5,金相组织见图3。
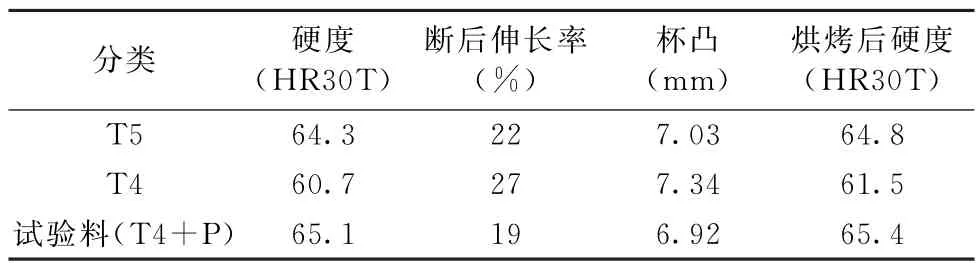
表5 试验料与T4、T5料退火和烘烤后的性能
T5产品要求硬度(HR30T)62~68,断后伸长率大于10%。可以看出试验料退火板的硬度满足T5产品要求,杯凸指标与原T5处于同一水平,经过镀锡软熔工艺后的硬度增加值比原T5要小。
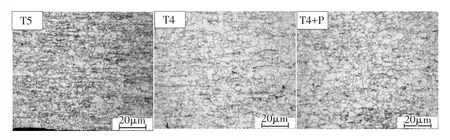
图3 试验料与T4、T5料退火后的显微组织
从金相组织来看,三个产品基本完成再结晶, T5中珠光体数量明显比后者多,显然T5料是靠珠光体相强化,T4+P与T4相比,组织上无明显差别,只是晶粒略微细小。
图4为T4+P试验料和T4料600℃退火样品的内耗曲线。可以看出,T4+P试验料的内耗低于T4料的内耗,表明添加P元素后,降低了可移动位错密度。戢景文[4]等人的研究得出同样的结论,P能显著减小Fe的SKK内耗峰。关于降低内耗峰的机理方面,王华[5]的研究得出,P元素与位错产生强烈的交互作用,造成位错在变形过程中难以脱钉。P的这种偏聚不是单纯以置换Fe的形式存在,而是为了降低钢的畸变能而发生的在位错处的聚集。同时,P除了自身的偏聚外,还与C存在共偏聚,偏聚的P与C原子发生相互渗透,共同对位错造成钉扎作用,使得含P钢中的位错在变形过程中难以脱钉,故硬度显著上升。
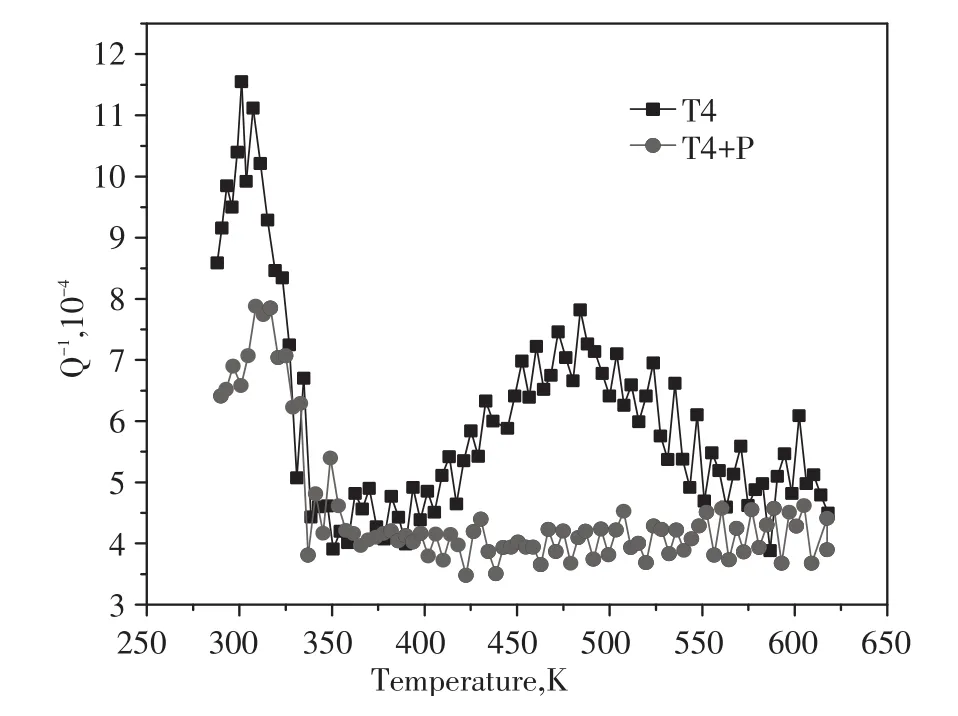
图4 T4+P试验料与T4料的内耗曲线
同时,Saitoh H等人的研究[6]得出P元素的加入能够增加固溶C的含量,但是降低C-Snoek内耗峰,这是因为置换原子周围的固溶C原子对内耗不起作用。通过内耗分析加P试验料退火后的强度提高主要是P和C在位错处共同偏聚,以及C的固溶量增加所致。
4 现场应用
采用P强化的技术方案,进行了工业性试生产,首批250吨按照T5的期货合同方式组织生产,与同规格的原T5料相比,轧制速度由900 m/min提高至1200 m/min,材料的硬度指标满足T5产品要求,用户应用在三片罐罐身试用后能满足使用要求。
5 结语
针对在冷轧轧制薄规格T5冷轧过程存在轧制力高,轧制速度低的问题,进行了优化试验:通过在T4成分基础上添加一定量的P元素,同时提高热轧卷取温度。试验结果表明T4+P试验料的性能能够满足T5的要求,冷轧轧制力比T5降低50~100吨,轧制速度由900 m/min提高至1200 m/min。由内耗法分析得出,退火后P与C原子共同偏聚在位错附近,共同对位错造成钉扎作用,这是T4+P试验料硬度显著提高的主要原因,用此方法生产T5已在现场得到了应用。
[1] 傅作宝,张 魁,赵淑清.含磷深冲高强度冷轧汽车板的特性[J].钢铁,1991,26(7):48-53.
[2] 冷启明.高强度RP钢板在汽车上的应用[J].汽车科技,1995,128(5):25-34.
[3] 冷启明.高强度RP钢板在汽车上的应用[J].汽车技术,1995,26(7):21-27.
[4] 戢景文,赵曾祺,贺礼瑞,等.铁磷合金中的Snoek-Ke-Koster峰[J].物理学报,1985,34(12):1620-1626.
[5] 王 华,史 文,何燕霖,等.Mn和P在超低碳烘烤硬化钢中的分别形态及其对拉伸行为的影响研究[J].金属学报,2011,47(3):263-1268.
[6] Saitoh H,Ushioda K.Influences of phosphorus on the solubility of carbon in ferrite and on Snoek peak[J]. Materials Transactions,JIM,1993,34(1):13-19.
Experimental Study on High Hardness T5 Tinplate With Phosphorus Strengthen
WEI Baomin1,2,MU Hailing2,BAI Zhenhua1
(1.National Engineering Research Center for Equipment and Technology of C.S.R,State Key Laboratory of Metastable Materials Science and Technology,YanShan University,Qinhuangdao 066004,Hebei,China;
2.Shanghai Meishan Iron&Steel Co.,Ltd.,Nanjing 210039,Jiangsu,China)
In order to solve the problem of high rolling force and low rolling speed in thin rolling T5 cold rolling process,the idea of strengthening T5 product is tested by adding the P element replacing the C element.At the same time,the hot rolling coiling temperature is increased.The results show that the cold rolling force of P reinforced test material is 50-100 tons lower than that of T5,and the rolling speed is increased from 900 m/min to 1200 m/min,and the mechanical properties can meet the requirements of T5 and have been applied in the production line.
phosphorus strengthen;T5 tinplate;rolling force;internal friction
TG335
B
1001-5108(2017)04-0010-04
魏宝民,工程师,硕士,主要从事冷轧产品研究工作。
猜你喜欢
教育家(2022年41期)2022-11-11
作文与考试·高中版(2022年18期)2022-07-04
中学生天地·高中学习版(2022年4期)2022-05-17
交通科技(2021年4期)2021-09-03
电镀与环保(2016年3期)2017-01-20
电镀与环保(2016年3期)2017-01-20
电镀与环保(2016年3期)2017-01-20
工程建设与设计(2016年8期)2016-03-11
上海金属(2014年2期)2014-12-18
表面工程与再制造(2014年2期)2014-02-27